
Fターム[4F205HL03]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチツク成形用繊維の巻回、分布 (881) | 繊維(←樹脂含有物)の巻回 (281) | 筒状型への巻付け (262) | 回転する型への (156)
Fターム[4F205HL03]に分類される特許
121 - 140 / 156
繊維強化複合材料、繊維強化複合材料の成形方法、一対のプリプレグ及び一対のプリプレグ製造方法
【課題】繊維強化複合材料及び繊維強化複合材料の成形方法において、成形コストをより低減することである。
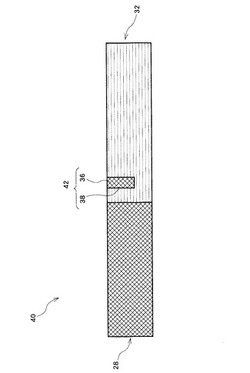
【解決手段】繊維束に樹脂を含浸した一方のプリプレグ28における端30と、繊維束に樹脂を含浸した他方のプリプレグ32における端34とを連結し、長尺プリプレグ40として成形される繊維強化複合材料であって、一方のプリプレグ28における端30と、他方のプリプレグ32における端34との連結部42は、一方のプリプレグ28における端30に、突起36が形成され、他方のプリプレグ32における端34に、一方のプリプレグ28における端30に形成された突起36を嵌め込む嵌め込み溝38が形成され、一方のプリプレグ28における端30に形成された突起36を、他方のプリプレグ32における端34に形成された嵌め込み溝38に嵌め込んで連結される。
(もっと読む)
成形体の製造方法、成形体、並びにタンク

【課題】樹脂含浸繊維の樹脂が巻き付けによって染み出すことを抑制できると共に、樹脂含浸繊維層の内部での剥離を抑制できる、成形体の製造方法、成形体、並びにタンク。
【解決手段】樹脂含浸繊維を硬化させてなる樹脂含浸繊維層(4)を有する成形体の製造方法において、樹脂含浸繊維層(4)を形成するための一連の工程を備える。一連の工程は、樹脂含浸繊維を所定分巻き付ける巻付け工程と、巻き付けられた樹脂含浸繊維の樹脂をゲル化するゲル化工程と、を有する。そして、一連の工程では、巻付け工程及びゲル化工程を実行後、さらに巻付け工程を実行することで、ゲル化されたものの上に新たな樹脂含浸繊維を所定分巻き付けるようにした。
(もっと読む)
プロペラシャフトおよびその製造方法
【課題】高い捩り強度、共振周波数仕様のプロペラシャフト用FRP筒体において、毛羽発生や糸切れ発生を防止し、設計通りの共振周波数、捩り強度を発現する層構成としたプロペラシャフトとその製造方法を提供する。
【解決手段】引張弾性率230〜280Gpaの強化繊維を含む層(a)と、引張弾性率280〜900Gpaで、かつ引張弾性率が前記層(a)の強化繊維の引張弾性率より少なくとも50Gpa高い強化繊維を含む層(b)を少なくとも含むFRP筒体に継手要素を結合したことを特徴とするプロペラシャフト。
(もっと読む)
繊維強化樹脂製円筒成形品の製造方法
【課題】 脱型が困難な円筒状の成形品を、簡易な構成の成形型によって容易に成形し、成形品形状の制約を受けることなく、寸法精度が高く、強度に優れた成形品を得ることを可能にする繊維強化樹脂製円筒成形品の製造方法を提供する。
【解決手段】 抜き勾配を有しない円筒成形型1の外周面に、その肉厚方向の弾性を備えて成形品からの脱型性を高める脱型用緩衝材2を巻回しておき、この脱型用緩衝材2の外周に、成形品5と脱型用緩衝材2との離型性を高める離型シート3を巻回し、この離型シート3の外周に樹脂を含浸させた強化繊維基材を巻き付けて強化繊維基材層4を形成する。そして、硬化した円筒成形品5から円筒成形型1を脱型用緩衝材2の弾性を利用して脱型し、脱型後の円筒成形品5の内周の脱型用緩衝材2および離型シート3を除去することにより円筒成形品5を得る。
(もっと読む)
圧力容器
圧力負荷された流動性またはガス状の媒体のための圧力容器であって、巻き体として被着されかつ合成樹脂内に埋め込まれている繊維から成る第1の補強部(22)が設けられており、第1の補強部(22)に対して付加的に第2の補強部(23)が設けられており、該第2の補強部(23)が、第1の補強部(22)の破断伸びよりも小さな破断伸びを有しており、第1の補強部(22)がそれ自体単独で、圧力容器(20)内の媒体の圧力から生ぜしめられる力を全体的に受け止めるために十分であり、第2の補強部(23)の破断を表示するための手段が設けられている圧力容器(20)が提供される。 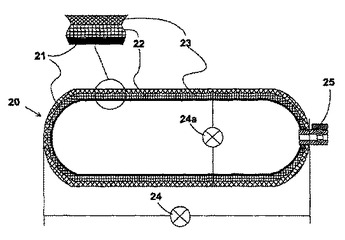 (もっと読む)
(もっと読む)
配列ヘッド
【課題】繊維束断面が扁平な状態で巻かれたボビンから供給される繊維束を、扁平の程度が小さくなるのを従来よりも抑制した状態で配列することができる配列ヘッドを提供する。
【解決手段】配列ヘッド11は棒状に形成されるとともに、繊維束を案内する案内孔12は、断面形状が扁平で、かつ配列ヘッド11の基端から先端まで延びるように形成されている。配列ヘッド11は、長手方向と直交する断面における形状が円形で、案内孔12が扁平な矩形状に形成されている。配列ヘッド11は、案内孔12の扁平な側と垂直の方向から見た場合、先端に円弧状突出部11aを備えている。配列ヘッド11は外径が一定で、案内孔12の断面積は先端部及び基端部を除いて一定に形成されている。配列ヘッド11は、案内孔12の扁平な側が互いに分かれる状態に2分割する平面に対して対称に形成されている。
(もっと読む)
容器およびその製造方法ならびに製造装置
【課題】強度の高い容器を提供する。
【解決手段】容器50の製造方法は、樹脂4を含浸する繊維5に第一の張力を加えて中空体3に巻きつける工程と、第一の張力で巻きつけた樹脂含浸繊維の樹脂4を硬化させて第一フィラメントワインディング層10aを形成する工程と、樹脂4を含浸する繊維5に第一の張力よりも大きい第二の張力を加えて第一フィラメントワインディング層10aに巻きつける工程と、第二の張力で巻きつけた樹脂含浸繊維の樹脂4を硬化させて第二フィラメントワインディング層10bを形成する工程とを備える。
(もっと読む)
繊維束の開繊装置、繊維束の開繊方法及び圧力容器
【課題】繊維束の開繊装置及び繊維束の開繊方法において、繊維束の繊維をより分散させて、繊維束の繊維を更に開繊させることである。
【解決手段】繊維束12の方向に略直交して配置され、繊維束12と接触する接触面を含むガイド部14と、ガイド部14を挟んで配置され、繊維束12をガイド部14の接触面に押圧する第1押圧部16と第2押圧部18とを備える繊維束の開繊装置10であって、ガイド部14は、ガイド部14を超音波振動させる超音波振動発生装置を有する。ガイド部14は、複数のボビンから供給される複数の繊維束12を接触面で開繊した後、開繊した繊維を組にする。また、ガイド部の接触面が、凸面であることが好ましい。
(もっと読む)
フィラメントワインディング装置
【課題】回転部材の表面に均一厚の繊維束を巻付けることができるフィラメントワインディング装置を提供すること。
【解決手段】ワーク(回転部材)16を回転させながら、複数の繊維束fを束ねた繊維束Fをワーク16に巻付けるフィラメントワインディング装置において、複数のボビン(繊維供給体)Bと、前記ボビンBからワーク16に前記繊維束fを送り出すローラ50と、を備え、該ローラ50は、回転軸方向に沿って交互に並ぶ少なくとも2つの凸部52と1つの凹部51が設けられている。
(もっと読む)
フィラメントワインディング方法および装置
【課題】破壊試験に頼ることなく品質の良否を的確に判断することができるようにし、もって品質管理に要するコスト負担の低減に大きく寄与するフィラメントワインディング方法および装置を提供する。
【解決手段】樹脂を含浸させた繊維束2を、その巻出し量および張力を制御しながら被巻付け部材に巻付けるフィラメントワインディング方法、装置において、前記繊維束2を被巻付け部材に繰出す巻付けローラ51を支持するブラケット50に、巻付けローラ51から繰出された繊維束2の幅を検出する幅センサ(光センサ)67を設け、フィラメントワインディング方法の実行中、該幅センサ67により、空孔の発生と密接に関係する繊維束2の幅を連続して測定し、その測定結果を記録した繊維束幅線図に基づいて、品質の良否を判定する。
(もっと読む)
フィラメントワインディング装置
【課題】回転部材表面における繊維の滑りを抑制することができるフィラメントワインディング装置を提供すること。
【解決手段】ワーク(回転部材)16を回転させながらワーク16の表面に樹脂含浸繊維を巻き付けるフィラメントワインディング装置11において、ワーク16の表面に巻き付けられた前記繊維をワーク16に押圧するホールド冶具(押圧具)51を備える。このホールド冶具51は、ワーク16の表面に沿って移動可能に構成している。
(もっと読む)
繊維強化複合材料成形装置
【課題】繊維に樹脂を含浸し、前記樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形装置において、樹脂の含浸不足を検知することである。
【解決手段】本発明に係る繊維強化複合材料成形装置10は、炭素繊維等の繊維に、エポキシ樹脂等の樹脂を含浸し、前記樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形装置であり、樹脂含浸装置22が、樹脂が付着した繊維36を、所定の幅を有する間隙に通して樹脂の含浸量を調整する樹脂含浸量調整手段と、樹脂含浸量調整手段により除かれた余分な樹脂の樹脂量を計測する樹脂量計測手段とを有し、計測した樹脂量から樹脂の含浸不足を検知する。また、本発明に係る繊維強化複合材料成形装置10は、流量計により、樹脂含浸量調整手段により除かれた余分な樹脂の樹脂量を計測する手段を有している。
(もっと読む)
繊維強化複合材料成形装置
【課題】繊維に樹脂を含浸して繊維強化複合材料を成形する繊維強化複合材料成形装置において、樹脂の含浸不足を検知することである。
【解決手段】繊維に樹脂を含浸し、前記樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形装置10であって、樹脂含浸装置22は、樹脂を繊維14に付着させる樹脂付着用ローラ26と、樹脂付着用ローラと所定の幅を有する間隙を設けて配置され、樹脂が付着した繊維34を間隙に通して樹脂含浸量を調整する樹脂含浸量調整用ローラ36と、樹脂含浸量調整用ローラに付着され、樹脂付着用ローラから除かれた余分な樹脂の樹脂量を計測する膜厚検出装置38等の樹脂量計測手段と、樹脂含浸量調整用ローラに付着した樹脂を除去するヘラ40等の樹脂除去手段とを備え、樹脂含浸量調整用ローラの回転方向に対して、間隙と、樹脂量計測手段と、樹脂除去手段とが順に位置する。
(もっと読む)
繊維強化プラスチック製管体及びその製造方法
【課題】表面研削加工後の管体の表面にピットの発生がなく、表面品質に優れた繊維強化プラスチック(FRP)製管体及びその安定的な製造方法を提供する。
【解決手段】複数の繊維強化プラスチック層を有し、最外層30が研削用の繊維強化プラスチック層とされる繊維強化プラスチック製管体の製造方法において、最外層の研削用繊維強化プラスチック層30以外の他の繊維強化プラスチック層20は、フィラメントワインディング法にて作製し、最外層の研削用繊維強化プラスチック層30は、テープワインディング法又はシートワインディング法により作製する。
(もっと読む)
プロペラシャフト
【課題】
本発明は、耐熱性に優れ、150℃を超える温度下で使用しても力学的物性の低下が極めて少ないプロペラシャフトを提供せんとするものである。
【解決手段】
本発明のプロペラシャフトは、本体筒と、この本体筒の両端部に装着された継手とを有するプロペラシャフトにおいて、前記本体筒が、熱硬化性樹脂を補強繊維で強化してなる繊維強化プラスチックからなり、かつ、該繊維強化プラスチックの25℃環境下での静的ねじり強度をT1、150℃環境下での静的ねじり強度をT2としたとき、T2/T1≧0.83であることを特徴とするものである。
(もっと読む)
フィラメントワインディング装置
【課題】フィラメントワインディングにおいて、専用の装置を用いることなく、樹脂含浸繊維の張力の測定を可能とすることである。
【解決手段】フィラメントワインディング装置10は、カーボン繊維30をセットし巻き出しを行うクリールスタンド14と、巻き出されたカーボン繊維30に樹脂を含浸させ、樹脂含浸繊維32として供給するレジンバス16と、樹脂含浸繊維32を揃えてライナー20に沿って巻き付けるアイクチ案内部18とを含んで構成される。ここで、アイクチ案内部18は、さらに、樹脂含浸繊維32に張力を与える張力ローラが受ける反力を検出する機能を有する。検出された反力は樹脂含浸繊維32の張力に相当する。
(もっと読む)
フィラメントワインディング装置
【課題】フィラメントワインディングにおいて、繊維に樹脂が適切に含浸されたか否かの判断を迅速に行うことである。
【解決手段】フィラメントワインディング装置10は、カーボン繊維30をセットし巻き出しを行うクリールスタンド14と、巻き出されたカーボン繊維30に樹脂を含浸させ、樹脂含浸繊維32として供給するレジンバス16と、樹脂含浸繊維32を揃えてライナー20に沿って巻き付けるアイクチ案内部18とを含んで構成される。レジンバス16とアイクチ案内部18との間に、レジンバス16から進んできた繊維の温度を測定する非接触型の樹脂含浸繊維温度計28が設けられ、レジンバス16において温度調整された樹脂の温度に基いて設定される管理限界の範囲と、測定された繊維の温度とが比較される。
(もっと読む)
フィラメントワインディング装置
【課題】フィラメントワインディングにおいて、繊維への樹脂含浸量の過不足を適切に判断できるようにすることである。
【解決手段】フィラメントワインディング装置10は、カーボン繊維30をセットし巻き出しを行うクリールスタンド14と、巻き出されたカーボン繊維30に樹脂を含浸させ、樹脂含浸繊維32として供給するレジンバス16と、樹脂含浸繊維32を揃えてライナー20に沿って巻き付けるアイクチ案内部18とを含んで構成される。レジンバス16には繊維が接触したローラ上の位置でローラ上残存樹脂量を測定する接触後樹脂量測定器と、ローラに繊維が接触する前のローラ上含浸前樹脂量を測定する接触前樹脂量測定器とが配置され、これらの測定結果から繊維への樹脂含浸量の過不足が判断される。
(もっと読む)
フィラメントワインディング装置
【課題】フィラメントワインディングにおいて、製品成形の工程に支障を与えることなく、製品成形と平行して樹脂含浸繊維における繊維と樹脂の割合を管理することである。
【解決手段】フィラメントワインディング装置10は、カーボン繊維をセットし巻き出しを行うクリールスタンド14と、巻き出されたカーボン繊維に樹脂を含浸させ、樹脂含浸繊維として供給するレジンバス16と、樹脂含浸繊維を揃えてライナー20に沿って巻き付けるアイクチ案内部18とを含んで構成される。クリールスタンド14には、巻付用カーボン繊維30とは別個に工程管理用のダミー繊維34が用意され、ダミー繊維34は巻付用カーボン繊維30と同じ工程を経てVf測定器28に供給される。Vf測定器28において測定された繊維と樹脂の割合のデータは制御部40に送られ製品成形中の工程制御に利用される。
(もっと読む)
管状体
【課題】軽量化すると共に、装飾のムラや欠けを防止し、装飾性に優れた管状体を提供すること。
【解決手段】強化繊維20に合成樹脂22を含浸した繊維強化プリプレグを巻回して管状体の本体12を形成し、この本体12の最外側に配置される繊維強化プリプレグの外表面側樹脂に装飾粒子30を埋め込んで形成した管状体10であって、最外側の繊維強化プリプレグの外表面側樹脂層22aの平均厚さLを、この最外側の繊維強化プリプレグの強化繊維20の平均径Dよりも小さく形成すると共に、装飾粒子30の平均厚さtを外表面側樹脂層22aの平均厚さL以下に形成した管状体。
(もっと読む)
121 - 140 / 156
[ Back to top ]