
Fターム[4F205HL03]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチツク成形用繊維の巻回、分布 (881) | 繊維(←樹脂含有物)の巻回 (281) | 筒状型への巻付け (262) | 回転する型への (156)
Fターム[4F205HL03]に分類される特許
81 - 100 / 156
樹脂付着装置
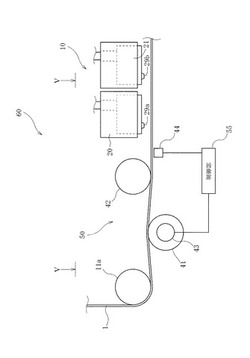
【課題】繊維表面に付着した瞬間の樹脂の粘度上昇を抑制し、噴射された樹脂を繊維へ含浸させ易くすることができる樹脂付着装置を提供する。
【解決手段】樹脂付着装置60は、走行装置11のローラ11aと液滴噴射装置10の第1ヘッド20との間に予熱装置50と温度検出手段である温度センサ44とを備えている。熱源体43から発生する熱により予熱ガイド41の表面が温められる。そして、温められた予熱ガイド41の表面に接触している繊維1が温められる。制御部55は、温度制御手段により、温度センサ44からの検出信号に基づいて熱源体43のオン/オフを制御し、樹脂付着前の繊維1が、所定の表面温度に維持されるように予熱装置50を制御する。
(もっと読む)
樹脂付着装置

【課題】フィラメントワインディング成形における樹脂付着装置において、噴射された樹脂を全て繊維束に的中させる。
【解決手段】複数の樹脂噴射用ノズル29a・29bを有する液滴噴射装置20と、前記ノズル29a・29bと所定の対向間隔を置いて繊維束100を走行させる走行装置11と、を備え、前記走行装置11の繊維束100表面に向けて前記液滴噴射装置20によって樹脂200を噴射することで、樹脂200を付着させるフィラメントワインディング成形における樹脂付着装置4において、前記走行装置11における前記液滴噴射装置20よりも上流側において、繊維束100の厚みを幅W3内にて分散させるコームガイド41、を備える樹脂付着装置4。
(もっと読む)
炭素繊維強化樹脂製中空ロール及びその製造方法並びに炭素繊維強化樹脂製グラビア製版ロール
【課題】熱寸法安定性に優れており、高精細な印刷に好適であって、かつ軽量化を実現するとともに、曲げ剛性を向上させることができるようにしたCFRP(炭素繊維強化樹脂)製中空ロール及びその製造方法並びにCFRP製中空ロールを具備した炭素繊維強化樹脂製グラビア製版ロールを提供する。
【解決手段】炭素繊維強化樹脂製グラビア製版ロールに用いられる炭素繊維強化樹脂製中空ロールであって、前記中空ロールが中空ロール本体と該中空ロール本体の内周面に複数本の炭素繊維強化樹脂製補強材を配置してなる補強構造とからなり、前記中空ロールの軸方向の線膨張係数を−1×10−6/℃〜1×10−6/℃に設定するようにした。
(もっと読む)
樹脂付着装置
【課題】フィラメントワインディング成形における、繊維に樹脂を付着させる樹脂付着装置であって、特に、液滴噴射方式の樹脂付着装置において、樹脂を繊維に噴射した後に、樹脂の主剤及び硬化剤を撹拌混合することで、主剤及び硬化剤の撹拌混合不良を防止する。
【解決手段】繊維3を搬送する搬送装置10と、搬送装置10により搬送される繊維3の表面に向けて、樹脂6の主剤21、及び硬化剤22を噴射する液滴噴射装置11と、繊維3の表面に付着した樹脂6の主剤21、及び硬化剤22を撹拌する撹拌装置12と、を具備し、撹拌装置12は、樹脂6の主剤21、及び硬化剤22が液滴噴射装置11から噴射される位置より下流側に設置されている、樹脂付着装置7である。
(もっと読む)
樹脂付着装置
【課題】フィラメントワインディング成形における樹脂付着装置において、繊維割れにより繊維束に的中させることができなかった樹脂を、繊維束に付着させる。
【解決手段】複数の樹脂噴射用ノズル29a・29bを有する液滴噴射装置11と、ノズル29a・29bと所定の対向間隔を置いて繊維束100を走行させる走行装置10と、を具備し、走行する繊維束100の表面に向けて液滴噴射装置11によって樹脂8(主剤12及び硬化剤15)を噴射することで、繊維束100に樹脂8を付着させるフィラメントワインディング成形における樹脂付着装置5であって、繊維束100を挟んでノズル29a及びノズル29bと対向する位置に繊維束100の裏面と近接するように配置される樹脂受け部40a・40bを具備した。
(もっと読む)
繊維強化複合材料成形システム
【課題】繊維強化複合材料成形システムにおいて、設備の大型化を抑制して繊維束の拡幅量をより大きくすることである。
【解決手段】繊維に樹脂を含浸し、樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形システム10であって、繊維束14を開繊する開繊ユニット42を備え、開繊ユニット42は、繊維束14をねじ状溝46に通して開繊する開繊部44を有している。なお、開繊ユニット42は、開繊部44を加熱するヒータ等を有することが好ましい。
(もっと読む)
フィラメントワインディング装置
【課題】マンドレルに対する繊維束のワインディング処理を短時間で能率よく行うことができ、しかもドーム部に対する繊維束の巻き付けを整然と行えるフィラメントワインディング装置を提供する。
【解決手段】マンドレルを支持する支持台と、マンドレルへ向かって繊維束を供給案内するヘリカル巻ヘッドを備えている。ヘリカル巻ヘッドはガイドリングと、ガイドリングの周面に放射状に配置される一群のガイド筒と、ガイド筒を筒軸心方向に沿って往復操作する筒操作機構とを備えている。マンドレルのドーム部と対向する状態において、ガイド筒を筒操作機構でドーム部の周面へ向かって接近操作する。以て、ドーム部における繊維束の巻付位置とガイド筒との間の距離を小さくし、繊維束を適正な巻付軌跡に従って整然と巻き付けられるようにする。
(もっと読む)
フィラメントワインディング装置
【課題】繊維束の巻付角度が異なるヘリカル巻処理を能率よく行えるフィラメントワインディング装置を提供する。
【解決手段】基台1に立設される固定フレーム20と、ヘリカル巻ヘッド21などでヘリカル巻装置4を構成する。ヘリカル巻ヘッド21は、マンドレルMの軸心に沿って隣接配置される2個のガイドリング27・28と、各ガイドリング27・28の周方向に等間隔おきに配置される一群のガイド筒31を含む。各ガイドリング27・28は周方向へ相対回転自在に連結する。さらに位相切換構造32で、各ガイドリング27・28におけるガイド筒31の位相位置が一致する第1状態と、ガイド筒31の位相位置が周方向へ均等にずれる第2状態との間で切り換え可能に構成する。第1状態において、各ガイドリング27・28に装着したガイド筒31の筒出口31aを接近配置する。
(もっと読む)
フィラメントワインディング成形における樹脂含浸量測定方法と樹脂含浸量測定装置
【課題】樹脂含浸部をフィードバック制御するフィラメントワインディング成形において、繊維に対する樹脂含浸量を精密且つ連続的に測定することが可能な樹脂含浸量測定方法とその装置を提供する。
【解決手段】樹脂Pが含浸された繊維Fの静電容量を計測し、この計測結果に基づいて、繊維に含浸されている樹脂量を測定する。具体的には、静電容量センサ21を構成する2枚の並行平板24・24の間を、樹脂Pが含浸された繊維Fを非接触で走行させて静電容量の変化を計測することにより、繊維Fに含浸されている樹脂量を連続的に測定する。
(もっと読む)
フィラメントワインディング成形における樹脂付着方法と樹脂付着装置
【課題】樹脂付着作業の高速化を図ることができ、しかもメンテナンスの容易化を図ることができる、FW成形における樹脂付着方法および樹脂付着装置を提供する。
【解決手段】本発明においては、液滴噴射方式により繊維1の表面に向けて樹脂8を噴射することにより、該繊維1に樹脂8を付着させる。樹脂付着装置4は、主剤噴射用のノズル29aと硬化剤噴射用のノズル29bとを多数個備える液滴噴射装置10と、これらノズル29a・29bと所定の対向間隔を置いて繊維1を走行させる走行装置11と、主剤12が充填された主剤タンク13を含み液滴噴射装置10に主剤12を供給する第1経路14と、硬化剤15が充填された硬化剤タンク16を含み液滴噴射装置10に硬化剤15を供給する第2経路17とを備える。
(もっと読む)
フィラメントワインディング自動化システム
【課題】生産効率の向上及び低コスト化を可能とする。
【解決手段】ヘッド部12、13から繰り出される繊維束RをマンドレルM1に巻付ける巻付け装置と、巻付け前のマンドレルを巻付け位置に設置し、巻付け後のマンドレルを巻付け位置から排出する設置・排出装置5と、繊維束を保持して、巻付け後のマンドレルから巻付け前のマンドレルM1に受け渡す受渡装置3と、繊維束を切断する切断装置とを備え、受渡装置は、巻付け後のマンドレルから巻付け前のマンドレルに繊維束を受け渡す受渡リング31、32を含み、巻付け後のマンドレルの軸方向端部に当接する先の受渡リングと、次に巻付け位置に設置される巻付け前のマンドレルのための後の受渡リングとを有し、先の受渡リングと後の受渡リングとを連結手段を介して軸方向に連結し、後の受渡リングに繊維束を巻付けた後、先の受渡リングと後の受渡リングとの間で、繊維束を切断し、巻付け後のマンドレルを排出するフィラメントワインディング自動化システム。
(もっと読む)
フィラメントワインディング装置
【課題】巻き付け処理後のマンドレルから巻き付け処理前のマンドレルへと移し替えられる受渡リングを用いた繊維束の終端部の受渡機構を具備するフィラメントワインディング装置において、繊維束の終端部を切り離す際に、繊維束がたるむ、あるいは解けるなどのトラブルの発生を防止する。
【解決手段】巻き付け処理後のマンドレル1と一体の第1受渡リング41および巻き付け処理前のマンドレル1に移し替えられる第2受渡リング42に巻き付けられた繊維束Rを、第1・第2の受渡リング41・42間で切断するカッタ46と、カッタ46による切断時に第2受渡部材42を位置保持する保持手段47とを設ける。保持手段47は、第2受渡リング42の外周面に押し当てられる摩擦ローラ53と、摩擦ローラ53を第2受渡リング42に向けて付勢する圧縮バネ55とを含む。
(もっと読む)
フィラメントワインディング装置
【課題】新旧ボビンを自動交換し、同時に新旧ボビンの糸条端を自動的に繋いで、フィラメントワインディング装置の全自動化と高速化を実現する。
【解決手段】フープ巻装置とヘリカル巻装置と、ヘリカル巻装置に一群の糸条を供給するフィラメント供給装置とを有する。フィラメント供給装置は、一群のボビンと、一群のボビン交換装置と、糸条を一時貯留するバッファ装置とからなる。ボビン交換装置は、新ボビンの複数個を保持するシュートと、シュートから受け取った新ボビンを支持するクレードルと、旧ボビンの糸条残量を検知する糸条残量センサーと、新旧ボビンの糸条端を繋ぐスプライサーと、新ボビンの糸条端を捕捉してスプライサーに渡す糸端処理装置と、クレードルから排出された旧ボビンを回収する回収装置を含む。クレードルは、糸条供給位置とボビン補充位置との間を往復変位して、両位置の間で旧ボビンを回収装置に排出する。
(もっと読む)
マンドレルの搬送装置
【課題】周辺他物に接することなく確実にフィラメントワインディング装置に対する搬送動作を行うことができるマンドレルの搬送装置を、低コストに提供する。
【解決手段】搬送装置は、所定間隔を置いて設置された一対のコンベアユニット7・8を含む。各コンベアユニット7(8)は、原動機9からの駆動力を受ける原動プーリ16と、原動プーリ16に対応して配置される従動プーリ17と、両プーリ16・17に巻き掛けられる無端ベルト18とを含む。無端ベルト18の外周面に、マンドレルMの軸方向両端のそれぞれに固定された軸状の取付治具4を保持して、マンドレルMを両持ち状に支持するための保持具21が設けられている。保持具21は、無端ベルト18の外周面に等間隔に設置されており、両コンベア7・8の無端ベルト18が同期回転されることで、水平姿勢を維持しながらマンドレルMを搬送できる。
(もっと読む)
フィラメントワインディング装置
【課題】フープ巻き処理を短時間で能率よく行えるフープ巻装置を備えたフィラメントワインディング装置を提供する。
【解決手段】フープ巻装置とヘリカル巻装置とを備えている。フープ巻装置は、円盤状の巻掛テーブルと、巻掛テーブルを回転駆動する駆動機構と、巻掛テーブルの周縁に沿って支持される4個のボビンと、ボビンから繰り出される繊維束を巻掛テーブルの挿通穴に配置したマンドレルへ移行案内するガイド部材とを備えている。ボビンは、巻掛テーブルに固定したホルダーのチャックで回転自在に軸支する。ホルダーとチャックとの間に、ボビンの繊維束繰り出し方向への過回転を防ぐラチェット機構を設ける。
(もっと読む)
フィラメントワインディング装置
【課題】マンドレルの自動交換を実現するのに好適な取付治具と取付治具の駆動構造を備えているフィラメントワインディング装置を提供する。
【解決手段】マンドレルM1の軸心方向両端に取付治具5を固定する。取付治具5は、チャック6で挟持される保持体10と、保持体10で軸支される軸体12とで構成し、軸体12をマンドレルM1に固定する。取付治具5を挟持するチャック6は、保持体10を挟み固定する一対の挟持体21・22と、一方の挟持体22を接離操作するアクチュエーター23とで構成する。モーター15が配置される側の挟持体21に原動ギヤ18を設け、対応する取付治具5の軸体12に、受動ギヤ16を固定する。チャック6を装着姿勢に切り換えた状態において、取付治具5を両挟持体21・22の対向面の間から軸体12の径方向に沿って相対的に出し入れできるようにして、マンドレルM1の自動交換を実現する。
(もっと読む)
繊維強化複合材料成形方法及び繊維強化複合材料
【課題】繊維強化複合材料成形方法において、繊維強化複合材料の樹脂体積含有率をより精度良く制御することである。
【解決手段】樹脂含浸した繊維束をマンドレルに巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形方法であって、マンドレルに樹脂含浸した第1繊維束を巻回する第1巻回工程と、樹脂含浸した第1繊維束が巻回されたマンドレルに、樹脂含浸した第2繊維束を巻回する第2巻回工程と、を備え、第1繊維束と第2繊維束とは、補強繊維と熱硬化性樹脂繊維とを含み、第1繊維束における熱硬化性樹脂繊維の含有率を、第2繊維束における熱硬化性樹脂繊維の含有率より大きくする。
(もっと読む)
成形体製造方法、成形体製造システム
【課題】繊維束に対する樹脂の含浸量を制御する。
【解決手段】(a)に示すように、複数の繊維が束ねられた繊維束60,62,64は、表面に樹脂が付着した含浸ロール23に押し付けられて回転移動することで、樹脂を含浸される。各繊維束の幅は、(b)(c)のように拡げることが可能である。そして、幅を拡げるほど、繊維束と樹脂との接触量が増大し、これにより樹脂の含浸量も多くなる。例えば、高圧タンクを成型する場合、内層側に巻回する繊維束に対しては幅を拡げて樹脂の含浸を行い、外層側に巻回する繊維束に対しては幅を狭めて樹脂の含浸を行う。
(もっと読む)
フィラメントワインディング自動化システム
【課題】生産効率の向上及び低コスト化を可能とする。
【解決手段】ヘッド部12,13から繰り出される繊維束RをマンドレルM1に巻き付ける巻付け装置と、巻付け前のマンドレルM1を巻付け位置に設置する設置装置5と、巻付け後のマンドレルを巻付け位置から排出する排出装置5と、繊維束Rを保持して、巻付け後のマンドレルから巻付け前のマンドレルM1に受け渡す受渡装置3と、繊維束Rを切断する切断装置とを備え、巻付け終了後、受渡装置3がヘッド部12,13から繰り出される繊維束Rを保持し、切断装置が繊維束Rを巻付け後のマンドレルから切断して分離し、排出装置5が巻付け後のマンドレルを排出し、設置装置が巻付け前のマンドレルM1を設置し、巻付け装置が受渡装置3で保持した繊維束Rを巻付け前のマンドレルM1に巻付け開始する。
(もっと読む)
FRP成形体の製造方法及び製造システム
【課題】繊維の張力を低減したり、樹脂の粘度を高めることなく、高Vf化を抑制できるFRP成形体の製造方法及び製造システムを提供する。
【解決手段】FRP成形体の製造方法は、フィラメント・ワインディング法によりFRP成形体を製造する方法であって、熱硬化性の樹脂を繊維に含浸させる工程(a)と、中空の回転部材の内部を減圧しながら、樹脂を含浸した繊維を回転部材の周囲に巻き付けることにより、樹脂含浸繊維層を形成する工程(b)とを備える。また、FRP成形体の製造システムは、熱硬化性の樹脂を繊維に含浸させる樹脂含浸部30と、回転部材としてのライナ50を回転駆動する回転駆動部53と、樹脂を含浸した繊維を回転部材の方向に導くことにより、回転部材の周囲に繊維を巻き付ける繊維束ガイド40と、回転部材の内部を減圧する真空ポンプ60とを備える。
(もっと読む)
81 - 100 / 156
[ Back to top ]