
Fターム[4F205HL12]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチツク成形用繊維の巻回、分布 (881) | 製品内での繊維の方向性 (545) | 筒体周方向 (38)
Fターム[4F205HL12]に分類される特許
1 - 20 / 38
フィラメントワインディング装置
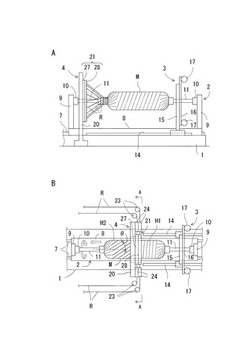
【課題】生産効率の向上および低コスト化を可能とする。
【解決手段】フィラメントワインディング装置は、マンドレルMを支持し、マンドレルMの軸方向に往復移動でき、マンドレルMを回転させる支持台2と、マンドレルMに繊維束Rを供給するボビン17を支持し、軸方向に往復移動でき、マンドレルMの周囲を回転するフープ巻装置3と、固定的に設置され、マンドレルMに複数の繊維束Rを供給するヘリカル巻装置4とを備える。フープ巻を行うときには、支持台2は、軸方向及び回転方向に静止しており、フープ巻装置3が、軸方向に移動しながら回転して、マンドレルMの周面に繊維束Rをフープ巻で巻き付け、ヘリカル巻を行うときには、支持台2が、軸方向に移動しながらマンドレルMを回転させて、マンドレルMの周面に繊維束Rをヘリカル巻で巻き付ける。
(もっと読む)
フィラメントワインディング装置

【課題】繊維束の巻き付け動作を中断してから再開できるまでの所要時間を短縮すべく、フープ巻き装置を交換可能とする技術を提供する。
【解決手段】繊維束Fを供給するためのボビン45を搭載したフープ巻き装置40を備え、前記ボビン45がライナー1の周囲を旋回することで該ライナー1の外周面1Sに繊維束Fを巻き付けていくフィラメントワインディング装置100において、前記フープ巻き装置40は、所定の位置で他のフープ巻き装置50と交換できる、とした。
(もっと読む)
フィラメントワインディング方法及びフィラメントワインディング装置
【課題】ライナーに繊維層が形成されているか否かに関わらず、フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮する。
【解決手段】フープ巻きを開始する場合には、フープ巻きの開始位置Mにおいて、繊維束Fの巻き付け位置WPを保持部53からライナー1に移動させ、ライナー1への繊維束Fのフープ巻きを開始する巻き付け開始動作を行う。フープ巻きを終了する場合には、フープ巻きの終了位置Nにおいて、繊維束Fの巻き付け位置WPをライナー1から保持部53に移動させ、保持部53に繊維束Fを巻き付けて繊維束Fを保持させる退避動作を行う。
(もっと読む)
フィラメントワインディング方法及びフィラメントワインディング装置
【課題】フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮する。
【解決手段】フープ巻き工程を行うフィラメントワインディング方法であって、フープ巻き工程は、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定する第1の工程と、第1の工程でライナー表面に端部を固定した繊維束をフープ巻きしていく第2の工程と、第2の工程でフープ巻きした繊維束をフープ巻きの終了位置においてライナー表面に固定する第3の工程と、第3の工程で繊維束を固定した位置よりも繊維束供給方向の上流側で繊維束を切断する第4の工程と、を含む。
(もっと読む)
高圧ガスタンク、及び高圧ガスタンクの製造方法
【課題】繊維強化層を構成するフープ層において巻きの乱れが生じておらず、高い耐圧強度を有する高圧ガスタンクを提供する。
【解決手段】この高圧ガスタンク1は、繊維強化層3が、少なくともその一部において、タンクライナ2の中心軸に対し略垂直な面に沿ってカーボン繊維7が巻き付けられてなるフープ層3aを有しており、フープ層3aをタンクライナ2の中心軸に対して垂直な面で見た場合において、その面に現れるカーボン繊維7の断面形状の周方向に沿った長さが、カーボン繊維7の直径の20倍以上である。
(もっと読む)
圧力容器
【課題】圧力容器のさらなる耐圧性能の向上を目的とする。
【解決手段】筒状の胴部3と胴部3の両端に形成されるドーム部4とを有するライナ2の表面にフィラメントワインディングによる補強層11が形成された圧力容器1において、補強層11は、圧力容器1の軸心Oに対し65°〜75°の範囲の配向角度θ1で少なくとも胴部3に形成される高角ヘリカル巻き層12と、軸心Oに対し各ドーム部4の頂上の口金座5、支持部6間に掛け回し可能な最小角度以上で15°以下の範囲の配向角度θ2で両端のドーム部4間にかけて形成される低角ヘリカル巻き層13と、胴部3に形成されるフープ巻き層14と、を有して構成される。
(もっと読む)
ガスタンクの製造方法及び熱硬化装置
【課題】誘導加熱を用いた繊維強化樹脂層の熱硬化を、コストを抑えて適切に行うことができる。
【解決手段】ガスタンクの製造方法は、熱硬化性樹脂が含浸された繊維を内容器20の外周に巻回して内容器20の外周に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有している。繊維強化樹脂層21は、繊維が内容器20の軸周りに巻かれるフープ巻き層21aを少なくとも有している。第2の工程では、内容器20の軸周りの繊維強化樹脂層21の外周に誘導加熱コイル40を配置し、当該誘導加熱コイル40を繊維強化樹脂層21の表面に沿って内容器20の軸方向に移動させて、繊維強化樹脂層21を誘導加熱する。
(もっと読む)
クリールスタンド用ブレーキおよびゴムシートの製造方法
【課題】簡便で安価な構造で、かつボビンから引き出される線条体補強材料の引出し張力を一定範囲に管理することができるクリールスタンド用ブレーキを提供する。
【解決手段】クリールスタンド用ブレーキ13は、回転支持軸12に挿入され、回転支持軸12に対して回転しないように取り付けられた永久磁石付きの中央ケース15と、中央ケース15の両側面に回転できるように支持され、かつボビン10に連結する連結ピン17を備えた制動回転板16から成る。中央ケース15の両側面には、永久磁石14が取り付けられており、中央ケース15と2枚の制動回転板16により、永久磁石14と制動回転板16との間に非接触で制動力を発生させることができる。
(もっと読む)
高圧タンクの製造方法、および、高圧タンク
【課題】ライナーの外表面にフィラメントワインディング法によって形成された繊維強化プラスチック層を備える高圧タンクの信頼性を向上させる。
【解決手段】ライナードーム部44の少なくとも一部の外表面、および、ライナー円筒部42の外表面に、低角度ヘリカル層52を形成する工程と、ライナー円筒部42上における低角度ヘリカル層52の外表面に、内層側フープ層54を形成する工程と、ライナードーム部44上における低角度ヘリカル層52、および、内層側フープ層54の外表面に、低角度ヘリカル層と外層側フープ層とを交互に積層することによって混合層56を形成する工程と、を含む。その際、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の75(%)以内の範囲内に内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上を配置する。
(もっと読む)
樹脂製歯車
【課題】樹脂成形部が吸湿による膨潤で寸法変化を起こす場合においても、歯車の噛み合い誤差が増大することが少ない樹脂製歯車を提供する。
【解決手段】金属製のブッシュ2と、このブッシュの周囲に配置される樹脂成形部6とを備え、樹脂成形部6が、不織布基材に樹脂を含浸、硬化させたもので、歯先部と歯元部とを有する斜歯であり、歯先部ねじれ角が、歯元部ねじれ角より大きい。好ましくは、先部ねじれ角が、歯元部ねじれ角より0.1〜0.5度大きい。本発明は、抄造による不織布基材に好適に適用できる。
(もっと読む)
耐食層を有する管状繊維強化複合材料
【課題】耐食層のピンホールやクラックの発生を抑え、管状繊維強化複合材料の耐食性能と耐圧力性能とを向上させることと、かつ生産効率の高い製造方法を可能とする管状繊維強化複合材料を提供する。
【解決手段】強化繊維およびマトリックス樹脂で構成され、その内部において、強化繊維およびマトリックス樹脂を共に含む強化層Aと耐食層Eとを形成しており、耐食層Aと強化層Aとの境界面に管状体の周方向に沿った強化繊維層を有することを特徴とする管状繊維強化複合材料である。
(もっと読む)
フィラメントワインディング装置
【課題】繊維束1Aに吹き付けた樹脂が飛散することによる樹脂の塗布ロスを減少させるフィラメントワインディング装置100の提供を目的とする。
【解決手段】フープ巻装置20は、保持されるべきライナー2に対して繊維束1Aを回転させ、ライナー2に繊維束1Aを巻き付ける巻付部30と、繊維束1Aに対してライナー2に巻き付けられる手前で樹脂を吹き付ける複数の噴射ノズル41をライナー2の周囲に配置した樹脂含浸部40と、を備え、噴射ノズル41は、噴射口52とライナー2の軸心Oとを結ぶ仮想線に対して、繊維束1Aの回転方向の下流側に向けて樹脂を吹き付けるように配置される。ライナー2に対して斜めに樹脂を吹き付けることとなり、繊維束1Aに吹き付けた樹脂がライナー2に当たって跳ね返ることよる飛散を抑制することができ、樹脂の塗布ロスを減少させることができる。
(もっと読む)
繊維強化樹脂ボルトおよびその製造方法
繊維強化樹脂(FRP)ボルトおよびこれを製造するための方法が開示される。FRPボルトは、電気絶縁、耐腐食性、断熱、非磁性を有するボルトを必要とする産業分野に用いて好適である。前記FRPボルトの製造方法は、ボルトの軸方向に沿って一方向に引揃えられた第1の強化繊維および前記第1の強化繊維に含浸された合成樹脂を含む芯材の表面の周縁に、第2の強化繊維および前記第2の強化繊維に含浸された熱硬化性樹脂を含むプリプレグを巻回するステップと、前記プリプレグを熱硬化させて繊維強化樹脂丸棒を製造するステップと、前記繊維強化樹脂丸棒の表面にネジ山を形成するステップと、を含む。 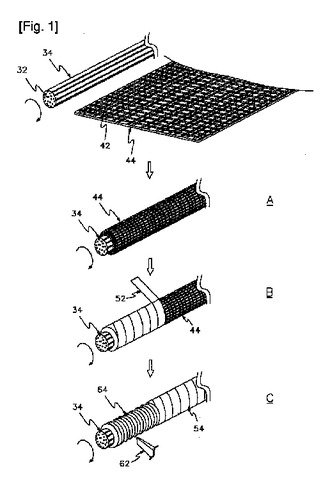 (もっと読む)
(もっと読む)
タンクおよびその製造方法
【課題】フープ層に生じうる段差に起因してヘリカル層が損傷するという事態を抑制する。
【解決手段】タンクのFRP層が、ライナ20の外周に繊維束70が巻回されて形成されるヘリカル層と、段差抑制部材を含むフープ層とから形成されている。段差抑制部材は例えばシート繊維71であり、この場合、FRP層は、ライナ20の外周に繊維束70が巻回されて形成されるヘリカル層と、該ヘリカル層とともに積層されたシート繊維71からなるフープ層とから形成されている。シート繊維71からなるフープ層が、ヘリカル層の少なくとも一つに対して内層側と外層側とに設けられて当該ヘリカル層を挟んでいることが好ましい。
(もっと読む)
FRPタンク及びその製造方法
【課題】ドーム状の側部のバースト強度と胴部のバースト強度との双方を両立させるFRPタンク及びその製造方法を提供する。
【解決手段】ライナ(20)と、ライナ(20)の外周に繊維(F)が巻回されて形成されたフープ層(24)及びヘリカル層(22、23)からなるFRP層(21)と、を備え、FRP層(21)の内側層(210)は、ヘリカル層(22、23)のみで構成されているFRPタンク(1)を構成する。
(もっと読む)
ガスタンク及びガスタンクの製造方法
【課題】ガスタンクを重量化することなく、ガスタンクの強度を確保する。
【解決手段】高圧ガスタンク2は、円筒状の胴部2aと、胴部2aの両側に接続され先端側が縮径するドーム部2bを有し、外周面に複数層からなるFRP層21が形成されている。胴部2aとドーム部2bとの境界部Rには、FRP層21を貫通するピン30が設けられている。ピン30は、境界部RのFRP層21の表面を覆う弾性体の台座31に固定されている。
(もっと読む)
繊維強化プラスチック成形体の製造装置
【課題】最表面樹脂の厚みを迅速に均一に制御することのできるFRP成形体の製造装置を提供する。
【解決手段】回転体50を所定の速度で回転させる回転部53と、回転体50に樹脂含浸繊維Fを複数層巻き付ける巻付部40と、を備えた繊維強化プラスチック成形体の製造装置1を提供する。回転部53は、樹脂含浸繊維Fの巻き付け後に、回転体50を巻き付け時よりも高速回転させ、樹脂含浸繊維Fの最表面の樹脂511の少なくとも一部を回転体50から飛散させるように構成されている。
(もっと読む)
FRP成形体の製造方法及び加熱装置
【課題】繊維強化プラスチック層の内層の高Vf化を抑制できるFRP成形体の製造方法及びそれに用いられる加熱装置を提供する。
【解決手段】FRP成形体の製造方法は、マンドレル10の周囲に樹脂含浸繊維層11を形成する工程(a)と、該樹脂含浸繊維層の厚さ方向に、外層側が高温で内層側が低温となる温度勾配を生じさせた状態で、樹脂含浸繊維層11を昇温させる工程(b)とを備える。また、加熱装置は、加熱炉30と、周囲に樹脂含浸繊維層11が形成されたマンドレル10を加熱炉内において支持する支持部32と、加熱炉内を加熱するヒータ31と、加熱炉内に配置されるマンドレル内に冷媒を循環させる冷媒循環機34とを備える。
(もっと読む)
繊維強化プラスチック製シャフトの製造装置、およびトルク伝達軸
【課題】接着剤を介して繊維強化プラスチック製シャフトと金属継ぎ手要素を接合した場合でも、大きなトルクが作用したときに接合部が滑らない表面多角形構造を有するとともに、製造が簡単で、コストの低いトルク伝達軸、および、それに用いられる繊維強化プラスチック製シャフトの製造装置を提供するものである。
【解決手段】連続的に引き出された強化繊維に含浸させる樹脂を貯蔵した樹脂含浸バスと、樹脂を含浸させた強化繊維を軸方向に対し所定の角度で巻き付けることができるように構成されたマンドレルとを有する繊維強化プラスチック製シャフトの製造装置であって、前記マンドレルの両端部には前記樹脂を含浸させた強化繊維を係止するための繊維折り返し治具を有し、前記繊維折り返し治具の係止部が前記マンドレルの径方向に突出した7〜15本の針形状の部材で構成されている繊維強化プラスチック製シャフトの製造装置。
(もっと読む)
補強ゴム製筒体の製造方法及び補強用線材の巻付装置
【課題】耐圧性や、耐座屈性等の曲げ特性に優れ、製品寿命を延ばすことが可能な補強ゴム製筒体の製造方法及びその際に用いる補強用線材の巻付装置の提供を目的とする。
【解決手段】未加硫ゴム製筒体3の外周面に補強用線材4を螺旋状に巻付けた後、加硫処理を施す補強ゴム製筒体の製造方法であって、前記未加硫ゴム製筒体3に前記補強用線材4を巻付けるに際し、前記補強用線材4を予め所定の曲率半径に曲げて巻き癖をつけた後、該補強用線材4を前記未加硫ゴム製筒体3に巻付ける。
(もっと読む)
1 - 20 / 38
[ Back to top ]