
Fターム[4F206AA42]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | 硬化性樹脂 (416) | 硬化性ポリウレタン (78)
Fターム[4F206AA42]に分類される特許
1 - 20 / 78
成形装置
【課題】成形装置の部品点数を削減しつつ、発泡成形品を良好に成形することにある。
【解決手段】第一型11と、第一型11に閉じ合せ可能な第二型12と、第一型11と第二型12の間に形成されるキャビティ14とを有し、キャビティ14内の成形材料を発泡させて車両用シートのクッション材を成形する成形装置10において、第一型11と第二型12の少なくとも一方に、成形装置10の外部と非連通の複数の凹部30を設けるとともに、複数の凹部30に、成形材料の発泡時においてキャビティ14内に滞留する気体を流入可能な構成とした。
(もっと読む)
ボタン機能を備えたファンクショナルユニット

【課題】剛性支持構造体を備えた多機能ファンクショナルユニット及びその製造方法の提供。
【解決手段】0.05〜0.4mmの厚みを有する、平坦で可撓性のプラスチックフィルム3が位置決め手段を設けた射出成形金型に導入され、背面射出されて、第1の面に硬質プラスチック支持体5が形成され、制御要素7及び/又はディスプレイ要素9の領域では、背面射出されずに少なくとも2つの凹所13の形で露出した状態のままであるように形成されており、次にRIM法にて、第1の面と反対側の第2の面を、同じ射出成形金型で、又は、さらなる射出成形金型へこのブランクを入れた後、透明な硬化性鋳造化合物を用いてコーティングされ、ファンクショナルユニット11全体にわたり少なくとも0.1mmの厚みを有する連続透明表面層1が形成され、該制御要素及び/又は該ディスプレイ要素が該凹所に挿入され、該支持体に接合される。
(もっと読む)
繊維状フィラー入り樹脂からなる射出成形品の製造方法
【課題】板状の射出成形品の板面方向の特性の等方性を確保できると共に十分な特性を得ることのできる繊維状フィラー入り樹脂からなる射出成形品の製造方法を提案すること。
【解決手段】射出成形品1は四層の樹脂層2〜5が板厚方向に積層された断面構成となっており、各樹脂層2〜5ではそれぞれ繊維状フィラー6の配向方向2a〜5aが揃っており、各樹脂層2〜5の間ではそれぞれの配向方向2a〜5aが異なる方向となっている。各樹脂層に対応する個数のゲートから繊維状フィラー入り溶融樹脂を金型キャビティに注入して充填することで各樹脂層における繊維状フィラー入り溶融樹脂の流れ方向を制御して各樹脂層2〜5において繊維状フィラー6の配向方向2a〜5aを揃えている。
(もっと読む)
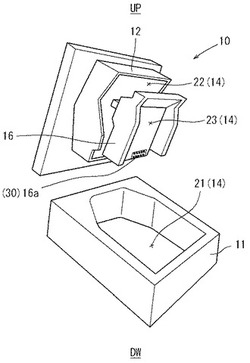
発泡合成樹脂成形体及びその製造方法
【課題】穴状部が貫通孔である場合には、発泡成形時に該穴状部を塞ぐバリ部を形成することなく、該穴状部の周辺部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能であり、該穴状部が非貫通状である場合には、該穴状部の底部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能な発泡合成樹脂成形体の製造方法及び発泡合成樹脂成形体を提供する。
【解決手段】少なくとも第1の型21と第2の型22とを有する金型20を用いて、外面に穴状部3を有する発泡合成樹脂成形体1を製造する。第1の型21のキャビティ内面に、穴状部3を形成するための凸部23が設けられており、金型20は、型締めした状態において、凸部23の突出方向の先端面が第2の型22のキャビティ内面に所定の間隔をあけて対向するように構成されている。金型20を型締めした状態において、凸部23の先端面と第2の型22のキャビティ内面との間に金型20内の気体を気体誘導手段で誘導する。
(もっと読む)
ポリウレタン樹脂成形品
【課題】油分が浸透することによるポリウレタン樹脂成形品の膨潤を防止して、その寸法変化や被覆層(表皮ポリウレタン層)とインサート材等の内部部材との密着性の低減を解消して、成形品の経時的安定性を向上させ、同時に抗菌性、脱臭性を付与したポリウレタン樹脂成形品、および、人体への安全性に優れ、環境負荷を少なくして膨潤抑制効果の付与された表皮付ポリウレタン製品を提供する。
【解決手段】竹粉と竹炭粉と乾留竹粉から選択した植物粉体の一種または二種以上を含有する射出反応ポリウレタン樹脂からなり、該植物粉体の粒径Dが、10≦D≦300μmであるポリウレタン樹脂成形品。
(もっと読む)
植物由来成分を含むポリウレタン組成物
【課題】ひまし油に由来するポリオール成分の使用量が、全ポリオール成分中の30重量%以上と言う高い植物由来成分利用率を維持しながら、生産性の高い高密度ポリウレタンRIM成形品の製造方法とその原料組成物の提供。
【解決手段】ポリイソシアネート(A)と、ポリオール、架橋剤及び触媒を含んでなるポリオール混合物(B)とから、反応射出成形法によって、密度が1.0g/cm3以上のポリウレタンエラストマーを製造する方法であって、(1)ポリオールは、ポリオール100重量部中、ひまし油に由来するポリオール成分を30重量部以上含み、ひまし油に由来するポリオール成分は平均官能基数が2.0〜2.7で、かつ水酸基価が70〜170mgKOH/gであり、(2)架橋剤がメチルジエチルジアミノベンゼン(DETDA)であり、(3)触媒が第3級アミンと金属触媒を共に含むことを特徴とする製造方法。
(もっと読む)
熱成形用フィルム向け硬化性樹脂組成物とこの樹脂組成物を積層した熱成形用フィルム
【課題】 本発明は、耐薬品性、例えば、日焼け防止に用いるローション、ハンドクリームが付着したまま高温下で長時間曝されてもアクリル樹脂フィルム表面が荒れることなく、また、深絞り形状の成形品に成形した場合フィルム表面に割れが発生することがなく、且つ、表面硬度を備えた熱成形用フィルム及びその積層成形品を提供する。
【解決手段】 カルボキシル基と水酸基を有し、固形分酸価が15〜150mgKOH/gであり、固形分水酸基価が2〜80mgKOH/gでありガラス転移温度が70〜140℃であるビニル系重合体(A)と、ポリイソシアネート化合物(B)を含有し、ポリイソシアネート化合物(B)の含有量がビニル系重合体(A)の固形分水酸基価2〜80mgKOH/gと反応する含有量であることを特徴とする熱成形用フィルム向け硬化性樹脂組成物を、熱成形用フィルムの片面に最外層として厚さ1〜20μmに積層した熱成形用樹脂フィルム。
(もっと読む)
電子装置用ハウジング及びその製造方法
【課題】金属状の外観効果を有し且つ摩損されにくい電子装置用ハウジング及びその製造方法を提供すること。
【解決手段】本発明に係る電子装置用ハウジングは、プラスチック基体及び前記プラスチック基体の表面に接合される加飾膜を備える。前記加飾膜は、透明なプラスチック薄膜と、前記プラスチック薄膜の表面に形成され且つ金属状の視覚効果を有する真空蒸着層と、前記真空蒸着層の表面に形成されるワニス層と、前記ワニス層の表面に形成されるカラー層と、前記カラー層の表面に形成される保護層と、前記保護層の表面に形成されるバインダー層と、を備える。前記プラスチック基体は、射出成形によって前記加飾膜のバインダー層に接合される。
(もっと読む)
複合部品、複合部品前駆体、及び接着剤
【課題】金属とプラスチックとを強固に結合した複合部品、その前駆体(複合部品前駆体)、及び複合部品の製造方法、及び金属とプラスチックとを強固に結合することができる接着剤を提供する。
【解決手段】成形金型内へ金属部材を装填してプラスチックを充填することにより得られ、プラスチックとの間に絡み合い構造を有すると同時に、前記金属部材4表面に結合しているエポキシネットワーク5とも絡み合い構造を有するウレタン樹脂を含む複合部品、及び第一網目構造と第二網目構造とが相互進入網目構造を形成している接着剤5。
(もっと読む)
樹脂成形品および樹脂成形品の製造方法
【課題】煩雑な手作業を解消し、容易に製造することが可能な樹脂成形品および樹脂成形品の製造方法を提供することである。
【解決手段】樹脂40で成形された表面層4と裏面層5を有し、表面層4と裏面層5が一体に成形された樹脂成形品1において、裏面層5は木粉混入ポリウレタン樹脂発泡体60からなる。表面層4を成形する表面層成形工程と、裏面層5を成形する裏面層成形工程を有し、上型と下型からなる成形型に樹脂40を注入して、表面層4と裏面層5を一体に成形する樹脂成形品1の製造方法において、裏面層成形工程に用いる樹脂40は、木粉混入ポリウレタン樹脂50である。
(もっと読む)
ポリウレタン複合材料部材の製造方法および複合材料部材
本発明は、a)熱可塑性組成物の支持体、およびb)該支持体に直接接触する少なくとも1つのポリウレタン層を含む複合材料部材の製造方法に関し、(i)第1操作工程において、熱可塑性組成物の溶融物を第一型キャビティ中に注入した後、冷却し、(ii)第2操作工程において、射出成形用型のキャビティを拡張し、それにより間隙を生じさせ、(iii)第3操作工程において、少なくとも1種のポリイソシアネート成分、少なくとも1種の多官能性のH-活性化合物、および任意に少なくとも1種のポリウレタン添加剤および/またはプロセス添加剤を含む反応性原料ポリウレタン混合物を、熱可塑性部材と拡張したキャビティの型表面の間にこのようにして生じさせた間隙中に注入し、ここで、該原料ポリウレタン材料混合物は熱可塑性支持体の表面に接触して重合し圧縮ポリウレタン層またはポリウレタンフォーム層を形成する、(iv)第4操作工程において、複合材料部材を型キャビティから離す、操作工程が互いに直接に続く方法に関する。  (もっと読む)
(もっと読む)
フィルタ要素およびフィルタ要素を製造するための方法
襞折りパック(2)と、少なくとも部分的に前記襞折りパック(2)に成形して設けられたプラスチックフレーム(4)と、少なくとも部分的に前記プラスチックフレーム(4)に発泡成形して設けられた発泡プラスチックシール(7)とを備えるフィルタ要素(1)、特に自動車用の車室フィルタ。 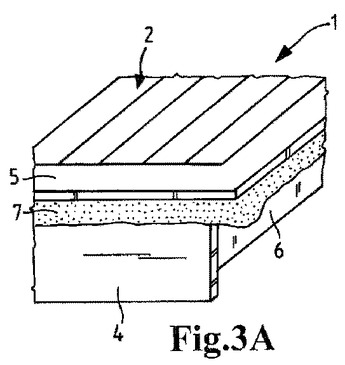 (もっと読む)
(もっと読む)
樹脂成形体及び表面実装型発光装置
【課題】 高寿命で量産性に優れた表面実装型発光装置及びその表面実装型発光装置に用いる成形体を提供すること。
【解決手段】 青色に発光するGaN系の発光素子10と、発光素子10を載置するための第1のリード20と発光素子10と電気的に接続される第2のリード30とを一体成形してなる第1の樹脂成形体40と、発光素子10を被覆するYAG系蛍光体80を含有する第2の樹脂成形体50とを有する。第1の樹脂成形体40は底面40aと側面40bとを持つ凹部40cを形成しており、凹部40cに第2の樹脂成形体50を配置する。第1の樹脂成形体40はエポキシ樹脂等の熱硬化性樹脂をトランスファ・モールドにより成形しており、第2の樹脂成形体50はシリコーン樹脂等の熱硬化性樹脂を用いている。
(もっと読む)
高速高分子反応系を加工するための装置
本発明は、高速高分子反応系、特に、ポリウレタン系を機械ベースで加工するための装置に関し、原材料の消費量を抑えると同時に、高速処方変更を可能にする。本発明による装置はさらに、殆んど場所を必要とせず、例えば、立っている炉筒の運用を可能にする。 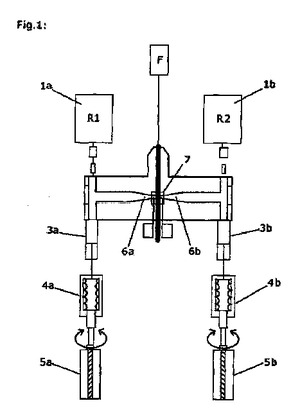 (もっと読む)
(もっと読む)
積層成形品の成形方法並びに成形装置
【課題】樹脂芯材表面に表皮を積層一体化した積層成形品の成形方法並びに成形装置であって、接着剤を廃止することで設備の簡素化、工数の低減を図るとともに、表皮の精度の良い形状出しを可能とした外観性能の優れた積層成形品の成形方法並びに成形装置を提供する。
【解決手段】成形金型50の上方に加熱ヒーター60、表皮ロール70を配置し、表皮ロール70から引き出した表皮22を加熱ヒーター60により任意温度に加熱した状態でキャビティ型51とコア型52との間に垂下させ、その後、キャビティ型51、コア型52を型締めした後、表皮22を真空・圧空成形することにより、表皮22を所要形状に成形する。次いで、表皮22の背面側に射出ユニット54を通じて溶融樹脂Mを射出充填し、樹脂芯材21を所要形状に成形するとともに、樹脂芯材21の樹脂熱により表皮22を熱融着させることでドアトリムアッパー(積層成形品)20を所要形状に成形する。
(もっと読む)
複合またはハイブリッド構造体の製造方法
【課題】従来よりも労力・コストを低減可能な、少なくとも1つの熱可塑性プラスチック成分を含有する複合またはハイブリッド構造体を製造する方法を提供すること。
【解決手段】この方法では、少なくとも1つの方向転換板を有する射出成形機(1)を使用する。一実施形態では、2つの方向転換板(6、6’)と、3つの注入ステーションとを有する射出成形機(1)が用いられる。第1および第2注入ステーションを通じて、2つの成形部品(51、52)が射出成形される。これらの成形部品(51、52)は、各方向転換板(6、6’)を回転した後に互いに向き合い、第3注入ステーションを通じて、互いに結合される。その結果、複合またはハイブリッド構造体50が得られる。
(もっと読む)
混合吐出装置
原料を含む2種以上の液体であって、少なくとも1つが発泡剤をさらに含有する液体を加圧下で混合するミキシングチャンバー(1)と、当該チャンバーに連通し、下流方向へ断面積が減少する内周面を有するテーパード通路(3)と、テーパード通路に挿入され、前記内周面に対応する外周面を有するテーパードピストン(2)と、前記内周面と前記外周面とが当接する位置からテーパードピストンを後退させて、特定の間隙を形成するアクチュエータと、テーパード通路に連通する緩衝通路(5)と、前記混合物を最終的に吐出する吐出口(4)と、を備える混合吐出装置。緩衝通路は、混合物の膨張を穏やかにする構造を有する。アクチュエータは、テーパードピストンの後退量の制御により間隙の幅Dを変化させて、ミキシングチャンバーが維持する圧力と、テーパード通路における混合物の圧力が減ずる程度とを調整する。 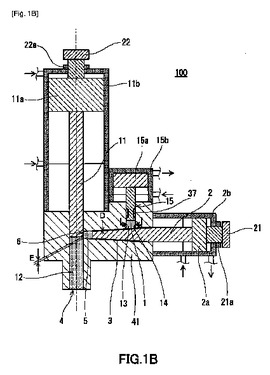 (もっと読む)
(もっと読む)
型内塗装品形成金型
【課題】 裏面形成金型と塗膜形成金型との型締めの際に潰されるシール材が裏面形成金型と塗膜形成金型との間のわずかな隙間を埋めて塗料が漏れるのを防ぎ、型内塗装品外周のバリ発生防止ができる。
【解決手段】 型内塗装品形成金型が、裏面形成金型および/または塗膜形成金型のパーティング面にシール材が配置されたものである。
(もっと読む)
ブルームする傾向が低下した熱可塑性ポリウレタン
本発明は、(1)ヒドロキシル末端化ポリエステル中間体、(2)ポリイソシアネート、および(3)グリコール鎖伸長剤の反応生成物から構成される熱可塑性ポリウレタンを開示し;ここで上記ヒドロキシル末端化ポリエステル中間体は、1,3−プロピレングリコールおよびジカルボン酸から誘導される反復ユニットから構成され;ここで上記ヒドロキシル末端化ポリエステル中間体は、数平均分子量500〜10,000を有し;そしてここで上記熱可塑性ポリウレタンは、上記ポリイソシアネートおよび上記グリコール鎖伸長剤の反応生成物である硬質セグメントを含む。この熱可塑性ポリウレタンは、大いに減少したブルームする傾向を有するという点で独特である。これは、ブルーミングが、上記熱可塑性ポリウレタンを含む物品を外見において濁らせるもしくは曇らせるので、高い透明性が求められる応用において非常に望ましい。 (もっと読む)
型内被覆成形方法及び型内被覆成形体
【課題】被覆膜厚を任意に制御でき、塗装欠陥のない均一な被覆膜を有する型内被覆成形体の成形方法を提供すること。
【解決手段】キャビティを形成した金型装置、型締め装置、射出装置、注入装置、キャビティ内への気体噴出装置を具備する成形装置を用いて、樹脂成形品の表面に被覆を施す型内被覆成形方法であって、
型締め装置によって型締めをされた金型装置のキャビティへ、射出装置により反応性樹脂を射出充填する第1工程、
反応性樹脂の硬化反応により成形体を得る第2工程、
キャビティ内に射出された樹脂の重合反応によって硬化収縮した状態で、キャビティ内の空間部の容積に対し40〜100%の容積の被覆剤を注入する第3工程、
被覆剤の注入完了後に成形体の裏面側から気体を噴出する第4工程、
被覆剤が硬化完了するまで被覆剤にかかる圧力が0Paよりも高い状態となるように被覆剤にかかる圧力を保持する第5工程
を有する型内被覆成形方法。
(もっと読む)
1 - 20 / 78
[ Back to top ]