
Fターム[4F206AB18]の内容
プラスチック等の射出成形 (77,100) | 添加剤、配合剤 (2,906) | 化学構造を特定したもの (606) | 無機化合物 (455) | 炭素(←カーボンブラック) (109)
Fターム[4F206AB18]に分類される特許
1 - 20 / 109
射出成形装置
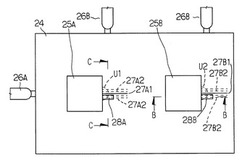
【課題】合成樹脂成形品にフィラーを含有し、穴等の開口を有するものであるにもかかわらず、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくして、前記合成樹脂成形品の外観を良好に仕上げること。
【解決手段】第1ゲート26Aによりフィラー29を含む溶融した熱可塑性の合成樹脂30が射出されて配向ライン27A2、27B2が形成された後において、前記第1ゲート26Aによる前記合成樹脂の射出の停止と同時に、停止前に又は停止後に前記第2ゲート26B、26Bによる前記合成樹脂の射出を開始し、且つ前記第1ゲート26Aによる前記合成樹脂の射出開始時にその上端面が前記可動金型のキャビティ形成面と同じ面一にあった昇降ピン28A、28Bをキャビティ14内に上昇させた後、元の位置に戻るように下降させる。
(もっと読む)
フェノール樹脂成形材料および摺動部品
【課題】摩耗特性及び機械的強度を高いレベルでバランスし、且つ耐水性に優れるフェノール樹脂成形材料を提供する。
【解決手段】(A)アルキルベンゼン変性ノボラック型フェノール樹脂を含むノボラック型フェノール樹脂、(B)レゾール型フェノール樹脂、(C)ヘキサメチレンテトラミン、(D)黒鉛、(E)繊維状のフィラーを含有するフェノール樹脂成形材料であって、前記成形材料全体に対する各成分の含有量が、(A)〜(C)成分の合計が30〜40重量%、(D)成分が30〜50重量%、(E)成分が5〜20重量%である。
(もっと読む)
少なくとも一つの硬質部材と少なくとも一つの軟質部材を含む複合材料
【課題】高いレベルの電磁波遮蔽性を有する複合材料の提供。
【解決手段】導電性添加剤を含む弾性率が1000MPa以上である少なくとも一つの硬質部材と、導電性添加剤を含む弾性率が500MPa以下である少なくとも一つの軟質部材とが結合したプラスチック複合材料であり、前記複合材料の導電率は0.01S/cmよりも大きく、表面導電率は0.1S/cmよりも大きく、さらに、複合材料の結合強度は少なくとも0.5N/mm2である。
(もっと読む)
高熱伝導性成形体の製造方法
【課題】熱伝導性に優れた無機物含有熱可塑性樹脂組成物を提供する。
【解決手段】熱可塑性樹脂、前駆体であるポリアミド酸を脱水剤とイミド化促進剤を用い
てイミド化して作製される芳香族ポリイミドフィルムを2500℃以上の温度で熱処理し
て得られる、単体での面方向熱伝導率が500W/mK以上の高熱伝導性グラファイト、
を少なくとも含有し、5W/mK以上の熱伝導率を有することを特徴とする、高熱伝導性
熱可塑性樹脂組成物。グラファイトの原料となる芳香族ポリイミドフィルムには、複屈折
0.08以上かつ厚み100μm以下のものを用いるのが好ましく、高熱伝導性グラファ
イトには、線膨張係数0ppm以下、厚み50μm以下、弾性率1GPa以上のものを用
いるのが好ましい。
(もっと読む)
複合成形体およびその製造方法

【課題】インサート成形における、予備成形体としての繊維強化樹脂と供給樹脂との接着性およびその信頼性、ならびに、その外観にも優れる、複合成形体およびその製造方法を提供する。
【解決手段】予め成形した、マトリックス樹脂が熱可塑性樹脂からなる繊維強化樹脂Aを予備成形体として型内に配置し、該型内の前記繊維強化樹脂A周りに液状化した樹脂Bを供給して前記繊維強化樹脂Aをインサート成形する複合成形体の製造方法であって、前記繊維強化樹脂Aの前記樹脂Bに接触する側面として、互いに異なる角度で凹型に傾斜する少なくとも2つの傾斜面を有する形状の側面を、インサート成形前に形成しておくことを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
成形品
【課題】電磁波シールド性と力学特性に優れた成形品を得るための繊維強化熱可塑性樹脂組成物を提供すること。
【解決手段】(A)炭素繊維、(B)金属繊維および(C)熱可塑性樹脂を含む成形材料を成形してなる成形品であって、(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25であり、成形品における(A)炭素繊維の重量平均繊維長が0.3mmを越え、(A)炭素繊維の重量平均繊維長/(B)金属繊維の重量平均繊維長が1/2〜1/6であることを特徴とする成形品。
(もっと読む)
合成樹脂製板状部材の強化方法
【課題】軽量でありながら強度も担保されており、車両用ドアの外板としても使用可能な合成樹脂製板状部材の強化方法を提供する。
【解決手段】合成樹脂製の板状部材11の内部に、繊維による3次元的な立体構造の補強シート20をインサート成形により配している。当該補強シートは、二枚のシート状繊維織物20a・20aの間に多数本の繊維体20bが架設された状態の3次元構造となっている。
(もっと読む)
サンドイッチ成形体
【課題】高温環境下であっても十分な機械的性質を維持し、軽量化を図れるサンドイッチ成形体を提供すること。
【解決手段】コア部がスキン部によって挟持されてなるサンドイッチ成形体であって、スキン部を構成する第1の熱可塑性樹脂とコア部を構成する第2の熱可塑性樹脂とがいずれも無機充填材を含有し、スキン部の曲げ弾性率をE1,スキン部の曲げ最大歪をε1,コア部の曲げ弾性率をE2,コア部の曲げ最大歪をε2としたとき、下記の式を満たし、スキン部の体積比率が40%〜70%であることを特徴とするサンドイッチ成形体。
1<E1/ε1<5
5<E2/ε2<10
ε1/ε2>1
(もっと読む)
熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料の接合部材の製造方法
【課題】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料同士または熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料と金属の接合部材の製造方法を提供する。
【解決手段】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CAに金属部材MAを付加し、該金属部材MAの部分を、他の金属部材MBと、または、他の金属部材MBが付加された、熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CBの該金属部材MBの部分と、接合することによる接合部材の製造方法。
(もっと読む)
電磁波シールド性複合成形体とその製造方法
【課題】家庭用の電気・電子機器等から発生させる低周波の磁界波と電磁波のシールド性が優れた電磁波シールド性複合成形体と、その製造方法を提供する。
【解決手段】炭素繊維及び熱可塑性樹脂を含む第1樹脂組成物からなる第1成形体層と、メジアン径(d50)が5〜100μmで、アスペクト比が10以上である扁平軟磁性粉末及び熱可塑性樹脂を含む第2樹脂組成物からなる平板状の射出成形体層とを有する電磁波シールド性複合成形体であって、前記平板状の射出成形体層中において前記扁平軟磁性粉末が厚み方向と直交する方向に配向された状態で含有されており、前記平板状の射出成形体層が、縦120mm、横120mm及び厚み2mmの平板であるときの周波数0.1〜100MHzの範囲の磁界波シールド効果が8dB以上であり、かつ前記周波数領域の電磁波シールド効果が25dB以上である、電磁波シールド性複合成形体。
(もっと読む)
ポリウレタン樹脂成形品
【課題】油分が浸透することによるポリウレタン樹脂成形品の膨潤を防止して、その寸法変化や被覆層(表皮ポリウレタン層)とインサート材等の内部部材との密着性の低減を解消して、成形品の経時的安定性を向上させ、同時に抗菌性、脱臭性を付与したポリウレタン樹脂成形品、および、人体への安全性に優れ、環境負荷を少なくして膨潤抑制効果の付与された表皮付ポリウレタン製品を提供する。
【解決手段】竹粉と竹炭粉と乾留竹粉から選択した植物粉体の一種または二種以上を含有する射出反応ポリウレタン樹脂からなり、該植物粉体の粒径Dが、10≦D≦300μmであるポリウレタン樹脂成形品。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】トランスファー成形法によって成形品を製造する場合において、成形品の表面を平滑にすることができるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品を提供する。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含んでなる成形材料をポット15に収容し、前記成形材料を加熱・溶融して前記ポットの底部とキャビティとの間を連通させる連通路17を介して前記キャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う方法であって、前記成形材料は、粉粒状の前記無機材料の表面に前記熱硬化性樹脂を被覆し、前記熱硬化性樹脂の前記無機材料に対する配合比が18質量%〜35質量%で被覆してなり、金型のパーティング部に前記キャビティ側のガスを吸引して排出する空気流路を設け、該空気流路から吸引しながら成形材料の溶融物を注入する。
(もっと読む)
炭素繊維強化ポリプロピレン樹脂成形品
【課題】難燃性や成形性が良好で、ポリプロピレン樹脂と炭素繊維との界面接着性が良く力学特性に優れた炭素繊維強化ポリプロピレン樹脂成形品を提供すること。
【解決手段】(A)ポリプロピレン樹脂40〜94.5重量%、(B)炭素繊維5〜40重量%、および(C)難燃剤0.5〜20重量%を含んでなる炭素繊維強化ポリプロピレン樹脂成形品であり、成形品中において(B)炭素繊維が屈曲して存在していることを特徴とする炭素繊維強化ポリプロピレン樹脂成形品。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】成形品に残留応力や組織の乱れ等の成形不良が残らず、また脱型操作も簡易にできるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品の提供。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含む成形材料をポット15に収容し、前記成形材料を加熱・溶融して該ポットの底部とキャビティとの間を連通させる連通路17を介してキャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う。該連通路は、その内径が該ポットの底部側から前記キャビティ側に向って徐々に縮径しており、該連通路の途中で通路径が最小となる最小径部19が形成され、該最小径部から前記キャビティ側に向って拡径して前記キャビティに至るように形成され、該最小径部に相当する部位で硬化物を破断させることにより、硬化物のポット側とキャビティ側を分離させた後、成形品47を脱型させる。
(もっと読む)
樹脂複合成形体及びその製造方法
【課題】強度及び表面平滑性に優れた樹脂複合成形体及びその製造方法を提供する。
【解決手段】熱可塑性樹脂と、前記熱可塑性樹脂中に分散されており、グラフェン構造を有する炭素材料からなるフィラーとを含み、全フィラーの長手方向の平均方向とフィラーの長手方向とのなす角度とその角度を満たすフィラーの割合との関係が図1に示す領域A(前記割合をy、前記角度をxとしたときに、y≧6.67x)内に位置している、樹脂複合成形体。
(もっと読む)
カーボン粉粒複合樹脂の成形方法
【課題】以下に示す事項を目的とするカーボン粉粒複合樹脂の成形方法を提供する。
(1)射出成形金型の鍋状成形品の底面中央に相当する部位の内型表面において、黒鉛粉粒の固着や金型の摩耗による意匠性の低下、成形品層内におけるクラック発生や物性低下を回避する。
(2)ゲート近傍における反応遅延に起因する応力残留に伴うクラック発生や衝撃強度の低下を抑止する。
【解決手段】カーボン粉粒複合樹脂の成形方法は、内在するロッドの上死点近傍外壁の接点位置にゲート1を設けた吐出管4を、鍋状成形品の底面中央外壁の相当部分に配した金型10を用い、カーボン粉粒とフェノール樹脂を主体として成る成形材料を注入して加熱・加圧による賦形方法であって、射出直後にロッドを降下させて加圧させた後、圧力を解放、さらに回復させるようにしたことを特徴とする。
(もっと読む)
カーボン粉粒複合樹脂の成形方法
【課題】以下に示す事項を目的とするカーボン粉粒複合樹脂の成形方法を提供する。
(1)射出成形金型の鍋状成形品の底面中央に相当する部位の内型表面において、黒鉛粉粒の固着や金型の摩耗による意匠性の低下、成形品層内におけるクラック発生や物性低下を回避する。
(2)ゲート近傍における反応遅延に起因する応力残留に伴うクラック発生や衝撃強度の低下を抑止する。
【解決手段】カーボン粉粒複合樹脂の成形方法は、ロッドを内在する吐出管4を設けた金型10に、ロッドの上死点直下にゲート1を設け、ゲートからカーボン粉粒とフェノール樹脂を含む混合物である成形材料を注入して加熱・加圧によるカーボン粉粒複合樹脂の成形方法であって、金型内への射出による注入直後に保持圧を解放してロッドを降下させて吐出管内にある成形材料を追加注入した後、金型の保持圧を回復させるようにしたことを特徴とする。
(もっと読む)
カーボン粉粒複合樹脂の成形方法
【課題】以下に示す事項を目的とするカーボン粉粒複合樹脂の成形方法を提供する。
(1)射出成形金型の鍋状成形品の底面中央に相当する部位の内型表面において、黒鉛粉粒の固着や金型の摩耗による意匠性の低下、成形品層内におけるクラック発生や物性低下を回避する。
(2)ゲート近傍における反応遅延に起因する応力残留に伴うクラック発生や衝撃強度の低下を抑止する。
【解決手段】この発明に係るカーボン粉粒複合樹脂の成形方法は、鍋状成形品の底面中央外壁の相当部分に設けられ、ロッドを内在してゲート1を配した吐出管4を備えた成形金型10を用いて、カーボン粉粒とフェノール樹脂を主体として成る成形材料を注入して加熱・加圧による賦形するカーボン粉粒複合樹脂の成形方法において、射出直後に成形金型の保持圧を一時的に解放した後、直ちにロッドを降下させるとともに成形金型の保持圧を回復させるようにしたものである。
(もっと読む)
強化繊維用サイジング剤、炭素繊維束およびこれらの製造方法、ならびに熱可塑性樹脂組成物およびその成型品
【課題】安価で、かつマトリックス樹脂と炭素繊維束の双方と良好な界面接着性を発現させることができる強化繊維用サイジング剤を提供する。
【解決手段】下記一般式(1)で表される単量体(a)由来の単位および下記一般式(2)で表される単量体(b)由来の単位を有する重合体(A)を含む強化繊維用サイジング剤である。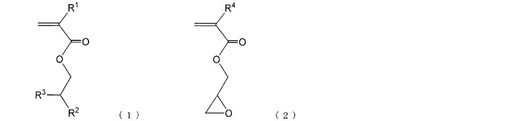
(ここで、R1およびR4は、それぞれ、水素またはメチル基を表す。R2およびR3は、直鎖または分岐構造を有するアルキル基を表し、互いに同一であっても異なっていてもよい。)
(もっと読む)
ガスインジェクション用ポリアミド樹脂組成物
【課題】 本発明はガスインジェクション用成形材料の提供を目的としており、ガスインジェクションによる軽量化と製品強度を両立させ、同時に成型外観が良好で質感の高い成形用材料の提供を課題としたものである。
【達成手段】 96%濃硫酸を溶媒とし、25℃、1g/dlで測定される相対粘度値(RV)が1.8〜2.6の範囲にあるポリアミド6樹脂が85〜96質量部、非晶性ポリアミド樹脂が4〜15質量部の合計100質量部に対してガラス繊維強化材が8〜60質量部、及びチャンネル型カーボンブラックが0.01〜5質量部からなるポリアミド樹脂組成物であって、示差走査熱量計(DSC)で測定されるTC2が183℃以上、190℃以下となることを特徴としたガスインジェクション用ポリアミド樹脂組成物。
(もっと読む)
1 - 20 / 109
[ Back to top ]