
Fターム[4F206AD04]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 材料 (2,442) | 無機物質 (1,090) | セラミック、ガラス (155)
Fターム[4F206AD04]に分類される特許
121 - 140 / 155
装飾モ−ル付き窓ガラス

【課題】装飾モールが、枠体の射出成型によって枠体と一体化されるとき、枠体に用いられている樹脂が熱収縮するため、枠体と装飾モールとの間に隙間が生じ、きしみ音の原因となる。
【解決手段】枠体の射出成形時に装飾モールが枠体に固定され、該装飾モ−ルが該枠体と接する面に、40℃以上の耐熱性を有する、油性の、液体材料または流動性を有する材料または半固体材料が層形成されてなる装飾モール付き窓ガラス。油性の、液体材料または流動性を有する材料または半固体材料に、潤滑油、特に鉱油またはシリコーン系油の潤滑油を用いる。
(もっと読む)
枠体付き窓ガラスの製造方法および製造装置

【課題】枠体付きガラスにおいて、枠体の装飾や補強を目的とするインサート部品は、枠体を射出成形に用いる金型のキャビティ内に固定ピンで固定されるが、枠体の固定ピンの部位が、枠体の成形後空洞となり、外観も見栄えが悪く、また、窓枠の水密性に不具合の生じることがある。
【解決手段】窓ガラスを金型に設置する工程と、射出成形に用いられる金型のキャビティ空間にインサート部品を固定ピンで固定する工程と、キャビティ空間に枠体を形成する樹脂を注入する工程と、該樹脂の注入を開始した後、インサート部品の固定に用いる固定ピン全体を、該樹脂の注入終了前にキャビティ空間から上金型あるいは下金型に移動する工程と、該樹脂注入終了後窓ガラスを金型から取り出す工程とで枠体が窓ガラスに一体成形される。
(もっと読む)
ガラス窓をオーバーモールドするための方法、シール接合部、および該方法を実現するための型
本発明は、ガラス窓の少なくとも1つの特に周辺の部分に、プラスティックまたは反応性材料を射出することによって、ガラス窓1、特に自動車のための湾曲されたガラス窓を、オーバーモールドするための方法に関する。本発明の方法は、オーバーモールド限界を示す少なくとも1つのシール接合部6を有する型に、ガラス窓を配置することを含む。前記シール接合部は、型3の溝8内にインサートされ、且つ摩擦接触によっておよび/または付加的な係合形態によって、および/または溝8の少なくとも1つの壁部12へ接着することによって保持される、形状形成されたストリップの形態で実施され、30MPaから400MPaの範囲のヤング率を有している。前記特性を示す接合部および接合部を備える型も、開示されている。 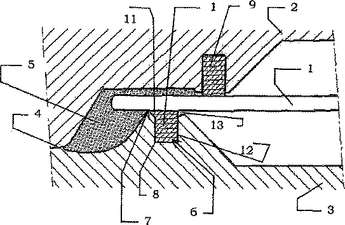 (もっと読む)
(もっと読む)
車両用ルーフパネル
【課題】 ガラスパネルに一体成形される樹脂成形材の機械的強度を確保しながら軽量化を図り、ルーフパネルの重量を軽減する。
【解決手段】 ポリウレタン原料に炭酸ガス又は窒素ガスを溶解させる。ガラスパネル2の周縁に形成した金型のキャビティにポリウレタン原料を射出して、ポリウレタンの発泡体からなる樹脂成形材3をガラスパネル2と一体成形する。ポリウレタン原料へ溶解した炭酸ガス又は窒素ガスの量を変化させて樹脂成形材3の比重を0.60以上0.90以下に設定する。
(もっと読む)
複合成分、特に窓ガラス
本発明は、好ましくは透明、即ち、可視光がある程度透過し、好ましくは無機物であるガラスを含むアイテムに関する。ここで、ガラスの表面の少なくとも一部分は化学的付着促進剤なしに、熱可塑性ポリウレタンに付着結合するものである。更に、本発明は、好ましくは無機物、ガラス、それらに化学的付着促進剤なしに、付着結合する熱可塑性ポリウレタンを含むアイテムの製造方法に関する。ここで、ガラスの表面の一部分はプラズマ処理され、そして熱可塑性ポリウレタンがガラスのプラズマ処理した表面に接触される。好ましくは、プラズマ処理した表面に溶融状態で接触され、好ましくは射出成形により形作られる。 (もっと読む)
表皮付き積層体である車両内装部品、並びに非発泡ポリウレタン樹脂及びそれを用いた表皮付き積層体の製造方法
【課題】 作業環境や自然環境に良く、生産効率が良くかつ生産におけるコストの軽減が図れ、触感の良い、加えて良好な外観品質を有する車両用内装部品に用いられる表皮付き積層体及び車両用内装部品の意匠面に使用する非発泡ポリウレタン樹脂の製造方法、それを用いた表皮付き積層体の製造方法を提供することにある。
【解決手段】 ポリオール(1)、鎖延長剤(2)、触媒(3)と、必要に応じて助剤(4)からなるポリオール混合物(I)と、ポリイソシアネート化合物(II)とを用いて、反応射出成形法で得られる非発泡ポリウレタン樹脂からなる意匠面表皮と芯材との積層体からなる表皮一体化された車両内装部品であって、鎖延長剤が1−メチル−3,5−ジエチル−2,4−ジアミノベンゼン及び/又は1−メチル−3,5−ジエチル−2,6−ジアミノベンゼンであり、表面硬度がアスカーA硬度計で測定して30〜70であることを特徴とする車両内装部品。
(もっと読む)
金型装置
【課題】型枠の締め付け力による部品破壊を防止する。
【解決手段】固定型11と、この固定型11に対して締め付け・離間が自在なように構成された移動型21とを有し、移動型及び固定型の対向面に成形用キャビティ13,23を有し、ガラス部品40を固定型11と移動型21との間に挟持するとともに、部品40の一部をキャビティ13内に位置させた状態で、成形キャビティ13,23内に成形材料を注入するように構成し、さらに、固定型11の対向面に、弾性材料からなる支持部材30を突出させて設け、この支持部材30を介して部品40を固定型11と移動型21との間に弾性的に挟持するように構成する。
(もっと読む)
高充填材入り射出成形用ポリアリールエーテルケトン
【課題】PBIの代わりに普通の安価な充填材を用いる、高温での最高の可能な寸法安定性を示しつつ、押出および射出成形機で加工できる範囲の加工溶融粘度をも示すPEEK複合材料の提供。
【解決手段】ポリアリールエーテルケトンマトリックスに2種類の充填材を含める。第一充填材は、高い強度および剛性を与える強化用繊維充填材である。第二充填材は、部分結晶性ポリアリールエーテルケトンポリマーの非晶質部分を不動化しそして耐高温撓み性を与える非熱可塑性不動化用充填材である。
(もっと読む)
射出成形用樹脂組成物および射出成形体
【課題】 軽量でかつ成形時における収縮率が小さい射出成形体が得るためのガラス微小中空体を含有する熱可塑性樹脂射出成形用組成物を提供する。
【解決手段】 SiO260〜80質量%、Na2O2〜12.5質量%、CaO5〜15質量%、B2O34〜15質量%及びSO30.05〜1質量%を含み、かつB2O3/Na2O(質量比)が1.2〜3.5であるガラスの組成を有し、レーザー散乱式粒度測定による粒度分布における、D90が50μm以下であり、粒子密度が0.55〜0.75g/cm3であり、かつ静水圧力500kg/cm2での体積破壊率が2%以下であるガラス微小中空体と、熱可塑性樹脂とを含み、上記ガラス微小中空体が上記熱可塑性樹脂100質量部に対して5〜90質量部含まれることを特徴とする射出成形用樹脂組成物。
(もっと読む)
グレージング上に輪郭ウェザーストリップを成形する方法
本発明は、少なくとも1つの射出ヘッド3を使用してグレージング2の少なくとも周辺部上に、いくつかの成分、特にポリウレタン系材料からなるプラスチック材料でできた輪郭ウェザーストリップ1を成形する方法であって、射出ヘッド3の出口4を通して射出された前記材料は、前記成形された輪郭ウェザーストリップを形成するように成形キャビティ5内に広げる方法に関する。本発明は、射出ヘッド3の出口4を通して射出された材料が前記成形キャビティ5内に直接広げることを特徴としている。 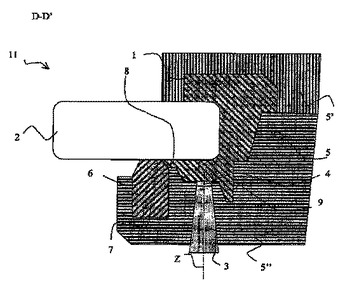 (もっと読む)
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品の軽量化及びコストダウンを図るとともに、側突時の安全対策を図る。
【解決手段】ドアトリム10におけるドアトリム本体20は、軽量で保形性を有する発泡樹脂基材21と、その内面側の一部に一体化される樹脂モールド部23とから構成され、樹脂モールド部23の一部の周囲に意図的、かつ強制的に樹脂バリを漏出させ、補強バリ部30を形成することで樹脂モールド部23の支持を強固にするとともに、側突時、樹脂モールド部23のシャープエッヂを補強バリ部30により回避するとともに、補強バリ部30を意図的、かつ強制的に作り出すことで成形精度を高める。
(もっと読む)
物理量センサの製造方法
【課題】 金型内に冶具を挿入しステージ部を押圧することにより傾斜させ、樹脂の射出時に冶具でステージ部の傾斜を保持することによって、所定の傾斜角で正確に物理量センサチップを設置する物理量センサの製造方法を提供する。
【解決手段】 矩形枠部と、矩形枠部から内方に突出する複数のリード5bと、連結リード5dにより矩形枠部と連結されるステージ部6、7とを備えるリードフレームを用いて、リードフレームのステージ部6、7に物理量センサチップ2、3を固着し、ステージ部6、7を矩形枠部に対して傾斜させるとともに物理量センサチップ2、3を傾斜させ、傾斜した物理量センサチップ2、3およびリード5bを樹脂により一体化する物理量センサの製造方法において、冶具20をステージ部6、7に押圧することによって物理量センサチップ2、3を傾斜させ、冶具20によって傾斜が保持された状態で樹脂により一体化する。
(もっと読む)
樹脂成形品及びその成形方法
【課題】 部品をインサート成形する場合において、反応ガスにより発生する樹脂のフクレや変形、クラック等を確実に抑制する。
【解決手段】 部品3が樹脂部2A,2Bにインサート成形されてなる樹脂成形品1である。樹脂部2A,2Bには、部品3の表面に到達するガス抜き孔5が貫通形成されている。成形に際しては、金型6に部品3表面に当接するコアピン8を設け、金型6内に樹脂を充填した後、コアピン8を引き抜くことでガス抜きを行う。樹脂は熱硬化性の樹脂であり、部品3は例えば希土類金属磁石である。
(もっと読む)
混合された材料表面領域を有する成形部品およびその製造方法
本発明は、魅力的な外観を有し、皮革、布帛、木材、金属または他の半硬質の表面材料等の少なくとも2つの異なる材料の表面領域を備える薄い射出成形プラスチック製品を与える。これらの成形製品は、天然材料の本物の触感と、薄い寸法、美観および/または耐久性との所望の組み合わせを有する。したがって、成形プラスチック製品は、概略同一平面または概略連続的に、2つの表面層材料が接する境界線を含んで近接および連結する複数の表面領域を有する異なる第1の材料(1)および第2の材料(2)の層の少なくとも2つの装飾表面領域を有する前面装飾表面を備えるプラスチック基体部品を有する。前面については、第1の材料の少なくとも一部は、第2の材料の少なくとも一部の上部に配置されかつ第2の材料の少なくとも一部と重なる。プロセスの態様において、2つの表面材料片は型キャビティ内に配置され、2つの材料はともに、各々が成形部品の前面側に表面領域を与えるように配置される。任意選択的に、一方または両方の表面材料片の背面側または非装飾側に接着剤および/またはバッキングの材料(3,5)がある。成形用プラスチック(9)は、型(6,7)内に射出され、表面材料の背面側に接触および接着し、成形プラスチック基体部品を与える。成形用プラスチックが十分に流動性である間に、キャビティに圧力を適用し、好ましくは射出成形プロセスにおいて、2つの異なる表面材料を実質的に同一平面または連続的な表面に圧縮および/または形成し、そしてより厚い重なり領域を必要な深さまでプラスチック基体部品内に向かってプレスするのに十分である。 (もっと読む)
樹脂成形体の成形方法および成形型
【課題】キャビティの開口部の閉塞面に溶融樹脂を導出して接着する際に、その閉塞面が曲面部を有しても、成形型と被成形物との間に隙間が生じることなく、バラツキを防止できる成形体の成形方法および成形型を提供する。
【解決手段】開口部13aを有する所定形状のキャビティ13を持つ成形型10を用い、ノズルから連通口を介して溶融樹脂をキャビティに導入して、前記開口部を塞ぐように配置する被成形物2の閉塞面2aにその溶融樹脂を開口部から導出して一体化する際に、前記開口部を取り囲むように間隙防止部材15を配置し、その閉塞面と型側接触面14とが間隙防止部材を介して接触するように配置する工程と、閉塞面と型側接触面とが接触し、かつ密着して開口部を閉鎖した状態で溶融樹脂をキャビティに導入する工程と、その導入した溶融樹脂をその閉塞面上で冷却固化させて当該閉塞面に接着一体化する工程を含むことを特徴とする。
(もっと読む)
スラッシュ成形体、その成形方法、及び自動車用内装品
【課題】 新規な内部構造を有し、吸音性及び制振性に優れたスラッシュ成形体を提供する。
【解決手段】 内部に空孔を有し該空孔中に外殻と独立に運動しうる無機微粒子を内包する鈴型マイクロカプセル及び/又は内部に空孔を有し該空孔中に磁性微粒子を疎水性有機溶媒に分散させた磁性流体を内包する鈴型マイクロカプセルを含有した樹脂パウダーを所定形状にパウダースラッシュ成形させたスラッシュ成形体。
(もっと読む)
射出成形によりメモリカードを製造する方法
【課題】集積回路と他の電子コンポーネントを収容するメモリカードを製造する方法を提供する。
【解決手段】「集積回路」と他の電子コンポーネントを収容する「メモリカード」(10)は、射出成形によって製造される。例えば、ポリカーボネート、合成紙、又はPVCのような外面を使用して、射出成形段階の前に「メモリカード」(10)又は同様の装置を収容する。熱硬化性材料が射出成形された後に、「メモリカード」(10)は、2つの型半割部から除去されてトリミングされる。
(もっと読む)
ガラス棚の枠体成形方法
【課題】 食品に安全で枠体にそりがなくガラス板に割れの生じないガラス棚の枠体成形方法の提供。
【解決手段】 ガラス板1を保持体2により真空吸着して保持し、枠体6の形状に形成されたキャビティ7を有する射出成形金型3,4にガラス板1を挿入し押圧位置決めし、射出成形金型を閉じる。保持体2でガラス板1を保持しつつ、閉じられた射出成形金型のキャビティ7にフィラーを添加した樹脂を射出しガラス板1の外周部と一体化させ、樹脂が硬化した後、射出成形金型を開き枠体6が一体化されたガラス板1を取り出しガラス棚とする。
(もっと読む)
車両用ウインドゥ及びその製造方法
【課題】 保持部と止め具の基部との結合部から発生しうる異音の発生を防止すること。
【解決手段】車両の窓開口パネルの取付穴に差し込まれる止め具20と、止め具をガラス板に対して保持する保持部14とを備える車両用ウインドゥ10の製造方法において、(a)ガラス板の表面層における保持部の形成領域に接着剤を塗布する工程と、(b)ガラス板と、基部を所定樹脂材料により形成した止め具とを、該止め具の基部がガラス板の保持部の形成領域に対向するように、射出成形型内にセットする工程と、(c)射出成形型内で、止め具の基部を内部に含む保持部用キャビティ空間に、止め具の基部と同種の樹脂材料からなる液状樹脂を射出充填して、ガラス板の保持部の形成領域上で止め具の基部周りに流動する液状樹脂により、止め具の基部に融着して該基部と一体となり、且つ、ガラス板の表面層に前記接着剤で固着される保持部を成形する成形工程とを含む。
(もっと読む)
耐熱性プラスチックランプ部品及びそれを形成する方法
例示的な実施形態では、成形プラスチックランプ部品は、第1の熱変形温度を有する第1の材料で形成された第1の部分と、第2の熱変形温度を有する第2の材料で形成された第2の部分とを含む。第1の熱変形温度は、第2の熱変形温度よりも高い。 (もっと読む)
121 - 140 / 155
[ Back to top ]