
Fターム[4F206AD04]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 材料 (2,442) | 無機物質 (1,090) | セラミック、ガラス (155)
Fターム[4F206AD04]に分類される特許
41 - 60 / 155
吸引によってインサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および使用
本発明は、特に窓(4)の周囲上にビーディング(3)を成型するための、またはプラスチック窓を成型するためのプロセスにして、前記ビーディング(3)の、または前記プラスチック窓の構成プラスチックがそれぞれ、トリムなどの少なくとも1つのインサート(2)が事前に配置されている成型空洞(5)内に導入される成型プロセスであって、前記プラスチックが導入されている間、前記成型空洞の内面上に生じる複数の微細穴(10)を通じての吸引によって前記インサート(2)が前記成型空洞(5)内の所定位置に保持されることを特徴とする、成型プロセス、に関する。 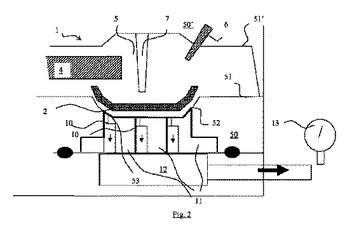 (もっと読む)
(もっと読む)
装飾モールおよび枠体付き車両用窓ガラス
【課題】射出成形によって窓ガラスに枠体が成形され、枠体の射出成形と同時に枠体に固定される装飾モールにおいて、射出成形時の外観不良が発生せず、多色化に対応する装飾モールおよび枠体付き車両用窓ガラスの提供を可能にする。
【解決手段】枠体が溶融樹脂の射出成形によってガラスの周辺部に形成され、射出成形時に枠体に固定される装飾モールの形状部が、樹脂あるいは金属で形成され、装飾モールに、ポリ塩化ビニル系樹脂、アクリル系樹脂、ポリエステル系樹脂、ポリフッ化ビニリデン系樹脂から選ばれる1つ以上の樹脂で形成される樹脂フィルムが接着される。樹脂フィルムは、顔料を用いて着色され、枠体あるいは車体と同色にし、枠体の射出成形により、該装飾モールがガラス板に成形される枠体に固定される。
(もっと読む)
フィルムインサート成形品及びその製造方法並びにこれを備えた液晶表示装置

【課題】 本発明の目的は、フィルムをある程度撓むように、またフラットな状態にすることができるフィルムインサート成形品の製造方法を提供すること。
【解決手段】 透明乃至半透明フィルムの片面の所定領域に開口領域を形成するために印刷を施して印刷層を形成するする印刷工程S1と、印刷層の表面側にバインダー層を形成するバインダー層形成工程S2と、印刷層及びバインダー層が形成されたフィルムを所定形状にフォーミングするフォーミング工程S4と、フォーミング工程後のフィルムに抜き加工を施して中間フィルム品を形成する化粧抜き工程S5と、化粧抜き工程S5の後に凹状成形型内に中間フィルム品を装着し、凸状成形型の凸状部に開口領域に対応する枠部材を装着した後に、凹状成形型と凸状成形型とを合わせてキャビティ内に溶融樹脂を流し込んで樹脂成形を行うインサート成型工程S6と、を含むフィルムインサート成形品の製造方法。
(もっと読む)
樹脂成形部品の製造方法
【課題】リードフレームの変形や位置ずれを抑制するとともに、リードフレーム間を絶縁する絶縁体を構成する材質の選択の幅を広げることが可能な樹脂成形部品の製造方法を提供する。
【解決手段】樹脂成形部品の製造方法は、絶縁シート20を複数のリードフレーム10の各々の間に挟んで積層したインサート部品2を準備する工程と、複数のリードフレーム10の積層方向における、インサート部品2の一方の端面2Aが金型50の内壁50Aに接触するように、インサート部品2を金型50の内部にセットする工程と、金型50の内部において、インサート部品2の一方の端面2Aとは反対側の他方の端面2Bに対向する側から金型50の内部が溶融した樹脂30によって充填されることにより、インサート部品2と樹脂30とを一体化する工程とを備えている。
(もっと読む)
ガラス一体樹脂成形品及びその成形法
【課題】 常用されている熱硬化性樹脂に代えてより簡易な工程で実施できる熱可塑性樹脂を使用して、その接着強度が十分なガラス部材と樹脂成形体からなるガラス一体樹脂成形品を形成する。
【解決手段】 ガラス部材を載置した金型内に樹脂を注入し当該ガラス部材の周縁に樹脂成形体を形成し当該ガラス部材と一体化して、ガラス一体樹脂成形品を得るガラス一体樹脂成形法において、当該樹脂として、熱可塑性樹脂をベース樹脂とし、これに分子中にヒドロキシ基及び/又はエポキシ基を含有する化合物を配合した樹脂組成物を使用する。熱可塑性樹脂としては、液晶ポリマー又は結晶性樹脂(ただし、液晶ポリマーを除く。)が好ましく、前記ヒドロキシ基を含有する化合物としてはフェノキシ樹脂、エポキシ基を含有する化合物としてはエポキシ樹脂が好ましい。
(もっと読む)
光素子の樹脂封止成形方法及びこれに用いられる小型透明樹脂タブレット
【課題】発光ダイオードチップ等の光素子を透明樹脂材料にて効率良く封止成形するための樹脂封止成形方法とこの方法に用いられる小型の透明樹脂タブレットを提供する。
【解決手段】透明樹脂材料にて外径Dが17mm以下となる小型の透明樹脂タブレット12を形成すると共に、その長さL方向に所要形状の空隙部120を形成する。空隙部120は、その長さL方向に、外径Dに対して0.25〜0.50倍となる内径φの貫通穴121として、複数個の貫通穴123・124として、貫通穴(122)の断面形状を傾斜面状に形成し、更に、一端部を閉塞した状態の有底孔部125として、両端部を閉塞した状態の中空部126として形成する。小型透明樹脂タブレット12を成形用型の樹脂供給部に供給すると、該小型の透明樹脂タブレットは該樹脂供給部からの受熱効率の向上及び加熱溶融化作用の均等化が図られているため、迅速に且つ効率良く加熱溶融化される。
(もっと読む)
電気・電子モジュール及びその製造方法
【課題】 本発明の目的は、生産性の向上した電気・電子モジュール及びその製造方法を提供することにある。
【解決手段】電子回路基板5には、電子部品5Aが装着される。電子回路基板5は、金属ベース1に搭載される。金属端子3は、電子回路基板の電子回路5Aに接続される。電子回路基板5は、熱硬化性の樹脂8により封止される。コネクタは、樹脂モールドされたハウジング部11と、ハウジング部11と別体で構成されるとともに、金属端子3を固定整列するための樹脂モールドされた端子保持部品9とから構成される。
(もっと読む)
成形プロセスのための動的シール及びその使用方法
【課題】シート状基板材料の周縁部上の少なくとも一部に高分子材料を簡単にかつコスト効率よく成形する。
【解決手段】本発明は、成形装置でガラス板の周縁部上に高分子フレームまたはガスケットを成形する方法に用いるための動的な型シールを提供する。本発明のシール及び方法は、自動車窓を形成するために利用されることが好ましい。
(もっと読む)
連続的な特性移行を有する熱可塑性ポリマー材料の射出成形のための方法
【課題】成形部品のために、段階無しに連続的な特性移行を認識可能にする部材のための製造方法を提供する。
【解決手段】熱可塑性ポリマー材料の射出成形による物理的及び/又は化学的特性の少なくとも一つの連続的な移行を有する成形部品を製造するための方法において、成形体の物理的及び/又は化学的特性の連続的な移行を、それぞれ異なる物理的及び/又は化学的特性を有する熱可塑性ポリマー材料の少なくとも二つの溶融ポリマー流のそれぞれの割合を逆方向に変更することにより生じさせることを特徴とする製造方法。
(もっと読む)
射出成型体の製造装置
【課題】二次射出によりサイドターンランプを一体化する前にハウジング部にインサート部材を組込むための部品組込み装置を安定化させる。
【解決手段】部品組込み装置を構成する第一可動架台13が基台11から突出したとき、該突出先端部となる位置決め体13dを射出成形装置側に設けた位置決め受け体9aに嵌合して両持ち状態として位置決め状に支持する支持手段を設けるとともに、第一可動架台13と射出成形装置7の可動金型9とに、前記支持手段を介して第一可動架台13が可動金型9に支持されることに伴い連結され、ロボット部19を移動案内する架台側、金型側ガイドレール20、21を設ける構成とし、これによってロボット部19が射出成形装置7の支持を受けて安定化するように構成する。
(もっと読む)
光学的な目的の成型部材、特にフィルターリングまたはレンズホルダー
本発明は、ガラス製のディスク形状の光学部材(2)と、ホルダー(3)からなる、光学的な目的のための形成部材(1)に関する。その際、ホルダー(3)は射出形成される一部品の、強固なプラスティック材料からなるホルダー(3)であり、このホルダーが、ディスク形状の光学部材を形状結合的に取囲んでいる。
 (もっと読む)
(もっと読む)
射出成形体の製造装置
【課題】二次射出によりサイドターンランプ2を一体化する前にハウジング部3にインサート部材5を組込むための部品組込み装置10の片持ち長さを短くして安定化させる。
【解決手段】部品組込み装置を構成する第一可動架台13が基台11から突出したとき、該突出先端部となる位置決め体13dを射出成形装置側に設けた位置決め受け体9aに嵌合して両持ち状態として位置決め支持し、これによってロボット部の片持ちを第二可動架台からの状態として片持ち長さを短くし、安定化させるようにした。
(もっと読む)
一体化成形品の製造方法
【課題】2つの異なる材料が接合される接合部において、隙間の低減された外観の優れた一体化成形品の製造方法を提供する。
【解決手段】少なくとも一部に熱可塑性樹脂を有する繊維強化複合材料板(I)と、被着部材(II)を接合させて一体化成形品(III)を製造する方法において、該繊維強化複合材料板(I)の端部にテーパ形状を設け、次いで、該繊維強化複合材料板(I)を金型内部に挿入し、該被着部材(II)を射出成形することで、該繊維強化複合材料板(I)と該被着部材(II)を接合する工程などを有する、一体化成形品の製造方法。
(もっと読む)
接合構造体
【課題】非金属性部材を熱可塑性樹脂組成物を介して金属性部材に接合させるようにした接合構造体の提供。
【解決手段】アルミニウム合金等の金属性部材2をアンモニア、ヒドラジン及び/又は水溶液アミン化合物に浸漬して、表面に微細凹凸を形成する。その表面に対してPPS又はPBTを主成分とする熱可塑性樹脂組成物をゲート10から射出成形することで、熱可塑性樹脂成型物4が強固に接合される。また、その熱可塑性樹脂成型物4によって永久磁石等の非金属性部材3が金属性部材2に固定され、接合構造体1が得られる。その熱可塑性樹脂組成物の硬化過程において、樹脂の熱収縮により非金属性部材3は金属性部材2に押圧され、より強固に接合される。
(もっと読む)
繊維機械用圧電アクチュエータ素子およびその製造方法
【課題】耐環境性を有し製造工程が簡略化されて生産性が向上した繊維機械用圧電アクチュエータ素子およびその製造方法を提供する。
【解決手段】繊維機械用圧電アクチュエータ素子が、プレートと、プレートの表裏両面に積層された、表裏両面に電極膜を有する圧電セラミックスとを有する圧電体を含み、圧電素子1は、繊維機械に接続される一方の端部に取り付けられた先端支持部3と、他方の端部に取り付けられた後端支持部8とを備えており、圧電素子1の両面の電極膜とプレートは、それらに電流を供給する導線4a,4a,4bを接続されており、後端支持部8においては、導線の接続部位も含めて、第1樹脂膜で圧電素子1の全面を覆う形で被覆されており、第1樹脂膜の上にシリコーン樹脂からなる第2樹脂膜が被覆されて、電極膜、プレート及び導線の接続部位ならびにその近傍を封止しているように構成する。
(もっと読む)
複合部材並びに複合部材を製造する方法
本発明は、複合部材(2)、特に自動車において使用される複合部材(2)であって、第1の接触面(3)を備えた第1の部材(1)と、該第1の接触面(3)に接触している第2の接触面(5)を備えた少なくとも1つの第2の部材(4)とを有しており、第1の接触面(3)が、電磁放射線を用いて形成された表面構造(6)を有している形式のものに関する。このような形式の複合部材において本発明では、表面構造(6)が、ナノ構造(10)によって重畳されたマイクロ構造(7)を有している。本発明はさらに、複合部材(2)を製造する方法に関する。  (もっと読む)
(もっと読む)
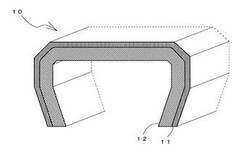
ハウジングケース、及び、ハウジングケースの製造方法
【課題】外観性の向上を図ることができ、ガラス板の周縁部に枠体を一体成形する場合においても、合成樹脂フィルムがガラス板に密着する状態を良好に維持できるハウジングケース、及び、ハウジングケースの製造方法を提供する。
【解決手段】筺体31に取り付けられ、表側面が筺体31の表側面の一部を構成する枠体25と、その枠体25の内方側に設けたガラス板5と、ガラス板5の周縁部よりも枠体25の側に突出する突出部分27を備えた状態でガラス板5の表側面に取り付けられ、突出部分27の裏側面を枠体25に付着させてある合成樹脂フィルム23と、を有する。
(もっと読む)
複合翼形部を交換する方法
【課題】タービンにおける複合翼形部(22)の一部分を交換する方法を提供する。
【解決手段】本方法は、ホイール(24)上に取付けられた複数の複合翼形部(22)を備えたタービンを準備する段階を含む。複合翼形部(22)の少なくとも1つは、非プラスチック材料で製作されたコア(30)及び該コアの少なくとも一部分を囲むプラスチック翼形部分(32)を有する。交換を必要とするプラスチック翼形部分(32)を有する複合翼形部(22)にアクセスする。コア(30)をホイール(24)上に取付けたままの状態で、該コアを露出させるようにプラスチック翼形部分(32)を除去する。コア(30)をホイール(24)上に取付けたままの状態で、該コアを囲むようにプラスチック翼形部分(32)を成形する。
(もっと読む)
枠体付きガラスの射出成形用金型および枠体付きガラスの製造方法
【課題】射出成形時の板ガラスの周縁に加わる荷重を低減し、板ガラスに枠体を射出成形によって一体成形するときの、板ガラスの破損が防げる射出成形用金型を提供する。
【解決手段】板ガラスの周縁部に樹脂製の枠体を射出成形するために用いる射出成形用金型において、車内側ガラス面の枠体用キャビティに連通孔を介して連通する補助キャビティがガラス面に接して設けられ、車内側ガラス面の枠体用キャビティの幅w1、連通孔の幅w2、補助キャビティの幅w3の合計w1+w2+w3と、車外側ガラス面に成形される枠体用キャビティの幅w4との比(w1+w2+w3)/w4が0.5〜1.5であることを特徴とする
(もっと読む)
枠体付きガラスの射出成形用金型
【課題】
射出成形時の板ガラスの周縁に加わる荷重を低減し、板ガラスに枠体を射出成形によって一体成形するときの、板ガラスの破損が防げる射出成形用金型を提供することを課題とする。
【課題を解決するための手段】
射出成形用金型に枠体用キャビティあるいは枠体用キャビティと枠体用キャビティに連通する補助キャビティとが形成され、枠体用キャビティあるいは補助キャビティには、ランナーからゲートを介して溶融状態の樹脂が射出され、該ゲートの断面形の、板ガラスの厚み方向の幅が1〜5mmで、板ガラスの辺に平行な方向の幅が、10mm〜板ガラスの辺長の範囲で設けられている。
(もっと読む)
41 - 60 / 155
[ Back to top ]