
Fターム[4F206AD04]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 材料 (2,442) | 無機物質 (1,090) | セラミック、ガラス (155)
Fターム[4F206AD04]に分類される特許
141 - 155 / 155
架空ケーブル用回転式鳥害防止器の製造方法

【課題】電力線や通信線などの架空ケーブルに野鳥が止まって閃絡や糞害等をもたらすのを防止する回転式鳥害防止器の製造方法であって、組み立てが容易となり製造コストを軽減するとともに、耐候性、耐久性等の品質が優れた製品を提供できるようにする。
【解決手段】半割環状の支持体6a,6bが両端部に設けられ該両支持体の外周縁部間に複数本のバー3を平行に設けることにより架空ケーブルに回転自在に取り付けられる回転式鳥害防止器であって、バー3は多数本の長いガラス繊維4を束としてこれに不飽和ポリエステル樹脂等の熱硬化性樹脂を含浸させ、該熱硬化性樹脂が完全に硬化反応が完了しない状態で外周に耐候性樹脂をコーティングして樹脂被覆5を形成するとともに、前記支持体を成形するに際し該バーを成形型内に配置し、該バーの両端部が該支持体内に挿入された状態に一体的にインサート成形する。
(もっと読む)
他のタイプの材料との熱可塑性材料の接合
熱可塑性材料は、金属およびセラミックスなどの他のタイプの材料に接合されるが、それは、凹凸面を有するシートを他の材料に結合する工程と、熱可塑性材料を凹凸面を有するシートに溶融結合する工程とによって接合される。このようなシートには、微孔性であるシートまたは不織布であるシートが挙げられる。得られた接合体は、熱可塑性材料と別の材料との組合せが有用である様々な目的のために有用である。 (もっと読む)
合成樹脂薄膜を張設した成型品の製造方法

【課題】
少なくともその一部に合成樹脂薄膜シートが張設された製品を、当該シートに所謂皺などが発生することなく、美しく張設できる合成樹脂薄膜を張設した成型品の製造方法を提唱するものであり、他に本発明の目的は、上記薄膜シートが正しく張られた状態で金型内に導かれるようにしたこと
【解決手段】
装置本体(1)に装備させた一対の金型金型(2)(2)間に合成樹脂製薄膜シート(3)を介在させ、該金型(2)(2)を閉じる行程と、該金型金型(2)(2)内に樹脂材料(9)を射出し、合成樹脂製薄膜シート(3)が張設された製品(10)を製造する行程と、当該製品(10)から合成樹脂製薄膜シート(3)の不必要部分をカットする行程と、当該製品を金型(2)(2)から突出す行程、よりなる
(もっと読む)
輪郭形成されたバーを製造するための方法および装置
本発明は、カプセル封入によって仕切りガラス(2)上にポリマー材料からなる輪郭形成されたバー(1)を製造するための方法であって、少なくとも一つの成形要素(3、3’)が少なくとも一つの密封接合システム(4)によって仕切りガラス(2)に接触させられた後に実行される成形ステップを備える方法に関する。本発明は、上記の密封接合システム(4)内に少なくとも一つの通気口が形成されることを特徴とする。  (もっと読む)
(もっと読む)
溶融樹脂で厚さを貫通する浸潤を行うための方法及び装置
浸潤成形方法における溶融樹脂又はピッチの急速移送のための成形装置。この装置は例えば樹脂又はピッチを溶融し運搬するための押出し器(4)と、樹脂又はピッチがモールド内のモールドインサート空洞(19)内に運搬されるように配置されるモールド(10)とを有する。モールドインサートはモールドインサート空洞の1側(ID)からモールドインサート空洞の反対側(OD)に向かう樹脂又はピッチの圧力勾配及び流れを生じさせるための外径リング(20)のような内部突出部を有する。モールドインサートはまた多孔性物体を通る溶融樹脂又はピッチの1方向流れをもたらすような位置においてモールドインサート空洞内で多孔性物体(1、18)を位置決めするための位置決めリング(25)のような内部突出部を有する。また、急速樹脂又はピッチ浸潤成形方法は、モールド内の圧力勾配を介して加熱されたプリフォームの1方向含浸を行うために高融点で高粘度の溶融樹脂又はピッチをモールド内へ射出する工程を有する。 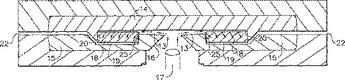 (もっと読む)
(もっと読む)
熱可塑性エラストマー製歯付ベルトの製造方法。
【課題】樹脂の流れを均一にして心線の並びを良好にし、ベルトスリーブのスクラップ量を低減した熱可塑性エラストマー製歯付ベルトを提供する。
【解決手段】内型3がベルト成型部11とその両端の支持部10からなり、この支持部10に着脱リング14a,14bを装着してベルト成型部11の外周面と同一面にした後、心線16を一方の着脱リング14aの巻始め領域Sからベルト成型部10へ、そして他方の着脱リング14bを巻終り領域Tにして巻付けし、ベルト成型部10の両端部15で心線止め部Pを形成した後、巻始め領域Sと巻終り領域Tに巻付けた心線16を切断して各着脱リング14a,14bを抜取り、この内型3を外型2bに設置し、溶融樹脂33をベルト成型部の幅をゲート幅とするフィルムゲート46から心線の巻付け方向へ流し込んでベルトスリーブ18を成形し、内型3から脱型したベルトスリーブ18を切断して歯付ベルトにする。
(もっと読む)
口金部付きのランプ
本発明は、ランプバルブ(1)に関し、該ランプバルブは端部にポリマーセラミックから成る口金部(5)を備えている。口金部(5)は直接にバルブの端部に射出成形されている。  (もっと読む)
(もっと読む)
導光体の製造方法および装置
【課題】 光シートバスへの光ファイバの接続を効率よく行う。
【解決手段】
光シートバス10の形状を形取ったキャビティCと、このキャビティCに通じる挿入穴51A,51B,52A,52Bとを有して形成された射出成形型30を用い、光ファイバ20が接続された光シートバス10を製造するに際し、光ファイバ20を光ファイバ供給装置40により一定長さだけ51A,51B,52A,52Bに挿入する段階と、キャビティCに溶融樹脂を射出して光シートバス10を成形する段階とを行う。
(もっと読む)
複数部材からなる部品の構造及びその製造方法
【課題】
複合一体成形品において、金属を含むインサート部材とプリモールド部材との間の密着性を高めた複合一体成形品を提供する。
【解決手段】
結晶性を有する熱可塑性樹脂から成るプリモールド部材と、金属,セラミックス,樹脂、あるいはこれらの材料を組み合わせた複合材料をプリモールド部材で一体にプリモールドしたプリモールド品を熱可塑性樹脂のオーバモールド部材にインサートし、プリモールド品を包囲する複合一体成形品であり、インサート部材の外周に有るプリモールド部材に対して、予めプリモールド部材の結晶融解温度より低温による熱処理を施した後、インサート成形するものである。
【効果】
インサート部材と該インサート部材を包囲する樹脂との界面に間隙を発生させることなく密着性を確保しうる、高信頼性のインサート部材付きモールド品を安価な製造方法で実現できる。
(もっと読む)
導光体の射出成形型
【課題】 本発明では、シート状の光シートバスなどの単純形状となる導光体であっても良好に型から取り外すことができる導光体の射出成形型を提供することを目的とする。
【解決手段】 射出成形型30は、光シートバス10の一部の形状を形取った形状凹部31bを有する固定型31と、固定型31に対して移動自在であり、かつ、光シートバス10の他部の形状を形取った形状凹部32bを有する可動型32と、可動型32内の光シートバス10を外部へ突き出すための可動側突出し機構34と、を備えている。そして、固定型31には、可動型32の移動に同期した速度で光シートバス10を可動型32側に突き出す固定側突出し機構33が設けられている。
(もっと読む)
射出成形研磨物品の作製方法
研磨物品を作製するための方法が開示される。典型的な実施態様は、研磨凝集塊の粒子(10)を研磨物品の型(2)の少なくとも一部(8)に配置する工程と、溶融熱可塑性バインダー樹脂を前記研磨物品の型(2)内に射出する工程と、前記熱可塑性バインダー樹脂を冷却させ、その結果、研磨凝集塊の前記粒子(10)が前記熱可塑性バインダー樹脂中に固定される工程とを含む。 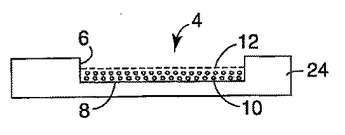 (もっと読む)
(もっと読む)
インサート部材を有するモールド部材及びその製法
冷熱時の樹脂内部の収縮応力及び歪みを吸収して緩和することが出来る、インサート部材付きのモールド部材を提供するために、樹脂で形成されるモールド部材本体と、前記モールド部材本体に金属,セラミックス,樹脂、あるいはこ
れらの材料を組み合わせた複合材料からなる部品がインサートされている樹脂モールド部材において、インサート部材の外周、少なくとも角部,突起部,段差部の近傍に空隙を設けると同時に、インサート部材の外周部に空隙無くモールド樹脂とインサート部材を連続モールドした個所も合わせて形成されている構成とした。容易な製造方法で、冷熱耐久におけるインサート部材と樹脂の線膨張係数の差から発生する樹脂のクラックを回避しうる、高信頼インサート部材付きモールド部材を実現できる。
(もっと読む)
樹脂コーティング方法とインサート成形品並びに樹脂被覆金属歯車類
インサート部材および金型を別々に各々予加熱し、溶融樹脂を射出するインサート成形工程と、成形物を金型内で保持する工程と、金型から取り出した後、室温で徐冷する工程からなるインサート成形方法とし、これらの方法によって樹脂割れのない、耐環境特性に優れた成形品を実現し、汎用性が高く、樹脂割れの防止と密着性に優れるインサート成形方法とこれを用いた成形品とする。
また、金属歯車類と成形用金型を各々定められた温度に加熱した状態で、溶融樹脂を射出成形し、金属歯車表面に樹脂コーティングする方法と、成形後においても、無潤滑下での使用中においても樹脂割れ等が起こらず、強度・剛性・精度・耐衝撃性・耐疲労性・騒音低減性・耐摩耗性に優れた樹脂被覆金属歯車を実現することのできる新しい技術的手段とする。  (もっと読む)
(もっと読む)
剛性部と関節状部分とから成るプラスチック射出成形部品およびその用途
本発明は、少なくとも1つの剛性領域(11)および少なくとも1つの可撓性弾性関節状領域(12)を有するプラスチック射出成形部品(10)に関する。前記射出成形部品は、剛性領域の近傍にある少なくとも1つの射出点(1)からコインジェクション成形される様々なプラスチック組成物から、1つのキャビティ内で生産され、一方の構成要素が剛性領域を過ぎて突出し、関節状領域を形成することを特徴とする。 (もっと読む)
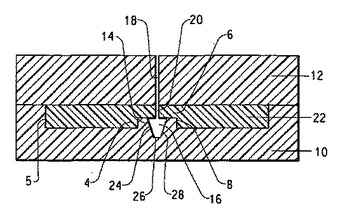
UV硬化性シーリング・アセンブリの製造方法
好ましくは射出成形工程である成形工程を組み入れているインプレース硬化技術を用いるシールおよびガスケットの製造方法が提供される。本方法は、支持体部材(22、30、48、68)から金型プレート(12、10、34、36、60、62、76、78)を分離し、それに対してUV硬化性シーリング組成物を付着したままにする工程と、前記アセンブリをUV放射線に露光して前記UV硬化性エラストマー・シーリング組成物を硬化させる工程とをさらに含む。本方法は、UV放射線によって硬化することができる、かつ、支持体部材(22、30、48、68)に付着している組成物を含むシーリング・アセンブリの製造に有用である。
 (もっと読む)
(もっと読む)
141 - 155 / 155
[ Back to top ]