
Fターム[4F206AD05]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 材料 (2,442) | プラスチック、ゴム (1,284)
Fターム[4F206AD05]に分類される特許
1,121 - 1,140 / 1,284
車両用部品の製造方法

【課題】 車両用部品本体の外観不良を低減することができる車両用部品の製造方法を提供する。
【解決手段】 車両用部品としてのラジエータグリルは、樹脂製のラジエータグリル本体12と、車両側の被取付部にラジエータグリル本体12を連結するための連結部材13とを備える。
ラジエータグリルの製造方法は、第1成形工程と第2成形工程とを含む。第1成形工程は、ラジエータグリル本体12と、その取付面から突出する突出部16とを一体成形する工程である。第2成形工程は、連結部材13を構成する結合部15を射出成形する工程である。この第2成形工程では、まずキャビティ52内におけるラジエータグリル本体12の取付面上に、ブロック状部材20を配置する。次に、溶融樹脂材料によって突出部16を包囲するようにして結合部15を成形する。
(もっと読む)
基材付き成形品及びその製造方法

【課題】 ホログラム装飾層付きの基材をインサートして成形しても、基材と樹脂とを一体化することのできる基材付き成形品及びその製造方法を提供する。
【解決手段】 金型1の成形部2にシート4をインサートして溶融した成形用の樹脂3を射出充填し、シート4と樹脂3とを一体化して成形品を得る製造方法であり、シート4を、光透過性の表面フィルム41と、表面フィルム41に対向して充填された樹脂3と一体化するバックアップフィルム42と、表面フィルム41とバックアップフィルム42との間に介在されるホログラム装飾層43と、表面フィルム41とバックアップフィルム42、及びバックアップフィルム42と樹脂3を接着する接着層48・48Aとから構成する。バックアップフィルム42がホログラム装飾層43を成形用の樹脂3の熱圧から有効に保護するので、金属箔46の微細な凹凸が損傷したり、金属箔46にマイクロクラックやシワが生じ、ホログラムが機能しなくなるのを抑制防止できる。
(もっと読む)
転写シート
【課題】加飾層と凹凸模様とを組み合わせた高意匠性に富む転写フィルムを得る。
【解決手段】基体シート2の一方表面上に加飾層5を含む転写層7が形成され、前記基体シート2の他方表面上にインキを用いて凸型印刷層3によるパターンが形成された転写シート1であり、前記インキは樹脂微粒子とバインダーを含むものであり、コールカウンター法により求めた前記樹脂微粒子の重量平均粒子径が2〜60μmであり、前記インキ中の前記樹脂微粒子の前記バインダーに対する重量比率が10%〜30%である。
(もっと読む)
装飾フィルムのインサート成形方法
本発明は、熱可塑性材料(3)用の1またはそれより多くの入口開口部(5)を有する金型キャビティ(7)において、装飾フィルム(2)を熱可塑性材料(3)でインサート成形する方法に関する。フィルム(2)はその全面が金型キャビティ(7)の内壁に配置され、インサート成形の前に、少なくとも1つの入口開口部(5)の付近で装飾フィルム(2)に保護要素(4)が供給されている。  (もっと読む)
(もっと読む)
ダイクロイック意匠付きインサート成形品の製造方法及びダイクロイック意匠付きインサート成形品
【課題】 クラックが入りにくく、生産効率が高く、ダイクロイック性に優れたダイクロイック意匠付きインサート成形品の製造方法及びダイクロイック意匠付きインサート成形品を提供する。
【解決手段】 液晶配向性が付与されたプラスチックフィルム1の片面に接着層14が設けられたインサートフィルムを成形用金型内に配置し、型締め後、溶融状態の成形樹脂12を注入することによりインサートフィルムと樹脂成形品13とが一体化したインサート成形品11を得、型開き後、取出されたインサート成形品11に対して液体化したコレステリック液晶材料3を塗布することにより表面に光干渉膜4を形成する。
(もっと読む)
射出成形型
【課題】 サイドゲート方式でありながら溶融樹脂が成形表皮の表側に回り込まないようにして商品性を向上させるとともに、簡素な型構造で経費の低減化を図る。
【解決手段】 成形表皮19を第1金型7にセットして型閉めした状態で、成形表皮19の外周端末部が外側に所定角度で傾斜して反り返る反返り部21を収容する反返り部収容凹所27を第1金型7の成形面17にサイドゲート29と連続するように凹設する。射出成形時にサイドゲート29を通過した溶融樹脂Rの射出圧で反返り部21を反返り部収容凹所27の壁面に押し付けるようにする。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】芯材に表皮を積層した自動車用内装部品を形成する方法において、所望の部分を有効にソフト化し、且つ重量アップを抑制できる製造方法を提供する。
【解決手段】表皮3の一部に厚肉部6を形成するために、前記キャビティ4の一部の部分の間隙を大きくするとともに、その間隙を大とした部分にある型をスライド型13’に構成する。該スライド型13’には、反対側のキャビティ型12に向かって複数の凸部14を突出させる。前記熱硬化性樹脂を注入して加熱した後、該熱硬化樹脂が未硬化の段階で前記スライド型13’を他方の型から離れる方向へスライドさせる。すると、厚肉部6における熱硬化性樹脂に前記凸部14に対応した凹陥部16が生じ、表皮3の硬化後に上記凹陥部16が閉じることによって、前記厚肉部6に相当する部分の表皮内に気泡17’を生じさせる。
(もっと読む)
表皮一体射出成形方法
【課題】 サイドゲート方式でありながら溶融樹脂が成形表皮の表側に回り込まないようにして商品性を向上させるとともに、簡素な型構造で経費の低減化を図る。
【解決手段】 表皮一体成形品の表面形状に成形され外周端末部の所定箇所に鋸刃状カット部21が形成された成形表皮19を成形表皮19の表側を成形面17に沿わせて第1金型7にセットする。第1金型7と第1金型7に対向配置された第2金型15とで型閉めして両者間に形成されたキャビティ内に射出機のノズルからスプル及びランナー29を経てキャビティ周縁部外側のサイドゲート27から溶融樹脂Rを成形表皮19外周端末部の鋸刃状カット部21の裏側を通過するように射出して表皮一体成形品を成形する。
(もっと読む)
モールド部品及びそれを用いた電子装置
【課題】
多重モールド成形におけるモールド部品内部の応力を吸収軽減して、電気的接続用端子のボンディング脇面と樹脂間に発生する隙間を防止し、電気的接続用端子のボンディング接合面とアルミワイヤとの接触部位に安定した摩擦力を得て、接合するに必要なエネルギーを得ることができ、良好なボンディング性を確保することのできる電子装置用多重成形一体モールド部品を提供する。
【解決手段】
一次成形モールド形品の電気的接続用端子モールド部が二次成形モールド後に表面に露出するもので、二次成形モールド樹脂の硬化時に発生する樹脂収縮に伴う応力の伝達経路となる一次成形モールド品の一次成形モールド樹脂部に、応力吸収構造を形成する。
(もっと読む)
ポリプロピレンと熱可塑性ポリウレタンとを含有する物品
化学的接着促進剤なしで付着結合する熱可塑性ポリウレタンとポリプロピレンとを含有する物品。 (もっと読む)
プラスチック複合物品及びその製造方法
一体構造(例えば、地球物理的繊維素材)、多層長尺部材又はそれらの組合せを含むことができる中間品形体として典型的に提供される、一般に少なくとも1つのポリマー強化相を使用する強化複合物品及びその製造方法。中間品形体は、例えば複合物品を形成するように製造及び加工できる。任意の団結工程を含む中間品形体の加工(例えば、オーバーモールドプロセスよっても他の方法によっても)は一般に、ポリマー強化材及び比較的平滑な表面を有する物品中に比較的高度の形態保持を生じる傾向がある。  (もっと読む)
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなる。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、その後、巻込み駒81により巻込みシロ24を起立させるとともに、加熱治具70として屈折構造、巻込み駒81として回動機構を採用し、巻込みシロ24を加熱しながら巻込み処理するとともに、ヒーター77を巻込みシロ24から垂直方向に離脱させることで、溶融面の凹凸を解消し、円滑で迅速な巻込み処理操作を行なう。
(もっと読む)
偏光性積層体及びその製造方法
【課題】簡単な構造を有するともに、耐衝撃性及び成形加工性が高く、偏光層と保護シートとの密着性(又は保護シートと熱成形性樹脂層との密着性)が高く、レンズ基材などとして有用な偏光性積層体及びその製造方法を提供する。
【解決手段】イソシアネート基又はウレタン基を有する接着剤(二液硬化型ウレタン系接着剤など)を用い、偏光層の両面にポリアミド樹脂(少なくともアミノ基を有する透明ポリアミド樹脂など)で構成された保護層を積層し、偏光性シート層で構成された偏光性積層体を製造する。また、偏光層の両面に保護層を積層し、さらに、少なくとも一方の前記保護層にポリアミド樹脂(少なくともアミノ基を有する透明ポリアミド樹脂など)で構成された熱成形性樹脂層を形成して偏光性積層体を製造する。偏光性シート層をインサート成形に供し、少なくとも一方の保護層に射出成形により熱成形性樹脂層を形成してもよい。
(もっと読む)
混合された材料表面領域を有する成形部品およびその製造方法
本発明は、魅力的な外観を有し、皮革、布帛、木材、金属または他の半硬質の表面材料等の少なくとも2つの異なる材料の表面領域を備える薄い射出成形プラスチック製品を与える。これらの成形製品は、天然材料の本物の触感と、薄い寸法、美観および/または耐久性との所望の組み合わせを有する。したがって、成形プラスチック製品は、概略同一平面または概略連続的に、2つの表面層材料が接する境界線を含んで近接および連結する複数の表面領域を有する異なる第1の材料(1)および第2の材料(2)の層の少なくとも2つの装飾表面領域を有する前面装飾表面を備えるプラスチック基体部品を有する。前面については、第1の材料の少なくとも一部は、第2の材料の少なくとも一部の上部に配置されかつ第2の材料の少なくとも一部と重なる。プロセスの態様において、2つの表面材料片は型キャビティ内に配置され、2つの材料はともに、各々が成形部品の前面側に表面領域を与えるように配置される。任意選択的に、一方または両方の表面材料片の背面側または非装飾側に接着剤および/またはバッキングの材料(3,5)がある。成形用プラスチック(9)は、型(6,7)内に射出され、表面材料の背面側に接触および接着し、成形プラスチック基体部品を与える。成形用プラスチックが十分に流動性である間に、キャビティに圧力を適用し、好ましくは射出成形プロセスにおいて、2つの異なる表面材料を実質的に同一平面または連続的な表面に圧縮および/または形成し、そしてより厚い重なり領域を必要な深さまでプラスチック基体部品内に向かってプレスするのに十分である。 (もっと読む)
履物製品用のインサート及び該インサートを製造する方法
耐久性及び可撓性が高められていると共に、履物の側部に沿って露呈したときに親指による可撓性テストが申し分のない、履物用インサート。当該インサートは、可撓性ケーシングによって少なくとも部分的に囲まれている圧縮性芯材を有する。可撓性ケーシングは、当該可撓性ケーシングへの当該圧縮性芯材の挿入に十分であるが当該圧縮性芯材を保持するのに十分な材料は残しているサイズの開いた窓を有する。当該可撓性ケーシングの周部は、圧縮性芯材の周面の少なくとも一部分から離間しており、足が圧縮性芯材に圧力をかけるのを妨げない。インサートを製造する方法も提供される。 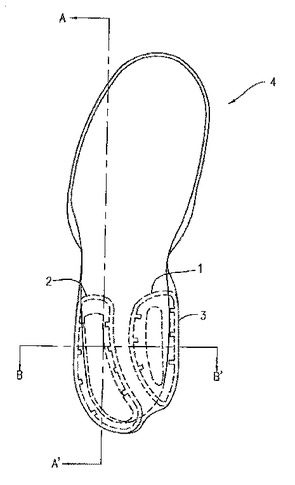 (もっと読む)
(もっと読む)
樹脂成形体の成形方法および成形型
【課題】キャビティの開口部の閉塞面に溶融樹脂を導出して接着する際に、その閉塞面が曲面部を有しても、成形型と被成形物との間に隙間が生じることなく、バラツキを防止できる成形体の成形方法および成形型を提供する。
【解決手段】開口部13aを有する所定形状のキャビティ13を持つ成形型10を用い、ノズルから連通口を介して溶融樹脂をキャビティに導入して、前記開口部を塞ぐように配置する被成形物2の閉塞面2aにその溶融樹脂を開口部から導出して一体化する際に、前記開口部を取り囲むように間隙防止部材15を配置し、その閉塞面と型側接触面14とが間隙防止部材を介して接触するように配置する工程と、閉塞面と型側接触面とが接触し、かつ密着して開口部を閉鎖した状態で溶融樹脂をキャビティに導入する工程と、その導入した溶融樹脂をその閉塞面上で冷却固化させて当該閉塞面に接着一体化する工程を含むことを特徴とする。
(もっと読む)
樹脂製熱交換器のコア部及びそのコア部成形型並びにコア部成形方法
【課題】 コア部の成形作業が容易となり、接合部の形状の自由度を高めることができ、薄肉扁平チューブをヘッダプレートに接合してコア部を形成するなど、各種形状のコア部の成形に適応できる。
【解決手段】 本発明は、チューブ2の端部17にヘッダプレート3,4を接合して成形される樹脂製熱交換器のコア部1であって、チューブ2は押出し成形により形成され、ヘッダプレート3,4はチューブ2の端部17に樹脂を射出成形することによりチューブ2の端部17に接合されるように構成されていることを特徴とする。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の見栄えを向上させ、かつ端末処理作業を簡素化する。
【解決手段】ドアトリム10のベースであるドアトリム本体(積層構造体)20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂モールド部22と、発泡樹脂基材21の表面に一体化される加飾材23とから構成する。従って、軽量な発泡樹脂基材21を使用するとともに、樹脂モールド部22との投影面積の軽減により、軽量化、コストダウンを図る。また、ドアトリム10の外周縁の端末折曲部70をコア部421の外側に設けた押圧機構部50により、薄肉化並びに成形上型41の絞模様60を転写することで、端末折曲部70の見栄え並びに端末処理作業性を高める。
(もっと読む)
転写用ポリエステルフィルム
【課題】使用環境によらず安定して発現する帯電防止性能や耐ブロッキング性能を有し、転写材として優れた諸性能を有する転写用ポリエステルフィルムを提供する。
【解決手段】転写用ポリエステルフィルムは、全方位での引っ張り強さが160MPa以上で、全方位での超音波伝導速度の最大値と最小値の比率(最大値/最小値)が1.0〜1.4で、且つ少なくとも非転写面側に、水との接触角が80°以上の帯電防止処理層を有し、該帯電防止処理層表面の表面比抵抗値が(1)〜(3)の要件を満たす。 (1)温度25℃、相対湿度65%での表面比抵抗値(R1)が1010Ω/□以下 (2)温度25℃、相対湿度30%での表面比抵抗値(R2)とR1が以下の関係を満たす log(R2/R1) ≦ 3.0 (3)該処理層を流水処理した後における、温度25℃、相対湿度65%での表面比抵抗値(R3)とR1が以下の関係を満たす log (R3/R1) ≦ 3.0
(もっと読む)
成形構造体
【課題】 基体、特に繊維ボード等の低密度の基体を変形させることなく、その上に十分な接合力で成形体が接合された成形構造体を提供することを目的とする。
【解決手段】 ドアトリム1のトリムボード2は、植物等の繊維とこれを繋ぐようにポリプロピレンをバインダーとして含浸させて形成した基材21と、これの表面に被覆した表皮22とにより構成されている。固定型62と移動型63との間に形成されたキャビティ65の開口を、トリムボード2によって閉塞した後、キャビティ65内に熱可塑性樹脂材料を射出することにより、ブラケット3をトリムボード2上に成形する。ブラケット3のトリムボード2への接合部33は、ブラケット3の外周縁に配置され基材21上に延びた線状部34と、線状部34から基材21上をブラケット3の外方に向けて突出した枝部35により構成されている。
(もっと読む)
1,121 - 1,140 / 1,284
[ Back to top ]