
Fターム[4F206AD05]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 材料 (2,442) | プラスチック、ゴム (1,284)
Fターム[4F206AD05]に分類される特許
1,201 - 1,220 / 1,284
層状成形品における又はそれに関係する改良
【課題】基体に接着した発泡可能材料が未発泡状態の層状成形品を得る。
【解決手段】成形された基体に接着した発泡可能材料からなる層状成形品が、発泡可能材料の片を金型内に置き、そして基体が発泡可能材料に接着するが発泡可能材料に発泡を起こさせることがないように発泡可能材料の通常の発泡温度より上の温度で金型内において基体を成形することによって製造され、成形プロセスは射出成形またはブロー成形であることができ、そして成形品は自動車用の音響バッフルまたは構造強化材として有用である。
(もっと読む)
自動車用内装部品
【課題】積層構造体を一部に含む自動車用内装部品であって、製品の軽量化を図るとともに、外観見栄えを高める。
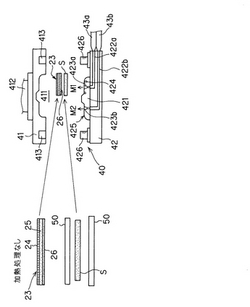
【解決手段】ドアトリム10は、軽量でかつ保形性を有する発泡樹脂基材21の裏面に樹脂リブ22が積層一体化され、表面に加飾材23を貼付した積層構造体(ドアトリムアッパー)20と、樹脂単体品(ドアトリムロア)30とから構成され、上記加飾材23の裏面にホットメルトフィルム26がラミネートされ、発泡樹脂基材21の素材である発泡樹脂シートSを高温で加熱軟化処理した状態で成形金型40内に投入し、加飾材23を加熱処理を施さないか、あるいは低温の加熱処理で済ませた状態で発泡樹脂シートSの上面に載置し、発泡樹脂シートSからの余熱で加飾材23を軟化させ、成形金型40の型締めによる低圧のプレス成形で一体化するとともに、ホットメルトフィルム26のフィルム損失を小さく抑える。
(もっと読む)
特に自動車の構築に使用される成形部材を製造する方法、およびこの目的で適切なコーティングを有するシート
本発明は成形部材の製造方法に関する。該方法は、以下の工程を含む:支持シートに、水性または溶媒を含有する顔料含有コーティング組成物(P)を塗布し、かつ完全に架橋された後で、透明コーティング(KE)を与えるラジカル的に架橋可能なコーティング組成物を塗布し、そこから乾燥されたが、まだ完全に架橋されていないコーティング(KT)を得て、そのコーティングされた支持シートを成形し、液体のプラスチック材料で裏打ちまたはフォーム裏打ちし、前記コーティング(KT)を、まだ行われていなければ、硬化または後硬化させ;その際、前記架橋可能なコーティング組成物(K)がラジカル的に架橋可能な成分(KK)を含有し、該成分は、カルバメート基および/またはビウレット基および/またはアロファネート基および/または尿素基および/またはアミド基を有する。 (もっと読む)
蓋材およびその製造方法

【課題】 蓋材を容器本体に装着して使用する際に、上蓋を繰り返し開閉した場合であっても、ラベルに皺が発生することはなく、また、ラベル自体が上蓋から剥がれることもない蓋材を提供する。
【解決手段】 インモールド用ラベルを有しインモールド射出成形により成形された、容器本体の口部に着脱可能に装着される蓋材において、外面に配置された前記インモールド用ラベルを有する上板、および、該上板の周線から下降する側板を備えた、開閉自在の上蓋と、前記側板に、引裂きリングおよびヒンジを介して連結された、容器本体の口部に係合する固定リングとを備え、上板が、インモールド用ラベル側の面が外方に突出するように凸状に形成されている。
(もっと読む)
エアバッグフラップシステム
本発明はエアバッグフラップシステム、およびこのエアバッグフラップシステムを製造するための方法に関する。エアバッグフラップシステムは、エアバッグカバー(1)および支持体(2)を含む。エアバッグカバー(1)は第1プラスチック材料を少なくとも80重量パーセントまで含み、支持体(2)は第2プラスチック材料を少なくとも80重量パーセントまで含む。ここで、第1プラスチック材料は第2プラスチック材料よりも小さな曲げ弾性係数を有する。エアバッグカバーは、支持体内に少なくとも部分的に延びる枠部(3)を有し、枠部(3)は上面および下面が支持体(2)によって覆われる。本発明の目的は、エアバッグカバー(1)と支持体(2)との安定した接続を保証することにある。 (もっと読む)
軟質感触被膜により被覆された複合プラスチック成形品及びその製造方法
【課題】軟質感触表面を有し、容易に製造でき、軟質感触表面は成形及びプラスチックによる裏打ち射出成形の間に影響を受けない、プラスチックの複合成形品を提供する
【解決手段】A)A1)熱可塑性樹脂のキャリアフィルム、及びA2)キャリアフィルムA1)の1つの面上に配置された軟質感触塗料の被膜を含む熱可塑性成形性耐熱複合フィルム、並びにB)軟質感触被膜から遠い方の、キャリアフィルムA1)の他面上に配置された熱可塑性層を含む複合プラスチック成形品であって、軟質感触被膜A2)は、i)水酸基及び/又はアミノ基を含まないポリウレタン及び/又はポリウレタンウレア、ii)水酸基及び/又はアミノ基を含むイオン変性ポリウレタン及び/又はポリウレタンウレア、並びにiii)架橋剤を含む組成物から得られる、複合プラスチック成形品。
(もっと読む)
ポリエチレンテレフタレート樹脂によるフィルムインサート成形品及びその成形方法
【課題】 印刷インク層を備えたPET樹脂フィルム層とPET樹脂成形層との密着性を高め、耐薬品性においても優れたPET樹脂によるフィルムインサート成形品及びその成形方法を提供する。
【解決手段】 印刷インク層11を備えたPET樹脂フィルム層10を、ウレタン系バインダー層またはPET系バインダー層14を介して、PET樹脂成形層15に密着させて成形した。
(もっと読む)
厚肉成形品の射出成形方法
【課題】 厚肉成形品の所謂2重成形に係る方法において、外から見える部分にゲート跡が残らないようにすること、そして表面艶を良好にすることを課題とし、もって表面の仕上げ工程が不要で、外観の良好な厚肉成形品を提供することを目的とする。
【解決手段】 厚肉成形品の射出成形において、第1次射出成形により成形品の裏側面から表側面に貫通する貫通流路5を形成した1次成形品1を射出成形し、次に前記1次成形品1をインサート材として、前記貫通流路5の成形品裏側面の開口端をゲート6とし、貫通流路5を経由して1次成形品1の少なくとも表側面を被覆状に溶融樹脂を流動させて第2次射出成形を実施する。
(もっと読む)
成形品の製造方法
【課題】 歩留まりを向上させることができるとともに、生産性を向上させることができる成形品の製造方法を提供する。
【解決手段】 成形品としてのインストルメントパネルの表皮を成形する表皮成形工程は、表皮成形用固定金型31と表皮成形用移動金型32とで形成される表皮成形用キャビティ33に、第1ゲート34及び第2ゲート35から同じ射出圧で流動性がスパイラルフローで20〜70cmの範囲内の表皮成形用材料36を射出して表皮を成形する工程である。この工程において、表皮成形用キャビティ33からの表皮成形用材料36の漏れを抑制する漏れ抑制部位として接触部分32bを設定する。表皮成形用固定金型31には、第1ゲート34及び第2ゲート35を接触部分32bに対して第1ゲート34が第2ゲート35よりも近くなるように配設する。表皮成形用材料36の射出時には、第1ゲート34からの射出よりも第2ゲート35からの射出を先に行う。
(もっと読む)
ポリアセタールと熱可塑性加硫エラストマーから製造された複合体
本発明は、少なくとも一つのポリアセタールと少なくとも一つの改質熱可塑性加硫物(TPV)エラストマーから製造された複合体に関する。該複合体は、一部又は完全に該改質TPVで被覆されているか又はその上に該改質TPVから製造された一つ以上の成形品が直接成形されている、ポリアセタール成形品から形成されている。該改質TPVエラストマーは、硬度30〜90ショアAを有し、成分:a)0.05〜10重量%の安定剤及び/又は架橋補助剤を添加された1〜50重量%のポリオレフィンマトリックス中の、2〜75重量%の完全又は一部架橋エチレン/プロピレン/ジエンゴム(EPDM);b)少なくとも1〜30重量%の相溶化剤;及びc)10〜70重量%の非オレフィン性熱可塑性材料;を含む複合物である。本発明はさらに、多成分射出成形による上記の複合体の製造法並びにシール特性及び制動特性を有する機能性部品としてのそれらの使用にも関する。 (もっと読む)
多孔質膜カートリッジ及びその製造方法
【課題】 多孔質膜を保持するカートリッジにおいて、多孔質膜の側部への液体の回り込みを防止する。
【解決手段】 一端寄りの外周面がバレル側融着部42となる筒状のバレル40と、バレル側融着部42に外接するキャップ側融着部23を有し、バレル側融着部42の開口縁部42bと当接してバレル40との間で多孔質膜30を挟持する挟持面を有する筒状のキャップ20と、バレル側融着部42の開口縁部42bとキャップ20の挟持面との間に挟持される多孔質膜30とを備え、キャップ20及び多孔質膜30を射出成形型のキャビティ内にインサートした後、キャビティ内に成形材料を射出することで、バレル40の部分の形状が成形された多孔質膜カートリッジ1であって、キャップ側融着部23は、その高さ(H)と外径(D)との関係(H/D)が0.07以上であることを特徴とする。
(もっと読む)
車両用部品及びその製造方法
【課題】 車両用部品本体の外観不良を低減することができる車両用部品及びその製造方法を提供する。
【解決手段】 車両用部品としてのラジエータグリルは、合成樹脂製のラジエータグリル本体を備え、ラジエータグリル本体の取付面12c側に結合される取付部材によって車体に取り付けられる。ラジエータグリル本体の取付面12cには、取付部材の射出成形によって包囲される第1リブ13がラジエータグリル本体と一体成形されている。ラジエータグリル本体と取付部材とを備えるラジエータグリルの製造方法は、第1の成形工程と第2の成形工程を含む。第1の成形工程は、ラジエータグリル本体とその取付面12cに設けられる第1リブ13とを一体成形する工程である。第2の成形工程は、第1リブ13を包囲するように取付部材を射出成形して取付部材をラジエータグリル本体に結合する工程である。
(もっと読む)
樹脂成形品の製造方法
【目的】成形部材を構成する主たる基材の機械的特性を損なわず、加熱変形も伴わず、機能性を有する膜を均一に、さらに薄膜に生成させ、複数種の異なった機能性を有する膜を形成するのに適した樹脂成形品の製造方法を提供する。
【構成】プレス加工、切削加工などの加工方法で作成した中子20a表面に機能性薄膜20b、20cを粉体塗装や溶剤塗装でコーティングして、この機能性薄膜20b、20cがコーティングされた置き中子20を金型に被着させて樹脂を射出成形する。中子20a表面にコーテイングされていた機能性薄膜20b、20cは射出成形された樹脂と融合或いは相溶化して結合するので、成形後、中子20aを取り外すと、均一な厚さで発揮すべき機能がむらなく、さらに、基材としての樹脂に物性上の悪影響を与えることのない機能性薄膜20b、20cを空隙部表面に形成した樹脂成形品を製造することができる。
(もっと読む)
吸引管及び該吸引管の製造のための方法
本発明は、特に自動車の内燃機関の新気通路機構のための吸引管(1)に関する。該吸引管(1)は、少なくとも2つの管部分(3,4)から成る管区分(2)を備えており、前記管部分は注型品として成形されていて、かつ結合部(12)によって互いに結合されており、該結合部は前記管部分(3,4)間の分離線(5)の領域に射出成形された材料によって形成されている。  (もっと読む)
(もっと読む)
自動車用内装部品
【課題】積層構造体を一部に含む内装部品であって、製品の軽量化を図るとともに、外観見栄えを高める。
【解決手段】ドアトリム10は、軽量で、かつ保形性を有する発泡樹脂基材21の裏面に樹脂リブ22が積層一体化され、かつ表面に加飾材23を貼付した積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成され、上記加飾材23は、トップ層23aとクッション層23bとの二層積層構造体、あるいはトップ層23a、クッション層23bの裏面に裏面不織布層23cを積層一体化した三層積層構造体を採用するとともに、加熱軟化処理した発泡樹脂シートSと、加熱工程を廃止した加飾材23とを重ね合わせて成形金型40内に投入し、低圧のプレス成形により、一体化し、加飾材23におけるクッション層23bの断熱作用により、トップ層23aに熱変形等の熱による悪影響を排除して、手触り感、外観性能を高める。
(もっと読む)
インサート成形金型及びインサート成形品の製造方法並びにインサート成形品
【課題】 インサート成形品におけるウエルドラインの発生を確実に防止でき、穴形状を有する成形品やサイズの大きな成形品も効率よく製造することができるインサート成形金型及び該インサート成形金型を使用したインサート成形品の製造方法並びに該製造方法によって製造したインサート成形品を提供する。
【解決手段】 キャビティ面にインサートフィルム17を配置し、キャビティ13内に樹脂を射出して樹脂成形品を成形するとともに、成形品表面にインサートフィルムから模様を転写するインサート成形金型におけるキャビティ面の近傍に、キャビティ面を加熱するための加熱媒体及び冷却するための冷却媒体が供給される温調通路21,22を設け、射出時には温調通路に加熱媒体を供給してキャビティ面を樹脂の熱変形温度より高い温度に加熱し、射出終了後には温調通路に冷却媒体を供給してキャビティ面を熱変形温度より低い温度に冷却する。
(もっと読む)
エネルギー吸収物品
【課題】現在の車両スタイリング傾向の要件を満たしながら今日の厳しい安全基準に適合させるため、軽量で体積が小さいと共に、現在入手できるエネルギー吸収装置より良好な変形抵抗性及び高い衝突衝撃エネルギー吸収性を有するエネルギー吸収装置を提供する。
【解決手段】約1mmを超えるサイズを有する複数の膨張性構造物10を含んでなる物品。この物品100は、膨張性構造物に構造的に連結された1以上のセル境界20も含んでいる。セル境界は、膨張性構造物の変形に抵抗するように形成されている。自動車用エネルギー吸収器は、約1mmを超えるサイズを有する複数の膨張性構造物を含んでなる。
(もっと読む)
加飾樹脂成形品及び加飾樹脂成形品の射出成形方法
【課題】 表皮材がキャビティ内において成形時に延ばされないようにした。
【解決手段】 可動型7にインサート型保形部材2bを保持するインサート型保形部材保持部としての引掛け突起7dを設け、固定型6及び可動型7の型締め時には、加飾樹脂成形品であるピラーガーニッシュ2の隅角形状部2aを形成する固定型6の隅角形状部成形凹部6c内に可動型7側の引掛け突起7dに保持されたインサート型保形部材2bを挿入することにより表皮材4の裏面側を押圧して表皮材4を挟持固定し、固定型6及び可動型7の型締めによって形成されるキャビティ内においてインサート型保形部材2bをインサートしたままピラーガーニッシュ4を成形するように構成した。
(もっと読む)
成形同時加飾成形品およびその製造方法
【課題】コレステリック液晶薄膜を精密にパターン化でき、また、コレステリック液晶薄膜以外の層の素材選択幅の広い成形同時加飾成形品を得る。また、このような成形同時加飾成形品の製造方法を提供する。
【解決手段】 透明な成形樹脂層2の表面に少なくともパターン化された加飾層38が形成され、裏面に少なくともコレステリック液晶層34が形成された成形同時加飾成形品である。また、基体シート上に少なくともコレステリック液晶層を形成した転写シートA1をA金型6側に設置し、基体シート上に少なくともパターン化された加飾層を形成した転写シートB3をB金型7側に設置し、A金型とB金型とを型締めし、成形樹脂を注入し、冷却固化させた後、型開きして得る成形同時加飾成形品の製造方法である。
(もっと読む)
熱可塑性エラストマー製歯付ベルトの製造方法。
【課題】樹脂の流れを均一にして心線の並びを良好にし、ベルトスリーブのスクラップ量を低減した熱可塑性エラストマー製歯付ベルトを提供する。
【解決手段】内型3がベルト成型部11とその両端の支持部10からなり、この支持部10に着脱リング14a,14bを装着してベルト成型部11の外周面と同一面にした後、心線16を一方の着脱リング14aの巻始め領域Sからベルト成型部10へ、そして他方の着脱リング14bを巻終り領域Tにして巻付けし、ベルト成型部10の両端部15で心線止め部Pを形成した後、巻始め領域Sと巻終り領域Tに巻付けた心線16を切断して各着脱リング14a,14bを抜取り、この内型3を外型2bに設置し、溶融樹脂33をベルト成型部の幅をゲート幅とするフィルムゲート46から心線の巻付け方向へ流し込んでベルトスリーブ18を成形し、内型3から脱型したベルトスリーブ18を切断して歯付ベルトにする。
(もっと読む)
1,201 - 1,220 / 1,284
[ Back to top ]