
Fターム[4F206AD05]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 材料 (2,442) | プラスチック、ゴム (1,284)
Fターム[4F206AD05]に分類される特許
1,261 - 1,280 / 1,284
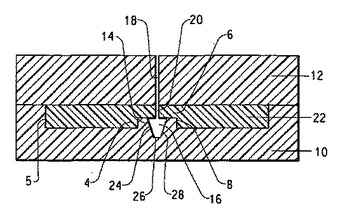
プラスチック射出成形被覆された打ち抜き格子の製造方法及びプラスチック射出成形被覆された打ち抜き格子
プラスチック射出成形被覆された打ち抜き格子(14)の製造方法において、この打ち抜き格子(14)に構成要素(16)を配置し、この構成要素(16)を射出成形型(40)内においてプラスチック(26)内に埋め込む。打ち抜き格子(14)を射出過程中において固定箇所(28,34)に固定部材によって固定して、打ち抜き格子(14)の形状を射出過程中において維持する。固定部材としてプラスチック部材(38)を使用し、このプラスチック部材(38)を射出されたプラスチック(26)によって取り囲み、これによって固定箇所(28,34)を密閉する。
また、プラスチック射出成形被覆された打ち抜き格子(14)であって、この打ち抜き格子(14)がプラスチックから成るケース(12)内に埋め込まれており、このケース(12)が第1及び第2の成分(24、26)を用いて製造されている形式のものが提案されている。打ち抜き格子(14)は第2の成分(26)によって完全に射出成形被覆されており、この場合、コンタクト(18)は機械的及び/又は電気的な打ち抜き格子(14)の接続のために覆われていない。第1の成分(24)はケース(12)の第1の外面(30)及び第2の外面(32)に通じている。  (もっと読む)
(もっと読む)
フロアディスプレイ

透明な材料からなるウィンドウプレート(2)と、ベースプレート(3)と、可撓性材料からなるフレームとを有するフロアディスプレイであって、フレーム(4)は、2つのプレート(2、3)の周囲に延びており、両プレートを一緒に保持しており、両プレート(2、3)の間には、シート状またはフィルム状の材料からなる交換可能なイメージキャリア(21)を配置することが可能になっており、フレーム(4)は、接合部によって、ウィンドウプレート(2)の外周エッジの略全体に対して離れないように接続されており、フレーム(4)は、接合部によって、ベースプレート(3)の多くとも2つの外周エッジの側面に対して離れないようにさらに接続されている。 (もっと読む)
複合モールド品
複数個の外部との電気的接続用端子を樹脂でインサート成形した端子部品において、少なくとも端子単品の電気的接触部と端子を固定保持している樹脂部材の間で、各端子単品の外周を途切れることなくリング状に取り囲む樹指帯を空隙なく設けると同時に、隣り合う各樹脂帯間は空
隙を有し、リング状の樹脂帯を有する複数個の端子の束とこの束を取り囲む樹脂部材間に空隙も合わせて形成されている構成とした。安価な製造方法で成形時の樹脂収縮における端子周囲と樹脂の界面に部分的な密着部を発生させて、モールド品内部側と外部の間において気密性を確保しうる高信頼性インサート部材付きモールド部材を実現できる。
(もっと読む)
バイザー付ヘルメット
予め射出成形したバイザー5と帽体3とを一体的に接合したバイザー付ヘルメット1であって、前記バイザー5に備えた接合壁部17の外側に、前記帽体に備えた開口端縁部9が接合してあり、この開口端縁部9と前記帽体3の内側に備えた舌状部31とによって前記接合壁部17を挟み込んだ構成であって前記バイザー5と帽体3との接合面を溶融接合してあると共に、前記接合壁部17に形成した貫通孔22内に入り込んだ入り込み係合部を前記帽体3の開口端縁部に備えており、前記バイザーと帽体との接合部は環状に形成してある。 (もっと読む)
任意のナイロンをオーバーモールドするためのブロック共重合体組成物
ナイロン基材をオーバーモールド層でオーバーモールド(OM)する熱可塑性エラストマー(TPE)は原則的に不活性フィラー、可塑剤、好ましくは鉱物油、および次の成分から選択された組合せから成る:(i)官能性が1%の官能化「高ゴム」SHDS(スチレン−水素化ジエン−スチレン)で、「小末端ブロック」が両方で重量で約8〜25%の範囲の量で存在する、官能化「高ゴム」SHDS(スチレン−水素化ジエン−スチレン);(ii)ポリスチレン末端ブロックおよびポリ(共役ジエン)中間ブロックに重合ビニル芳香族モノマーを持つ水素化SDSまたはSHDSブロック共重合体で、両方のポリスチレン末端ブロックがポリジエン中間ブロックのポリスチレンを差し引いたブロック共重合体の重量で20〜30%の範囲の量で存在する、水素化SDSまたはSHDSブロック共重合体;(iii)官能性が1%<しかし2%>である官能化「高ゴム」SHDSで、両方の「小末端ブロック」が重量で約8〜25%の範囲の量で存在する、官能化「高ゴム」SHDS;(iv)オレフィンが炭素原子を2から4コ持つ官能化ポリオレフィン(F3)で、重量で組成物の0〜30%ある、官能化ポリオレフィン(F3);(v)重量で組成物の0〜15%ある、水素化非官能化水素化ポリスチレン−ポリ(共役ジエン)−ポリスチレン(SHDS)ブロック共重合体;および(vi)組成物の有効寿命を高める添加剤。 (もっと読む)
射出成形法
歯ブラシヘッドの製造方法であって、歯ブラシのヘッド部を射出成形用金型キャビティーに密閉し、その射出成形用金型キャビティー内に熱可塑性エラストマー材料を射出することによって該ヘッドのエラストマー材料部を形成することを含んでなり、その際、射出成形用金型キャビティーから空気を抜き取るために、主金型分割線経由以外のベント手段が金型ブロックに設けてあることを特徴とする。好ましくは、前記ベント手段は、第2金型分割線を設けた金型ブロックからなる。 (もっと読む)
装飾製品の金型内ラミネーション
装飾層1、バッキング層3、及び非常に優れた“深みのあるイメージ”を提供するクリアー外層5を有している装飾用熱可塑性配合材の製造方法に関する。バッキング層3をクリアー外層5の背面、且つ薄い箔、フィルム、ファブリック、又はベニヤ材1の上面にバッキング層3を射出成形することにより、広範囲に渡る装飾パターンを有している装飾用アップリケ又は保護用アップリケを形成することができる。  (もっと読む)
(もっと読む)
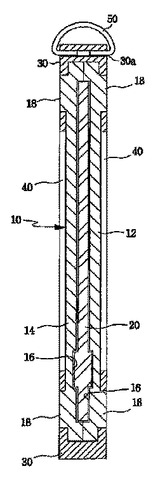
交通手段用コイン及びその製造方法
本発明は、RFラベルが内蔵された使い捨て型及び定額型交通手段用コインを回収して繰り返し再使用してもコインが簡単に破損しないようにし、コイン内部にRFラベルを内蔵することで、インサート射出成形して周縁を形成するときも、高熱によって前記RFラベルが破損しないようにしたものである。本発明の交通手段用コインは、内面の中央部に凹状の収容部が形成された第1円板と、前記第1円板の収容部と対応するように内面に収容部が形成された第2円板が一つに結合された本体と、前記本体の収容部に収容配置される円形のRFラベルと、前記本体が射出金型に挿入された状態で、前記本体の周縁部位に沿って被覆された円形のアウターリングとを備えることを特徴とする。
本発明によれば、本体の周縁にアウターリングを形成することによって、地下鉄などの交通手段の乗車券として使用するコイン(使い捨て型及び定額型を含む。)を1回あるいは複数回使用した後、回収して再び再使用しても周縁部位が剥離しないなど、コインの耐久性が大きく向上される効果がある。
 (もっと読む)
(もっと読む)
主基材に対する装飾製品のインモールドラミネーション
露出前面、背面、シェルの背面に形成され接着された発泡層、及び前面及び背面を有するアップリケを有している好ましくは可撓性を有するプラスチック材料のシェルを含んでいる装飾トリムパネルに関する。アップリケは、外側シェルの露出前面の一部の形状を引き立たせるように形成される。そして、アップリケは、スキンの背面と前面との間に接着層をさらに含んでいる。接着剤は、アップリケをシェルに接着する発泡層を形成している間に活性化される。対応する装飾トリムパネルの製造方法についても開示されている。 (もっと読む)
複合材料本体、それらの製造方法およびそれらの使用
ポリアセタールと、少なくとも1つの熱可塑性ポリエステルエラストマーとを含む複合材料であって、ポリアセタール成形品が熱可塑性ポリエステルエラストマーで一部または完全に被覆されるかまたはポリアセタール成形品上に熱可塑性ポリエステルエラストマーによって構成される1つ以上の成形品が直接成形されることにより形成されている上記複合材料が記載されている。本複合材料は、ポリアセタールと熱可塑性ポリエステルエラストマーとが熱可塑性ポリエステルエラストマーのポリアセタール成形品上への射出により互いに接着または凝集により結合され、ポリアセタールと熱可塑性ポリエステルエラストマーとの間の引張接着強さが少なくとも0.5N/mm2であることを特徴とする。
本複合材料は、コネクタとして;一体となった封止特性および/または一体となった制動特性を有する機能性部材として;あるいは、滑り止めおよび握りやすい(easy-grip)
機素として使用することができる。
(もっと読む)
加飾シート、加飾樹脂成形品及びその製造方法
本発明は、熱可塑性ポリエステル樹脂を素材とする基材フィルム上に装飾層を有する加飾シートであって、前記基材フィルムが、温度80℃における伸び率200%時において、MD(製膜時における流れ方向)及びTD(MDに対して直交する方向)のいずれにおいても破断せず、かつMD及びTDのいずれかで応力が20N/cm2以下である加飾シート、及び樹脂成形体と、その上に一体的に積層されてなる前記加飾シートを有し、かつ該加飾シートの装飾層が、樹脂成形体側に位置している加飾樹脂成形品であって、射出成形同時加飾法で成形される加飾樹脂成形品用として好適な加飾シート、及びこの加飾シートを用いて得られた加飾樹脂成形品を提供するものである。 (もっと読む)
インサート部材を有するモールド部材及びその製法
冷熱時の樹脂内部の収縮応力及び歪みを吸収して緩和することが出来る、インサート部材付きのモールド部材を提供するために、樹脂で形成されるモールド部材本体と、前記モールド部材本体に金属,セラミックス,樹脂、あるいはこ
れらの材料を組み合わせた複合材料からなる部品がインサートされている樹脂モールド部材において、インサート部材の外周、少なくとも角部,突起部,段差部の近傍に空隙を設けると同時に、インサート部材の外周部に空隙無くモールド樹脂とインサート部材を連続モールドした個所も合わせて形成されている構成とした。容易な製造方法で、冷熱耐久におけるインサート部材と樹脂の線膨張係数の差から発生する樹脂のクラックを回避しうる、高信頼インサート部材付きモールド部材を実現できる。
(もっと読む)
歯ブラシの製造方法

横方向に隣接した区画(12、13、14)を含んでなる歯ブラシヘッドの製造方法であって、該方法は、第1に、射出成形法で横方向に相互に比較的離れた区画(12、13、14)を有するヘッドを製造する段階、続いて第2に、そのように形成したヘッドの区画(12、13、14)を横方向(W−W)に相互に比較的近くに動かす段階を含んでなる。前記方法を実施するための装置も開示される。 (もっと読む)
自動車内装用の複合トリム部品の製造方法
【解決手段】自動車の複合トリム部品を製造するために、流動可能な外皮の材料を第1の成形面(4)に塗布し、流動可能な基板の材料を第2の成形面(7)に塗布し、金型(5,8)を閉じて、可撓性外皮層(1)と硬質基板層(2)との間に形成された隙間に、発泡性の材料(3)を加える。可撓性外皮層と硬質基板層とはいずれも、ポリウレタン反応混合物をスプレー吹付することによって製造される。利点としては、硬質基板層を可撓性外皮層に対して位置決めする必要がなく、特に、硬質基板層は別個に製造する必要がなく、従って、製造コストを低減し、トリム部品の品質を高められる。発泡層を作るための成形キャビティを密封するには、可撓性外皮層について、基板層に接触する領域の厚みを充分に確保しておく。両方の金型半体を別々に分けて、異なる生産ラインに沿って外皮層と基板層とを生産することによって、設備及びツールのコストが低減される。 (もっと読む)
機能的表面を有するプラスチック成形部材の製造法
本発明は、機能的表面を有するプラスチック成形部材の製造法に関する。この方法によれば、被膜は、担体フィルム上に製造され、被覆された担体フィルムは、成形され、再射出成形または再発泡され、被膜は、未だ硬化されていなくとも、硬化させることもできるし、後硬化させることもできる。被膜は、室温ないし100℃の温度範囲内で少なくとも107Paの蓄積能率E’を有する保護フィルムによって少なくとも一時的に被覆されており;この被膜は、(S)の製造の際に調整された製造方法により発生された優先方向に対して長手方向および横方向に23℃で300%を上廻る破断時の伸びを有し、50μmの層厚でUV線および230〜600nmの波長を有する可視光に対して70%を上廻る透過率を有する。被膜に対向する面は、23℃で0.06GPa未満の硬度および50μm2によるRaに対応する原子間力顕微鏡(AFM)を用いて測定された粗さ30nmを有する。 (もっと読む)
非粘着性ゲル付き外科用器具及び製造方法
非粘着性ゲルの製造方法が開示され、この方法は、プラスチック材料から成るモールドキャビティを備えたモールドを用意するステップと、高い成形温度をもつ溶融ゲルをモールドキャビティ内に注ぎ込み又は射出するステップと、モールドキャビティの薄いプラスチック層が溶融してゲルを覆っているときに非粘着性ゲルを形成するステップとを有する。形成ステップは、ゲルを冷却して溶融状態から凝固状態にするステップを更に有する。プラスチック材料の溶融温度は、ゲルの成形温度よりも低く、温度差が大きければ大きいほど、それだけ一層プラスチック材料の溶融量が多くなると共にゲルの表面に被着するプラスチック材料の層が厚くなる。モールドを低密度ポリエチレン(LDPE)で形成するのがよい。本発明の方法では、成形温度における溶融ゲルの熱をLDPEモールドに伝達してLDPEの薄い層を溶融する。モールドは、複数個のモールドキャビティを形成する複数個のモールド穴を備えたモールドベースを有し、モールド穴は各々、軸方向穴をゲルの中心に成形する軸方向ピンを有し、モールドベースは、モールドに所定の内径をもたらすLDPE筒体と、軸方向ピンに取り付けられた状態でモールドベースの各モールドキャビティの底部のところに配置されたLDPE円板とを更に有する。この方法は、低摩擦性粉末、例えばポリテトラフルオロエチレン(PTFE)及び潤滑剤中でゲルを小叩きする(軽く叩く)ステップを更に有するのがよい。モールドは、モールドベースの軸方向に設けられていて、複数個のキャビティを形成する複数個の穴を備えたモールドトップを更に有するのがよく、モールドトップの穴の各々は、各々がLDPE筒体を受け入れるようになっており、モールドトップは、モールドトップの各モールドキャビティの頂部に設けられた別のLDPE円板を更に有するのがよい。  (もっと読む)
(もっと読む)
自動車用の調整可能機構
本発明は、自動車における調整可能要素、特に座席パーツを調整すべく使用される自動車用の調整可能機構に関する。調整可能機構は、軸線を有するスピンドル・ナットを含み、該スピンドル・ナットがネジ付きスピンドルと協働すると共に、その外面上に外部歯を含み、該外部歯が付加的な駆動要素と接触する。本発明に従えば、スピンドル・ナット(1)の外部歯(15)は当該スピンドル・ナット(1)の外面における複数の凹部によって形成されて、それらが放射状に内方に向かって回転させられている。それらの歯の深さはスピンドル・ナット(1)の少なくとも1つの軸線方向端部の方向に向かって減少している。 (もっと読む)
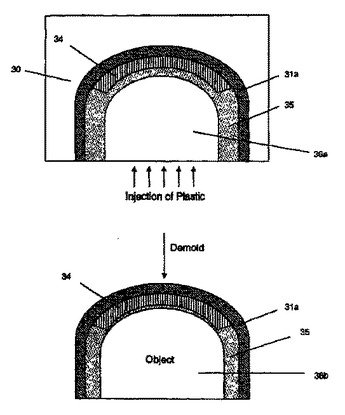
埋込ディスプレイパネルを有する物品のインモールド製造
本発明は上面に埋め込まれたディスプレイパネルを有する物品およびその製造方法に関する。
 (もっと読む)
(もっと読む)
多色射出成形方法及びその成形装置
ドアパネル等の自動車用多色プラスチック部品(12)を製造するための工作機(10)が、各ショットの合間に金型を開くことのない複数の成形ショットを使用することによって製造される。すり傷、そり、又は収縮のないドアパネルが完成される。パネルを製造する方法は、スペーサ(32)を工作機内部で第1の位置に選択的に配置し、次いで第1の材料を射出することを含む。次いで、スペーサ(32)が第2の位置に進められて内部挿入体を所望の第2のショットの壁厚位置に設定する間、分割線は閉じたままで保持される。次いで、第2のショット材料が、第1のショット部品内の開口を通って射出装置の後部に導入される。この工程は、色及び材料を追加して多色さらに多材料の最終組立体を製作するために、繰り返されることができる。部品(12)は硬化されると取り出され、全工程が完了する。 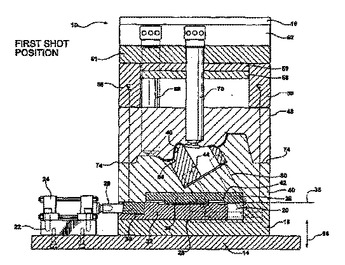 (もっと読む)
(もっと読む)
UV硬化性シーリング・アセンブリの製造方法
好ましくは射出成形工程である成形工程を組み入れているインプレース硬化技術を用いるシールおよびガスケットの製造方法が提供される。本方法は、支持体部材(22、30、48、68)から金型プレート(12、10、34、36、60、62、76、78)を分離し、それに対してUV硬化性シーリング組成物を付着したままにする工程と、前記アセンブリをUV放射線に露光して前記UV硬化性エラストマー・シーリング組成物を硬化させる工程とをさらに含む。本方法は、UV放射線によって硬化することができる、かつ、支持体部材(22、30、48、68)に付着している組成物を含むシーリング・アセンブリの製造に有用である。
 (もっと読む)
(もっと読む)
1,261 - 1,280 / 1,284
[ Back to top ]