
Fターム[4F206AH14]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 機械要素 (370) | 軸受、ブッシュ (76)
Fターム[4F206AH14]に分類される特許
1 - 20 / 76
転がり軸受用保持器およびその製造方法
【課題】 保持器の寸法精度の高精度化を図り、強度不足の改善を図ると共に、保持器構成部材の密着性の向上を図り、さらに種々の保持器形状に適用することができる転がり軸受用保持器およびその製造方法を提供する。
【解決手段】 この転がり軸受用保持器は、樹脂材料を芯金1と共に金型でインサート成形して成る。転がり軸受用保持器は、樹脂材料からなる樹脂部2内に芯金1を埋め込み、前記樹脂部2に、芯金1の前記金型のキャビティ内で支持させる支持箇所6を露出させた支持箇所露出部16を複数箇所に設けた。
(もっと読む)
支持部材

【課題】支持部材が装着される部材との間で密着性に優れた支持部材を提供する。
【解決手段】回転部材を直接又は軸受けを介して支持し、外周面に複数の突起を有する樹脂製の支持部材において、前記複数の突起は支持部材の成形時に外周面全体に形成され、少なくとも一部の突起が括れ形状を有している。樹脂製の支持部材は例えば射出成形により製造される。樹脂製の支持部材は、例えば樹脂又はゴム製の外側部材中に射出成形により装着される。
(もっと読む)
転がり軸受のインサート成型用金型
【課題】シェル形針状ころ軸受のインサート成型時において、外輪の加工精度にバラツキがあっても、その影響を受けることなく効率よく成型できるインサート成型用金型を提供することである。
【解決手段】一対の軸方向金型21、22を備え一方の軸方向金型22が他方の金型21の方向に弾性を付与するコイルばね26によって進退自在に支持され、前記一方の軸方向金型22の型締め時の軸方向の位置がシェル形針状ころ軸受11の外輪13の軸方向寸法のバラツキ量に応じて変動する構成とした。
(もっと読む)
樹脂部材、軸受用保持器、及びその製造方法
【課題】ウェルド面の強度低下を抑制することが可能な樹脂部材、軸受用保持器を提供する。
【解決手段】冠型保持器は、成形金型内に形成した環状のキャビティ40の周縁部に設けた樹脂射出ゲート50から、強化繊維を添加した溶解樹脂をキャビティ40内に射出し、冷却固化することによって成形される。キャビティ40内に注入された溶解樹脂は、キャビティ40内を充填した後、樹脂溜まり60A,60Bに流入し、貯留される。このとき、矢印で示したような樹脂の流動が発生するため、溶解樹脂に添加された強化繊維は、ウェルド面Wの径方向内側において、ウェルド面Wに対して垂直に配向する。
(もっと読む)
転がり軸受保持器
【課題】質量を著しく増大させずに保持器音の発生を抑制できる転がり軸受用合成樹脂製保持器を提供すること。
【解決手段】引張り強度が3〜8.5GPa、引張り弾性率が220〜700GPa、伸度が1.0〜2.2%である炭素繊維に熱硬化性樹脂を含浸させた後、円環状に形成して硬化させた炭素繊維強化樹脂からなる芯材10aを、保持器の射出成形時に保持器円環部10の少なくとも1箇所にインサートすることで、円環部10の全周にわたり炭素繊維強化樹脂の芯材10aがインサートされた合成樹脂製保持器1を得る。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ボイドが無く高強度で、寸法精度に優れる保持器を、圧縮専用の別機構や、ポケットのバリ取り作業を要することなく低コストで提供する。
【解決手段】保持器形状と一致するキャビティと、キャビティの保持器円環部相当部位の適所に連続して該保持器円環部相当部の外部に設けられた樹脂溜りと、樹脂溜りに連続する空洞及び空洞を摺動する可動ピンを配設した成形用金型を用いるとともに、可動ピンを引いて該可動ピンの先端と樹脂溜りとの間に空所を形成した状態で溶融樹脂組成物を射出してキャビティ、樹脂溜り及び空所を充填した後、溶融樹脂組成物が固化する前に可動ピンを樹脂溜り側に移動して樹脂溜り内の溶融樹脂組成物をキャビティ内に押し込み、この圧縮状態のまま溶融樹脂組成物を固化させて保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ポケットのバリ取り作業や圧縮専用の別機構が不要で、低コストで寸法精度や強度に優れる転がり軸受用保持器を提供する。
【解決手段】保持器形状と一致するキャビティ本体部と、前記キャビティ本体部の保持器の下端面相当部分から該下端面の幅で形成される円筒状の空所とで形成されるキャビティを有し、かつ、前記空所内を昇降する可動スリーブを備える成形用金型を用いるとともに、前記可動スリーブを前記下部円環部の最終厚さとなる位置よりも降下させた状態で、溶融樹脂組成物を射出して前記キャビティを充填した後、前記溶融樹脂組成物が固化する前に、前記可動スリーブを前記位置まで上昇させて該溶融樹脂組成物を圧縮し、圧縮状態のまま前記溶融樹脂組成物を固化させて転がり軸受用保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
樹脂製プーリ
【課題】効率的に溶融樹脂をキャビティ内に充填して、樹脂部材の成形安定性を向上させることができ、プーリ外周面の真円度が向上した樹脂製プーリを提供する。
【解決手段】互いに同心に設けられた内径側円筒部及び外径側円筒部と、これら両円筒部の間に設けられた円板部と、円板部の両平面に放射状に配設されるリブとを有する樹脂部材を転がり軸受の外輪の外周部に固設した樹脂製プーリであって、円板部は両円筒部と同心に形成される円環状肉厚部を有し、円環状肉厚部の軸方向幅をAA、円環状肉厚部の径方向幅をAR、板部の軸方向幅をBA、リブの周方向幅をRC、、溶融樹脂を注入するゲートの直径をGDとした時、下記の式を満たす。
AA>BA 、AA>RC 、AR>GD
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ボイドが無く高強度で、寸法精度に優れる保持器を、圧縮専用の別機構や、ポケットのバリ取り作業を要することなく低コストで提供する。
【解決手段】保持器形状と一致するキャビティが形成され、かつ、該キャビティの保持器円環部端面に対応する境界面の適所に設けた空洞に該空洞内を摺動する可動ピンを配設した成形用金型を用いるとともに、前記可動ピンを引いて該可動ピンの先端と前記境界面との間に空所を形成した状態で溶融樹脂組成物を射出して前記キャビティ及び前記空所を充填した後、前記溶融樹脂組成物が固化する前に前記可動ピンを移動して該可動ピンの先端を前記境界面と一致させ、ボイドの発生源となる固化時の樹脂収縮分を補完し、次いで、圧縮状態のまま前記溶融樹脂組成物を固化させて転がり軸受用保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
生分解性樹脂製機械部品及びその製造方法、並びに転がり軸受
【課題】生分解性に優れるポリビニルアルコールをベース樹脂とする成形品の耐熱性及び機械的特性を向上させ、更には高強度を長期間維持し、転がり軸受の内輪や外輪、転動体をはじめとして各種機械部品として十分に使用可能にする。
【解決手段】ポリビニルアルコールをベース樹脂とし、前記ベース樹脂100質量部に対しイミド系架橋剤を0.5〜5質量部含有する樹脂組成物の成形品に、前記イミド系架橋剤を70〜130℃で含浸し、120〜170℃で熱処理してなることを特徴とする生分解性樹脂製機械部品、並びに内輪、外輪、転動体、保持器及びシール部材の少なくとも1つが前記生分解性樹脂製機械部品である転がり軸受。
(もっと読む)
樹脂巻き部品
【課題】応力集中による変形を防止することができる樹脂巻き部品を提供する。
【解決手段】環状の金属部材2の外周に環状の樹脂部1を一体成形した樹脂巻き部品P。前記樹脂部1が固着される金属部材2の外周面に、凹部と凸部とからなる凹凸面が形成され、この凹凸面の凹部と凸部のうち少なくとも一方に応力集中を緩和するR面が形成されている。
(もっと読む)
成形用金型及び該成形用金型を備えた成形装置
【課題】内筒体と外筒体と該両筒体の間に配設される中間筒体と各筒体の間に介設されるゴム材料とを一体成形するための成形用金型において、型閉じ状態にて、中間筒体により区画される内筒体側の内側キャビティと外筒体側の外側キャビティとのそれぞれにゴム材料を充填する際に、各キャビティ内に発生する加硫ガス等に起因した剥離や膨れといったゴム材料の成形不良を防止する。
【解決手段】外側キャビティ17に連通するエア排出流路を備えるとともに、ゴム注入流路を、内側及び外側キャビティ16,17にそれぞれゴム材料を導く内側及び外側注入流路部36,37に分岐させて、各注入流路部36,37の流路断面積を、外側キャビティ17へのゴム材料の充填速度が、内側キャビティ16へのゴム材料の充填速度以下になるように設定した。
(もっと読む)
防振ゴムの成形用金型
【課題】防振ゴムの成形用金型において、既存の成形用金型の形状等を大幅に代えることなく、金型の分割面に形成されるバリに、貫通孔を確実に形成する。
【解決手段】第1パイプ部材23及び第1外筒体13と、すぐり孔が形成された第1ゴム弾性体とを備えるトルクロッドの成形用金型61である。筒軸方向と垂直な分割面61aを構成する下型71及び上型81を備えている。下型71及び上型81には、第1ゴム弾性体を成形するためのと、すぐり孔を形成するための空間形成部とが形成されている。第1及び第2下側空間形成部の先端部には、樹脂ネジ93が螺合挿入される挿入孔が形成されている。空間形成部は、型締め状態では、先端面同士が接近して樹脂ネジ93を膨張させる。
(もっと読む)
固体摺動部材注入方法及び固体摺動部材注入装置。
【課題】固体摺動部材を製品の二つの部品、例えばロッドエンドのハウジングと内輪の僅かな隙間に油圧プレス等で挿入していたが、隙間に均質に挿入できず圧入する力の加減が難しく、強く圧入すると製品自体に傷がつくか破損することがあった。このような固体摺動部材を二つの部品の隙間に、均一に注入する方法を提供する。
【解決手段】固体摺動部材6を溶解する温度まで加熱し、加熱した固体摺動部材を、射出成形の方法で、あるいは、トランスファープレス等で圧力を加えて、製品を構成する部品の一つに開けた穴15を通して、二つの部品の隙間に注入する。二つの部品はスリーブ9で固定され受け皿12の窪みに嵌められ、溶解した固体摺動部材がノズル7を通って二つの部品の隙間に注入される。製品の摺動抵抗の均一化、回転運動の均一化及び長期安定を維持することができる。
(もっと読む)
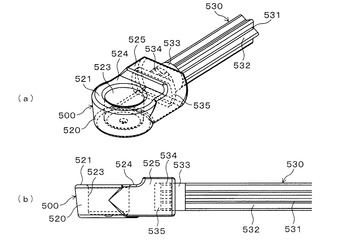
ボールジョイントおよびその製造方法
【課題】信頼性が高く軽量なボールジョイントを提供する。
【解決手段】ボールジョイントは、ボールシートを収容する樹脂製のハウジング520と、ハウジング520と一体成形される樹脂製のサポートバー530とを備えている。ハウジング520は、その側面に開口する開口部525aを有するボス部525を備えている。サポートバー530は、その軸線に沿う中央部を構成するバー部531と、バー部531の先端部に鍔状のフランジ部535とを備えている。サポートバー530は、開口部525aがフランジ部535の全周を覆うように密着形成されて、ボス部525と結合する。
【選択図】図12
 (もっと読む)
(もっと読む)
流体動圧軸受装置及びその製造方法
【課題】加工コスト高や潤滑油へのコンタミの混入を招くことなく、樹脂の射出成形品であるシール部材のゲート跡がディスクハブ等の他部材と接触する事態を確実に回避する。
【解決手段】シール部材9を、サイドゲートから樹脂を射出することにより形成した射出成形品とする。このサイドゲートによるゲート跡24’を、シール部材9の外周面9b1に形成し、且つ、シール部材9の外部側端面9a3の軸方向位置Xを越えない位置に形成する。
(もっと読む)
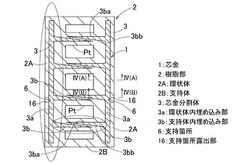
円環状部分に芯金をインサートした樹脂製品の射出成形用金型及び前記製品の製造方法並びに円環状部分に芯金をインサートした樹脂保持器
【課題】樹脂と芯金とを強固に結合させて芯金による補強効果を高めることができ、所要の精度を確保することができるとともにコストを低減することができる、円環状部分に芯金をインサートした樹脂保持器を提供する。
【解決手段】型板2からキャビティC内へ突出する、周方向に離間して軸方向に延びる2個以上の径方向位置決めピン4及び周方向に離間して軸方向に延びる3個以上の軸方向位置決めピン5を備え、径方向位置決めピン4に係合する係合穴21aが形成された円環状の芯金21を、径方向位置決めピン4を係合穴21aに係合させることにより径方向に位置決めし、キャビティC内へ流入した溶融樹脂Pの圧力を受ける芯金21の軸方向端面21Aに対し、その裏側の軸方向端面21Bに軸方向位置決めピン5を当止することにより軸方向に位置決めする。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ポケットのバリ取り作業や圧縮専用の別機構が不要で、低コストで寸法精度や強度に優れる転がり軸受用保持器を提供する。
【解決手段】保持器形状と一致するキャビティ21が形成され、かつ、キャビティ21の保持器円環部端面に対応する境界面25の適所に設けた空洞26に可動ピン30を配設した成形用金型20を用いるとともに、可動ピン30を引いて該可動ピン30の先端と境界面25との間に空所26を形成した状態で溶融樹脂組成物を射出してキャビティ21及び空所26を充填した後、溶融樹脂組成物が固化する前に可動ピン30を移動して可動ピン30の先端を境界面25と一致させて溶融樹脂組成物を圧縮し、圧縮状態のまま溶融樹脂組成物を固化させて転がり軸受用保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
テープ状成形品およびボールチェーン用ベルト
【課題】テープ状成形品およびボールチェーン用ベルトを提供すること。
【解決手段】熱可塑性樹脂テープ状射出成形品であって、該成形品の長手方向に平行な両端部またはそれに近い部分に、該テープ状成形品を構成する樹脂2と同質の樹脂よりなるあらかじめ延伸した繊維状物1を内蔵してなる合成樹脂テープ状成形品、ならびに該テープ状成形品に、更に等間隔直線状に設けたボール嵌め込み穴3およびその周囲の保持部4を設けてなるボールチェーン用ベルト。
(もっと読む)
動圧軸受装置
【課題】樹脂材料で形成されるスラスト軸受隙間に面する部分の平面度を容易に高める。
【解決手段】ハウジング7は、樹脂材料で射出成形されたものであり、円筒状の側部7aと平板状の底部7bとを一体に有する有底筒状をなす。このハウジング7の射出成形に用いる樹脂材料は、充填材として、繊維径が6〜8μmであると共にアスペクト比が10〜40の強化繊維を含むものである。
(もっと読む)
1 - 20 / 76
[ Back to top ]