
Fターム[4F206AK02]の内容
プラスチック等の射出成形 (77,100) | 加熱冷却手段の具体的な特徴 (362) | 冷媒の特徴 (54)
Fターム[4F206AK02]に分類される特許
1 - 20 / 54
射出成形体の製造方法
【課題】 冷却期間の長期化を抑えつつもより設計値に近い形状の射出成形体を製造し得る射出成形体の製造方法を提供することを目的とする。
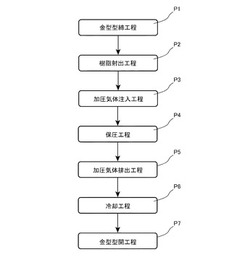
【解決手段】 型締状態にある第1金型及び第2金型によって形成されるキャビティに、溶融状態にある熱可塑性樹脂を射出する樹脂射出工程P2と、前記キャビティに加圧気体を注入し、前記加圧気体によって、前記熱可塑性樹脂の内部に中空部を形成させた後に前記熱可塑性樹脂を突き破らせ、前記キャビティに連絡される経路と前記中空部とを連通させる加圧気体注入工程P3と、前記熱可塑性樹脂が突き破られた時点から所定の期間が経過する以前に前記加圧気体の注入を停止し、前記期間が経過するまで前記経路を閉塞した状態で、前記冷却用媒体の注入を待機する保圧工程P4と、前記期間が経過した以後に、前記経路を開放し、前記中空部に前記冷却用媒体を経由させる冷却工程P6とを備える。
(もっと読む)
樹脂成形品の製造方法

【課題】優れた耐薬品性を有し、且つ歩留まりを向上させることができる樹脂成形品の製造方法の提供。
【解決手段】帯状の第1面11、第2面12及び突出部20、21を有し、熱可塑性樹脂組成物からなる樹脂成形品100の射出成形法による製造方法であって、金型キャビティ内に溶融した該熱可塑性樹脂組成物を充填する工程と、該熱可塑性樹脂組成物を該金型キャビティ内で冷却時間t1、冷却温度T1で冷却し、粗樹脂成形体を得る工程と、該粗樹脂成形体を液体冷媒中で冷却時間t2、冷却温度T2にて冷却し、樹脂成形体を得る工程と、該樹脂成形体を乾燥し該樹脂成形品を得る工程とを含み、該熱可塑性樹脂組成物がポリカーボネート樹脂及び、ポリエステル樹脂又はスチレン系樹脂を含む複合樹脂組成物からなり、t1、T1、t2及びT2が、下記(1)及び(2)の条件を満たす樹脂成形品の製造方法。(1)T1−T2=20〜70[℃](2)t1<t2
(もっと読む)
射出装置、成形機、射出装置の制御方法
【課題】本発明は、駆動装置の寿命の低下や動作精度の低下を抑制することができる射出装置を提供する。
【解決手段】射出装置30は、射出部30aと、駆動装置50と、駆動装置50を冷却する、第1〜4の冷却通路91〜94と制御部1とポンプ100とタンク80とを備える。射出部30aは、可塑化された材料Mを収容する射出用バレル32と、射出用バレル32に形成されるノズル38と、射出用バレル32に収容されて可塑化された材料Mをノズル38を通して射出装置30の外部に押し出すプランジャ33とを備える。駆動装置50は、プランジャ33を駆動する。
(もっと読む)
樹脂封止成形品の製造方法
【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
射出成形装置
【課題】加熱手段の埋設又は加熱媒体を供給するための加熱媒体通路の形成と、冷却媒体を供給するための冷却媒体通路の形成とが、構造が簡単で安価にできる射出成形装置を提供すること。
【解決手段】上金型本体6の上面には断面が縦長のU字形状を呈し、成形部30に沿って蛇行して折り返すように収納溝34が形成される。この収納溝34内にはこの収納溝34に沿ってこの収納溝34の半円形状の底面に当接するように、この収納溝34の最深部に電熱ヒーター42が圧入されて埋設された状態で、この収納溝34を形成する内壁に固定される。更に、この電熱ヒーター42を封止剤43により水封止して、上金型基体5との間で形成されるこの収納溝34内における上面が水平面とされた封止剤43の上方の空間は冷却水が流れる冷却媒体通路44となる。
(もっと読む)
射出成形システム
【課題】加熱・冷却を繰り返しても、配管のフランジ部と管状部との継ぎ目の部分に亀裂が生じるのを防ぎ、信頼性を高めることのできる射出成形システムを提供することを目的とする。
【解決手段】配管部材110、120のフランジ部112、122どうしを連結する環状プレート170、170が環状とされることで、管状体111、121とは接触せず、管状体111、121との間に空気による断熱層Aが存在するようにした。これにより配管部材110、120と、これらを互いに連結する環状プレート170、170との熱伝達が行われにくく、環状プレート170、170による熱影響を抑える。さらに、フランジ部112、122が熱膨張・収縮するときには、フランジ部112、122と環状プレート170との間で滑りが生じるようにした。
(もっと読む)
二重壁構造を有する合成樹脂製ボトル
【課題】 落下等の衝撃を受けた場合にボトル本体と外殻体との間の剥離を防止し、立体装飾効果が失われることのない二重壁構造を有する合成樹脂製ボトルを提供することを技術的課題とする。
【解決手段】 口筒部(2)を有する合成樹脂製ブロー成形壜体であるボトル本体(11)と、ボトル本体(11)の胴部(14)と底部(15)を外装する有底筒状の透明な合成樹脂製の外殻体(21)とから構成され、外殻体(21)はボトル本体(11)をインサート材とした射出成形により形成され、外殻体(21)とボトル本体(11)とが密着している二重壁構造を有する合成樹脂製ボトルであって、外殻体(21)がポリエステル系樹脂で形成され、ボトル本体(11)がPET樹脂中にPCT系樹脂を含有する樹脂で形成された構成とする。
(もっと読む)
樹脂封止済基板の冷却装置、冷却方法及び搬送装置、並びに樹脂封止装置
【課題】電子部品等が装着された基板を樹脂封止成形した後、電子部品等に悪影響を与えることなく樹脂封止済基板を冷却し、かつ反りを防止する。
【解決手段】本発明は樹脂封止成形した後の樹脂封止済基板21Aの冷却を行う基板冷却装置である。本発明に係る基板冷却装置を適用した樹脂封止済基板の搬送装置は、樹脂封止済基板21Aを保持する保持体40と、保持体40に設けられて樹脂封止済基板21Aを吸引する吸引手段と、吸引手段が樹脂封止済基板21Aを吸引する方向に設けられて樹脂封止済基板21Aが密着する密着面を有する冷却板31を有する。吸引手段は、樹脂封止済基板21Aと密着面との間に閉空間を形成する弾性支持部32と、閉空間に位置するように冷却板31に設けられて冷却板31の厚さ方向に貫通する貫通孔33aと、貫通孔33aと吸気経路33bを通じて閉空間内の空気を吸気する吸気手段33cとを有する。
(もっと読む)
射出成形用金型とその成形品
【課題】低歪領域を有し、かつウエルドラインのない孔を有した成形品を提供する。
【解決手段】成形品の形状に孔形状がある場合、樹脂は孔を形成させるための金型形状にぶつかり流路が分岐する。分岐が終わって再度合流する際に、樹脂表面が固化し、完全に接合されず成形品にウエルドラインが生じる。成形品接触面4と近い部分に高温度冷却回路2を配置し、樹脂を射出するより前に高温度冷却回路2に樹脂のガラス転移点以上である温度のスチームを流す。樹脂を射出した直後にスチームを切り、高温度冷却回路2には何も流さず樹脂の充填を完了させる。樹脂は低温度冷却回路1の温度により固化され、固化終了後に金型を開き、成形品を取り出す。樹脂の流動時にウエルドライン消失領域6の金型入子3の表面温度を上昇させることで、流路分岐後に再度合流する樹脂表面の固化を遅らせて、樹脂を完全に接合できウエルドラインを消失させることができる。
(もっと読む)
樹脂成形品の製造方法
【課題】ハイサイクルに樹脂成形品を冷却できる有効な射出成形製造方法を提供する。
【解決手段】冷却溶媒がパーフルオロカーボン、ハイドロフルオロカーボン、ハイドロフルオロエーテル、およびパーフルオロケトンの少なくとも1つを含み、下記特性(a)〜(d)を持つ常温において液体である冷却溶媒を使用する。(a)沸点が100℃未満であり、凝固点が−50℃以下、(b)25℃における蒸気圧が5〜28KPa、(C)25℃における密度が1050kg/m3以上、(d)25℃における表面張力が20mN/m以下を用いてハイサイクルを実現できる事を特徴とする射出成形品の製造方法。
(もっと読む)
樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法
【課題】樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法において、成形キャビティ周辺のみの温度を制御することで、ウエルドラインや転写不良等の発生を確実に防止して精密な樹脂成形品が得られるとともに、イニシャルコストもランニングコストも低減できること。
【解決手段】樹脂成形用金型ユニット1の1対の樹脂成形用金型2A,2Bには断熱空間7によって断熱された1対の入子3A,3Bによって成形キャビティ5が形成され、加熱・循環手段8及び冷却・循環手段9から媒体通路6A,6Bに加熱された媒体または冷却された媒体が流され、入子3A,3Bのみの加熱・冷却が繰り返されて所謂ヒートサイクル成形が行われるため、ウエルドラインや転写不良等の成形欠陥が確実に防止されるとともに省エネルギ化が図られる。また、加熱・冷却の切り替えを、安価で応答速度の速い熱電対10からの信号を受けて制御手段12で行っている。
(もっと読む)
合成樹脂製ボトルとその成形方法
【課題】 本発明は、ブロー成形品であるボトル本体をインサート材として透明な外殻体を射出成形した合成樹脂製ボトルとその成形方法に係るものであり、溶融樹脂によるボトル本体の変形を効果的に抑える成形方法を創出することを課題とする。
【解決手段】 ボトル本体をインサート材とし有底筒状の透明な合成樹脂製の外殻体を射出成形するボトルの成形方法において、ボトル本体内に冷却エアを循環供給した状態で、計量充填法により外殻体を形成する溶融樹脂を充填するものとし、計量充填法の採用により保圧工程に係る圧力上昇を回避し、冷却エアによりボトル本体の温度上昇の抑制し、また外殻体の周壁の厚肉化により溶融樹脂流動に係る溶融樹脂圧力の上昇を抑制するものとし、冷却エアによる冷却と外殻体の周壁の厚肉化の程度を、溶融樹脂圧力によりボトル本体に変形が生じない程度に設定する。
(もっと読む)
合成樹脂中空体の製造方法
化粧料溶液、薬品および飲料などの流体物質を収容する合成樹脂中空体の製造方法において、オーバーモールド工程の間、中空成型体に冷却したガスまたは冷却した加圧ガスを充填する。 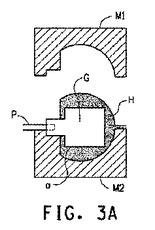 (もっと読む)
(もっと読む)
樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法
【課題】交換用のゴム型の製造に用いるゴム材料の使用量を低減させることができ、ゴム型の型開きを簡単な構造によって防止して、熱可塑性樹脂からなる安定した寸法精度の成形品を得ることができる樹脂成形用のゴム型等を提供すること。
【解決手段】樹脂成形用のゴム型2は、溶融状態の熱可塑性樹脂を加圧して充填するためのキャビティ213を形成してなる。ゴム型2は、ゴム材料からなると共にキャビティ213を形成してなる中子型21と、ゴム材料からなると共に中子型21を内部に配置する形状を有するベースモールド型22とからなる。中子型21は、キャビティ213を開放するための分割面212において一対の分割型部211を組み合わせてなる。ベースモールド型22は、下面部221と、一対の分割型部211が組み合わさる方向の両側に形成した一対の第1側面部222とを有している。
(もっと読む)
金型を急速に加熱および冷却するシステムおよび方法
【解決手段】 可搬式の金型温度制御ユニットには、局所加熱システムと、第1の流体ダクトと、第2の流体ダクトと、流体交換システムとが含まれる。前記局所加熱システムには、金型を急速に加熱するため使用される流体を加熱する局所ヒーターが含まれる。前記第1の流体ダクトは、前記局所加熱システムにより加熱された高温流体を搬送する。前記第2の流体ダクトは、金型を急速に冷却するため使用される低温流体を搬送する。前記流体交換システムには、加熱および冷却中、それぞれ前記第1および第2の流体ダクトから前記金型へ流体が流れることができるようにする出口が含まれる。前記流体交換システムには、前記金型から戻ってくる前記流体を受容する入口も含まれる。一実施形態において、前記加熱システムは、前記金型から戻ってくる前記流体を再加熱して、前記金型を再び加熱するため再利用する。より特定の一実施形態において、前記加熱システムは、前記金型を加熱するため使用される蒸気を生成する蒸気発生器を含む。別の実施形態において、前記可搬式金型温度制御システムは、前記金型を冷却するため使用される前記流体を冷却する局所冷却システムを含む。より特定の一実施形態において、前記局所冷却システムは、前記金型から戻ってくる流体を冷却して、前記金型を冷却するため再利用する。前記可搬式金型温度制御ユニットを使用する方法についても開示している。
(もっと読む)
成形機における金型からの排熱回収方法
【課題】 射出成形機やダイカストマシンにおいて、溶融状態の樹脂やアルミニウムを金型内に射出充填後冷却する際、金型を介して温調用の冷却媒体に排出される熱エネルギーを電気エネルギーに変換して回収し、再利用しようとする成形機の省エネ技術に関する。
【解決手段】 成形工程において、金型の温度を一定に保つため金型温調機を用いて冷却媒体を金型内に流通するとともに、金型への入り側の冷却媒体と金型からの出側の冷却媒体の温度差を利用し、熱電変換モジュールを用いて発電することにより電気エネルギーを得る金型からの排熱回収方法。
(もっと読む)
射出成形装置及び射出成形品の冷却方法
【課題】型閉じ状態から型開き状態に亘って連続的に射出成形品の冷却を行えるようにすることによって射出成形品の成形サイクルを短縮して良質の射出成形品を効率良く生産できるようにする射出成形装置及び射出成形品の冷却方法を提供する。
【解決手段】可動型3と固定型4の型開き時に射出成形品が保持される側の型の分割面における射出成形領域の近傍位置に設けられる冷却用溝6と、可動型と固定型の前記冷却用溝が設けられていない側の型に設けられ、分割面に出口24が開口される冷媒導入流路9とを備え、冷媒導入流路は可動型と固定型が型閉じ状態にあるときは前記冷却用溝の一部と連通することで該冷却用溝内に冷媒を導き、一方、可動型と固定型が型開き状態にあるときは保持されている射出成形品に対して直接、冷媒が作用するように指向されている。
(もっと読む)
射出成形装置及び射出成形品の冷却方法
【課題】型開き状態においてプラスチック成形品の形状に応じてプラスチック成形品をバランス良く冷却して成形サイクルの短縮と成形品質の向上を図る。
【解決手段】本発明の射出成形装置1は、可動型3または固定型4の一方に、他方の型の分割面側に向かって冷媒Bを送出可能な冷媒導入流路9を備え、冷媒導入流路9は、可動型3と固定型4が型開き状態にあるとき、前記他方の型に保持される射出成形品の冷却速度が遅い部位26の少なくとも一部に対して直接、冷媒が作用するように構成されていることを特徴とする。
(もっと読む)
射出成形装置
【課題】光学的に均一な光学レンズを得ることが可能な射出成形装置を提供する。
【解決手段】射出成形装置1は、液状シリコーン基剤及び硬化剤を事前に十分混合攪拌して均一になるように処理された液状シリコーン樹脂を供給する供給部2と、液状シリコーン樹脂を搬送する搬送部3と、搬送部3により搬送された液状シリコーン樹脂を射出する射出部4と、射出部4により射出された液状シリコーン樹脂で成形体を形成する成形部5と、を備えている。供給部2は、液状シリコーン樹脂を冷却して温度制御する機能を持つジャケット23を有する。搬送部3も、同じ機能を持つジャケット34を有する。射出部4もまた、同じ機能を持つジャケット46を有する。
(もっと読む)
ロータリ式射出成形機
【課題】金型の温度を早く所望の温度にし得るロータリ式射出成形機を提供する。
【解決手段】回転体2と、回転体2を回転可能に支持する支持体3と、温調液路を有するロータリ式射出成形機1であって、温調液路は、回転体2に設けられ開口部2e1,2e2,2f1,2f2を有する回転体側液路2e,2fと、支持体3に設けられ開口部3b1〜3e1を有する一次液路3b,3cと二次液路3d,3eを備えている。開口部3b1,3c1,3d1,3e1は、回転体側液路2e,2fの開口部2e1,2e2,2f1,2f2が回転する円周上に位置している。支持体3には、前記円周上に所定の長さで円弧状に延出しかつ開口部3b1〜3e1が開口される円弧溝3f〜3iが形成され、回転体側液路2e,2fが回転体2の回転時に円弧溝3f〜3iを介して一次液路3b,3cと二次液路3d,3eと連通しつつ回転する。
(もっと読む)
1 - 20 / 54
[ Back to top ]