
Fターム[4F206AP01]の内容
プラスチック等の射出成形 (77,100) | 検出量又は監視量 (1,871) | 力 (468)
Fターム[4F206AP01]の下位に属するFターム
Fターム[4F206AP01]に分類される特許
1 - 20 / 91
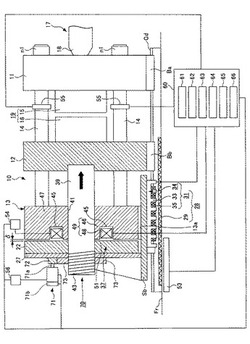
射出成形機、及び射出成形機の型厚調整方法
【課題】金型装置の交換に適した射出成形機を提供すること。
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11、可動金型16が取り付けられる第1の可動部材12、第1の可動部材12と共に移動する第2の可動部材22、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13、第2の可動部材22及び第2の固定部材13の一方に形成され、他方を吸着して型締力を発生させる電磁石49、及び第1の可動部材12と第2の可動部材22との間隔を調整する型厚調整部70を備え、第2の可動部材22と第2の固定部材13との間に所定のギャップδを形成し、且つ第2の可動部材22の型開き方向への移動を制限した状態で、型厚調整部70を駆動して、第1の可動部材12を型閉じ方向に移動させ、固定金型15及び可動金型16を介して第1の固定部材11に接触させる。
(もっと読む)
射出成形機の型締力設定方法および型締力設定装置

【課題】金型が開かない必要最小限の設定型締力を求めることで、バリを防ぎ、ガス抜きされた成形による品質の向上や、金型の寿命を短くしない射出成形機の型締力設定方法および型締力設定装置を提供する
【解決手段】状態2(設定型締力を下げると射出時の型締力最大増加量が増加する区間)から状態3(型締力最大増加量が状態2よりも大きく増加する区間)の移行点の検出は、2区間の任意の2点で測定を行い、測定された型締力最大増加量Amax、と型締力最大増加量Bmaxを取得し、線形近似式Fmax=a*Fs+bを求め、状態2にある設定型締力Cは測定された型締力最大増加量Cmax≦(a*C+b)+βを満たし、状態3にある設定型締力Dは測定された型締力最大増加量Dmax>(a*D+b)+βとなることから、状態3に移行したことを判別でき、適正な型締力は状態2から状態3へ移行したときの設定型締力を基に設定することができる。
(もっと読む)
歪センサの取り付け構造及び歪測定装置
【課題】 本発明は、より簡易で部品点数の少ない態様で、歪センサを歪計測対象部材に押圧することができる歪センサの取り付け構造の提供を目的とする。
【解決手段】 射出成形機の構成要素である歪計測対象部材に取り付けられる歪センサの取り付け構造において、歪計測対象部材に磁力により吸着されて設けられる磁石を備え、歪センサは、歪計測対象部材の表面と磁石との間に挟まるように設けられることを特徴とする。
(もっと読む)
ノズルタッチ力の調整方法と調整装置
【課題】所定のノズルタッチ力で金型を押圧した際に、ノズルタッチ位置が高さ方向に変化しても、基台へ支持される支持部材に掛かる曲げ応力値の安全性を確保しつつ、支持部材の曲げ歪や、繰返し使用による疲労破壊を防止するノズルタッチ力の調整方法と調整装置を提供することを目的する。
【解決手段】 基準位置で金型14,15を基準ノズルタッチ力F0で押圧した時に、基台上面位置で基台2へ支持される軸部材36に掛かる基準曲げ応力値σ0と、ノズルタッチ位置が高さ方向に変化した全ての高さ位置において基台上面位置で軸部材36に掛かる曲げ応力値σが、常に一定になるようにノズルタッチ力Fを調整することである。
(もっと読む)
成形機、及び射出制御方法
【課題】射出工程中の不具合の抑制を図ることができる成形機を提供する。
【解決手段】一つの実施形態に係る成形機1は、固定金型11が取り付けられる固定盤3と、移動金型12が取り付けられる移動盤4と、移動盤4を進退させ、移動金型12と固定金型11との型締を行う型締駆動機構6と、前記型締の状態に関する情報を検出する検出部31と、射出装置7と、射出工程中に検出部31からの情報を監視し、前記情報から得られた数値により射出装置7の射出圧力を抑制するように制御する制御手段8とを具備する。
(もっと読む)
射出成形機の表示装置
【課題】樹脂漏れが発生したタイミングと、そのタイミングでの樹脂圧力の値を確認することが可能な、射出成形機の表示装置を提供すること。
【解決手段】射出からの経過時間に対応させて、溶融樹脂の樹脂圧力とノズルの押し付け力を同一グラフ上に表示した例であり、樹脂圧力の曲線上の符合bはノズル2の押し付け力が上昇開始時の樹脂圧力,符号cは最大の樹脂圧力,符号dはノズル2の押し付け力が元に戻った時の樹脂圧力を示す。この例では射出中に樹脂圧力が(b)を迎えるタイミングでノズル押し付け力が上昇し始めているので、このタイミングで樹脂漏れが発生していると判断でき、グラフから樹脂漏れが発生したタイミングでの樹脂圧力がわかるため、射出中の樹脂圧力が、樹脂漏れが発生したタイミングの樹脂圧力以下となるように成形条件の変更を行えば樹脂漏れを防止できることがわかる。
(もっと読む)
射出成形機の型締力設定方法および型締力設定装置
【課題】金型内に樹脂を射出する際に発生する樹脂圧力に応じてバリを発生させることがなく、かつ、金型の変形が生じない適正な型締力を求めることができる射出成形機の型締力設定方法および型締力設定装置を提供すること。
【解決手段】第1の設定型締力(A)を設定して射出した場合に検出された型締力の最大値(Amax)と、第2の設定型締力(B)を設定して射出した場合に検出された型締力の最大値(Bmax)は、射出中の型締力の最大値が設定型締力より大きくなるような2組の組み合わせである。この2つの組み合わせにより、線形近似式(Fmax=a*Fs+b)の2つの係数a,bを求め、Fmax=Fsと線形近似式(Fmax=a*Fs+b)との交点を求め、検出型締力の最大値と設定型締力とが等しくなるような適正な設定型締力Fs(good)の値を得る。
(もっと読む)
射出成形機
【課題】エジェクタ機構としても機能する圧縮コアによる金型装置の突き落としを防止する射出成形機を提供すること。
【解決手段】金型キャビティCV内の樹脂HRに対して圧縮コア22aを押し付け可能な圧縮ピストン18cを駆動する油圧回路30を有する射出成形機100は、型締中であるか否かを判定する型締判定部51と、圧縮ピストン18cの駆動圧を制御する駆動圧制御部52とを備え、駆動圧制御部52は、型締判定部51が型締中であると判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を許容し、型締判定部51が型締中でないと判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を禁止する。
(もっと読む)
射出成形機
【課題】型締中における金型コアによる溶融樹脂の圧縮をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】固定金型21の端面SF1と、可動金型22の端面SF2と、可動金型22に対してX1−X2方向にスライド可能に取り付けられる枠型コア22fの内面SF3とによって形成されるキャビティ空間CVに溶融樹脂HRを充填する射出成形機100は、キャビティ空間CV内の溶融樹脂HRに対して、可動金型22の金型コア22aを押し付ける型締装置10と、金型コア22aによる溶融樹脂HRの圧縮力及び圧縮速度の少なくとも一方を可変制御可能な圧縮制御部52とを備える。
(もっと読む)
射出成形方法及び装置
【課題】適切な型締め荷重で基板をクランプすることにより、基板にダメージを与えずにモールド成形する。
【解決手段】成形型100と型締め機構110と射出機構120とを有し、成形型の分割面間に、電子部品7を搭載した基板10を挿入し、成形型を閉じて型締めした際の型締め荷重F0により基板10をクランプし、成形型100の分割面間に形成されたキャビティ17に成形用樹脂2を射出することにより、基板10に搭載された電子部品7を樹脂モールドする装置であり、型締め荷重測定器13と、成形型を型締めしてキャビティ内に成形用樹脂を射出した際の成形型に作用する射出圧力に応じた型締め荷重F0と反対向きの射出荷重F2を測定する射出荷重測定器5と、型締め荷重測定器13の測定データと射出荷重測定器5の測定データとに基づいて型締め荷重F0を許容範囲に制御する制御手段と、を具備する。
(もっと読む)
拡張成形方法およびトグル式型締装置
【課題】装置の温度変化による熱膨張や熱収縮による影響を受けることがなく、寸法精度の高い発泡成形品を得る拡張成形方法を提供する。
【解決手段】トグル式型締装置(1)において、タイバー(6)に型締力センサ(29)を設け、型締工程において型締力を監視する。金型(15、16)がタッチすると型締力が検出されるので、このときの可動盤(8)の位置を基準型盤位置とする。型締された金型(15、16)内のキャビティ(C)に発泡剤が添加された溶融樹脂を射出後、可動盤(8)を基準型盤位置から相対的な移動量だけ駆動して所定の型開量だけ型開する。溶融樹脂内で気泡が発泡して発泡成形品が得られる。
(もっと読む)
射出成形方法
【課題】 金型がわずかに開いた状態で樹脂を充填する射出プレス成形方法、或いは射出圧縮成形方法により製品を連続成形する場合に、製品重量を安定化させる。
【解決手段】 本発明の方法よれば、射出完了後、特定の型締条件下において、金型キャビティ内の樹脂に型締力が負荷される状況とし、射出ユニットと金型キャビティとの間で樹脂を流通させることによって、金型キャビティ内の樹脂が、同じ挙動を繰り返し再現するようになるので、製品の重量を安定化させることができる。また、本発明の方法を表皮材のインサート成形等に用いれば、成形中に表皮材の厚みが変化しても、金型キャビティ内の樹脂の挙動は影響を受けにくいので、安定した運転が可能である。
(もっと読む)
射出成形機の制御方法および射出成形機
【課題】発泡成形品や中空成形品を成形する際に、サーボモータを用いて速度制御して可動金型または可動金型の一部を型開方向に移動させる際の外乱に対する制御応答性能を向上させ、サーボモータやボールネジ機構の負荷を好ましい範囲内とする。
【解決手段】固定金型14と可動金型16の間に形成されたキャビティCに溶融樹脂を射出中または射出後に、可動金型16または可動金型の一部を型開方向に移動させてキャビティCの容積を拡大し、発泡成形品または中空成形品を成形する射出成形機11の制御方法において、キャビティCの容積を拡大する際に可動金型16または可動金型の一部をサーボモータ25により速度制御して型開方向に移動させるとともに、外乱に対応して可動金型16または可動金型の一部を流体機構29によりクローズドループ制御して型閉方向に押圧する。
(もっと読む)
射出成形機及び射出成形方法
【課題】 バリの発生に関する有用な情報を提供すること。
【解決手段】 本発明は、型締力を検出する型締力センサを備える射出成形機であって、保圧工程完了時の型締力センサの検出値及び/又は冷却工程完了時の型締力センサの検出値を表示出力する表示手段を備えることを特徴とする。表示手段は、好ましくは、保圧工程完了時の型締力センサの検出値及び冷却工程完了時の型締力センサの検出値の双方を表示出力する。また、表示手段は、好ましくは、更に、充填開始時の型締力センサの検出値を表示出力する。
(もっと読む)
型締装置及び射出成形機
【課題】駆動源としてモータを備えた型締装置において、測定器を別途必要とせずに、型締力を測定すること。
【解決手段】金型に型締力を付与する第1及び第2の型締部と、モータを駆動源として備え、前記第1の型締部を前記第2の型締部に近接・離間する方向に移動させる駆動手段と、前記モータを制御して前記第1の型締部を前記第2の型締部に近接する方向に所定の型締位置まで移動させた後、前記第1の型締部の位置を変えずに前記モータのトルクを減らしていくモータ制御手段と、前記モータ制御手段が前記モータのトルクを減らしていく制御を行っている場合に、前記型締位置から前記第1の型締部が移動したことを検出する検出手段と、を備える。
(もっと読む)
射出成形機の制御方法
【課題】金型を取り付けた際の型締力の調整時間を短縮することができる射出成形機の制御方法を提供すること。
【解決手段】型締装置(10)のトグルサポート(15)の固定位置を移動して目標型締力に近づくように型締力を調整する。トグルサポート(15)の移動量に応じて金型保護位置を変更する。型締力の調整は、規準金型を型締装置(10)に取り付けて得られた、押込量と対応する型締力との関係から求められた第1の型締力設定値に基づいて行なわれる。型締力の調整は、第1の型締力設定値を用いて型締を行ない、実際の型締力を検出して得られた型締力検出値と目標型締力との差に基づいて行なわれることとしてもよい。
(もっと読む)
型締力あるいは型締機構の異常を検出可能な射出成形機の制御装置
【課題】型締時または型開時の型締機構を駆動するモータのエネルギーを算出することによって、型締力の異常もしくは型締機構の異常を検出することが可能な射出成形機の制御装置を提供する。
【解決手段】型締用サーボモータを駆動し、可動プラテンを固定プラテン側へ前進させるSA1〜SA6。可動プラテンが金型タッチ位置に到達すると、位置検出信号および電流検出信号を取得し、可動プラテンの位置を算出し、モータのトルク値Tを算出し、型締用サーボモータが発生するエネルギー量を算出するSA7〜SA13。型締機構の弾性定数KとステップSA11で積算して求められた型締用サーボモータが発生したエネルギーとから算出型締力を求め、算出型締力が型締力下限値と型締力上限値で規定される範囲になければ成形サイクルを停止し、警告を出力し、表示装置に算出型締力や警告を表示するSA14〜SA18。
(もっと読む)
型締装置
【課題】不均等な型締力を与えても、型締装置の構成部材に生ずる機械的損傷を最小限に抑えることのできる型締装置を提供する。
【解決手段】ベースフレーム11と、固定ダイプレート12と、移動ダイプレート13と、移動ダイプレート13を固定ダイプレート12に対して進退させる移動ダイプレート移動手段と、固定ダイプレート12内に形成される油圧型締シリンダ18と、一端に形成されたラム16が油圧型締シリンダ18に配置され、他端が移動ダイプレート13に対して固定される複数のタイバー17と、を備え、油圧型締シリンダ18への作動油の供給を調整することにより、タイバー17を介して固定金型14と可動金型15との型締めをする型締装置10であって、型締動作の過程で、型締装置10の所定部位に生ずる応力を検知し、検知された応力が、所定の基準応力を超える場合には、型締動作を停止させる。
(もっと読む)
射出成形機の型締力設定方法
【課題】 バリ不良の発生しない必要最小限の適正型締力を設定する際の確実性及び信頼性を高めるとともに、より的確な適正型締力を自動化により容易に設定する。
【解決手段】 最大型締力(100〔%〕)から所定の大きさを順次低下させた型締力(100〔%〕,80〔%〕,70〔%〕…)により順次型締めして試し成形を行うとともに、射出工程における型締圧Pcを検出し、この型締圧Pcの変化に係わる複数の異なるモニタ要素(Pc,Pcd,Pcr)を監視することにより、少なくとも一つのモニタ要素に所定の閾値を越える変化が生じたなら当該変化が生じたときの型締力に対して所定の大きさだけ増加させた型締力を適正型締力Fsとして設定する。
(もっと読む)
射出成形機、及びその制御方法
【課題】同一条件下では、同一の計測結果(荷重値)が得られ、成形条件を一様にできる射出成形機、及びその制御方法を提供すること。
【解決手段】射出成形機に取り付けられるロードセルの荷重換算値を予め求め、かかる荷重換算値を射出成形機の制御装置に組み込む。その荷重換算値に基づき、ロードセルが計測した荷重値を修正し、正規の荷重値に換算することとした。そして制御装置で、換算された正規の荷重値を用いて、射出成形機における成形作業の制御を行わせることとした。
(もっと読む)
1 - 20 / 91
[ Back to top ]