
Fターム[4F206AP02]の内容
プラスチック等の射出成形 (77,100) | 検出量又は監視量 (1,871) | 力 (468) | 圧力 (331)
Fターム[4F206AP02]の下位に属するFターム
樹脂圧 (130)
Fターム[4F206AP02]に分類される特許
101 - 120 / 201
金型
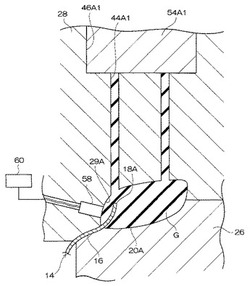
【課題】支持部材に対して確実に脚部を成型することのできる金型を提供すること。
【解決手段】型を閉めた際にキャビティ内の圧力を圧力センサ58で計測し、キャビティ内に充填されたゴム材料Gの圧力が予め設定した所定圧力(脚部20A、20Bにゴム材料Gが確実に加硫接着されるに必要な圧力)に至ったか否かを判定し、型を閉めた際のキャビティ内の圧力が所定圧力以上であると判定された場合には、所定時間、所定温度で加硫成形を行う。これにより、支持部材16の両縁部18A、18Bにそれぞれ脚部20A、20Bを確実に加硫接着できる。
(もっと読む)
樹脂成形品の成形方法及び成形装置

【課題】金型のコアバックにより溶融樹脂の発泡を促進すると共に、パリソンの金型内壁に対する追従性の低下を抑制すること。
【解決手段】
押し出し成形された非発泡性かつ伸縮性のある筒状成形体が金型のキャビティ内に配置されるよう金型を型締めする工程と、前記筒状成形体を前記キャビティ内で膨らませてブロー成形体を成形した状態で、前記キャビティの前記ブロー成形体内部に発泡性の溶融樹脂を射出する射出工程と、前記金型をコアバックさせて前記キャビティの容積を増大させながら前記溶融樹脂を前記ブロー成形体内部で発泡させる発泡工程と、を有し、前記発泡工程において、前記コアバックによる前記ブロー成形体の被延伸部分に近接する部位に充填される前記溶融樹脂の発泡圧を、他の部位に充填される前記溶融樹脂の発泡圧に比べて、高く設定することを特徴とする。
(もっと読む)
可塑化評価装置及び可塑化評価方法
【課題】実機と同じ条件下で損耗を評価することができるようにする。
【解決手段】成形材料を収容するための成形材料収容部と、剪断加熱の履歴を有する成形材料を、設定温度及び設定圧力で前記成形材料収容部に供給する成形材料供給装置と、前記成形材料収容部内において、試験片を保持する保持部材と、該保持部材を回転させる駆動部とを有する。この場合、剪断加熱の履歴を有する成形材料が、設定温度及び設定圧力で成形材料収容部に供給されるので、実機と同じ条件下で試験片の損耗を評価することができる。
(もっと読む)
中空成形体およびその製造方法、製造装置
【課題】一次射出で半割り成形されたベース体3およびカバー体4同士を突き合わせた突き合わせ部に樹脂材5を二次射出して中空成形体1を製造するにあたり、中空体内部を高圧雰囲気にする。
【解決手段】二次の射出工程としてベース体3およびカバー体4同士を突き合わせる以前の互いに対向した離間状態で、第一、第二金型6、7同士の対向面間に、対向するベース体3およびカバー体4を囲繞する状態でシール材9で密封空間を形成し、該密封空間内に期待を注入して高圧状態にした後、ベース体3およびカバー体4同士を突き合わせて二次射出するようにして中空体内部を真空にする。
(もっと読む)
中空成形体およびその製造方法、製造装置
【課題】一次射出で半割り成形されたベース体3およびカバー体4同士を突き合わせた突き合わせ部に樹脂材5を二次射出して中空成形体1を製造するにあたり、中空体内部を真空にする。
【解決手段】二次の射出工程としてベース体3およびカバー体4同士を突き合わせる以前の互いに対向した離間状態で、第一、第二金型6、7同士の対向面間に、対向するベース体3およびカバー体4を囲繞する状態でシール材9で密封空間を形成し、該密封空間内の空気を吸引して真空状態にした後、ベース体3およびカバー体4同士を突き合わせて二次射出するようにして中空体内部を真空にする。
(もっと読む)
射出成形機
【課題】逆流防止弁の閉鎖タイミングをより正確に検出し、成形品の良否判別や成形条件の調整がより正確にできるようにする。
【解決手段】計量工程完了後、スクリューを前進させると、スクリュー先端の逆流防止弁が開いた状態で移動することになる。樹脂の射出方向とは逆に樹脂は逆流する。樹脂の逆流によりスクリューには回転力が加えられ、スクリューにかかる回転方向の負荷は増大する。逆流防止弁が樹脂通路を閉鎖するとスクリューにかかる回転力は減少する。このスクリュー回転力のピーク時点を逆流防止弁の閉鎖時点として検出する。回転力のピーク時点における、回転力、スクリュー位置等の物理量を検出する。逆流防止弁の閉鎖時点が正確に検出されるから、射出保圧切換位置や射出速度切換位置の補正がより正確に調整できる。また、検出物理量に基づいて成形品の良否判別を正確に行うことができる。
(もっと読む)
射出成形機
【課題】連続成形運転中にドルーリングが発生しているか否かや、あるいは、連続成形運転中にドルーリング発生の虞がある状況に遷移しつつあることを、モニタ項目数値一覧画像の数値データの表示によって、一目で定量的に把握できるようにすること。
【解決手段】各成形サイクル毎の複数のモニタ項目の実測データを、成形サイクル順に数値で一覧表示するモニタ項目表示モードの画像に、サックバック工程の終了後から射出工程の開始までの間の所定タイミングにおけるスクリュ前端側の溶融樹脂の実測圧力データを数値表示可能とする。
(もっと読む)
射出成形機の支援装置
【課題】未熟練作業者の教育に好適で且つ実際の射出成形機の運転に役立つ支援装置を提供することを課題とする。
【解決手段】表示部25の下辺に、目標品質値としての製品重量6.6540g及び特定成形条件としての射出速度34.62mm/sが表示される。製品重量を6.6540gにしたければ、射出速度は34.62mm/sにすることが推奨され、作業者はこのメッセージに基づいて射出条件を設定し、射出成形を実施することができる。図において、「7.01」、「79.7」及び/又は「6.6540」の数値を作業者の手で変更することができる。この変更により、グラフ53が変更になり、射出速度の数値が変更になる。
【効果】作業者は、どの数値をどの程度変更すると、特性成形条件としての射出速度の数値がどう変化するを容易に認識することができる。数値群は、試し成形の実績をベースにしているために、量産成形に十分に反映させることができる。
(もっと読む)
射出成形機の型締装置および型締制御方法
【課題】 トグル機構を用いた射出成形機の型締装置および型締制御方法において、金型の背面から直接型締力を及ぼしつつ、型締力を歪センサを用いずに制御することが可能な射出成形機の型締装置および型締制御方法を提供する。
【解決手段】 トグル機構20により型締を行う射出成形機の型締装置11において、トグル機構20が軸着される第一可動盤28と、可動金型18が取付けられる第二可動盤29と、第一可動盤28と第二可動盤29との間に配設される油圧シリンダ30と、油圧シリンダ30の圧力を検出する油圧センサ38と、油圧センサ38の圧力を検出してアクチュエータ21をフィードバック制御する制御装置39が配設されている。
(もっと読む)
厚肉樹脂成形品の製造方法及びその製造装置
【課題】 厚肉樹脂成形品が成形される際に、その表面にひけが発生しないようにすることである。
【解決手段】 成形型130に2次圧付与装置150を配設し、射出装置170の射出ヘッド13から射出され、スプール15、ランナ16及びゲート17を経てキャビティ11に充填された溶融樹脂140が固化する前に、2次圧付与装置150を構成する油圧シリンダ12のロッド12aを前進させ、ランナ16におけるゲート17の反対側の端部に嵌合された圧縮中子23をキャビティ11の側に押し込むことによって、ランナ16及びゲート17内に非固化状態で滞留する溶融樹脂140をキャビティ11に向かって押し込み、キャビティ11内の溶融樹脂140の容積が減少した分を補充する。
(もっと読む)
複合材料部材を成形するための方法及び装置
本発明は、複合材料部材、殊に射出成形部分及びポリウレタン部分を含む複合材料部材の成形のための装置及び方法に関し、次のステップを含んでおり:支持構成部分を成形し、支持構成部分を金型の開かれたチャンバー内に移し、金型を所定の位置まで閉じ、この場合に容積のまだ大きなチャンバーを画定し、容積のまだ大きなチャンバー内に真空を生ぜしめ、流動材料を容積の増大されたチャンバー内に注入し、流動材料の注入と同時に及び/又は流動材料の注入に続いて圧縮工程を行うようになっている。 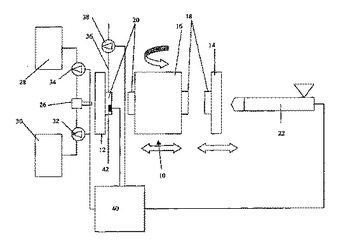 (もっと読む)
(もっと読む)
射出成形機
【課題】計量時の溶融樹脂の圧力を高精度に検出することが可能な射出成形機を提供する。
【解決手段】フロントプレート22とリアプレート28とを結合したタイバー37、ロードセル40の設けられたプッシャープレート26を移動させるボールネジ機構60を備え、プッシャープレート26を敷設されたリニアガイド38で支持する。スクリュー24の後退と連動してプッシャープレート26が移動され、ロードセル40が溶融樹脂の圧力を検出する際、撓まないよう敷設されたリニアガイド38でプッシャープレート26を案内するので、ロードセル40は、プッシャープレート26の移動により生じる背圧を高精度に検出することができる。
(もっと読む)
射出成形機
【課題】 コスト削減,成形品質の向上,信頼性の向上及び長寿命化、省エネルギ性の向上を図るとともに、複数の油圧ポンプから吐出する作動油を合流して又は個別に供給する場合でも不安定挙動を回避して的確な圧力制御を行う。
【解決手段】 複数の油圧アクチュエータ4a…における選択した油圧アクチュエータ4a…に対して油圧ポンプ2p,2qから吐出する作動油を合流して又は個別に供給する作動油供給回路5と、各油圧ポンプ2p…から吐出する作動油の圧力をそれぞれ検出する複数の圧力センサ6p,6qと、作動油を合流して供給する際には圧力センサ6p…から得る一つの圧力検出値Pdp…を使用し、かつ作動油を個別に供給する際には各油圧ポンプ2p…に対して設けた各圧力センサ6p…から得る圧力検出値Pdp…をそれぞれ使用して圧力制御を行う複数の圧力制御系7p,7qを備える。
(もっと読む)
合成樹脂成形品の成形方法及び成形装置
【課題】成形のサイクルを短く維持したまま、成形品の表面品質を高めることができ、発泡成形品の発泡セルの大きさを成形品全体に亙って均一化し、物理的特性を成形品の全体に亙って安定化することのできる合成樹脂成形品を成形する成形方法及び成形装置を提供することである。
【解決手段】成形型8のキャビティ面に沿って射出口40と反対側へ流れるガス流層42を形成した状態で、キャビティ41内に発泡剤16を含有する溶融合成樹脂を射出し、その後そのガスを外部へ排出し、次にキャビティ41内の合成樹脂の表層部をキャビティ面に接触させて成形型により冷却する。成形装置1は、上記成形方法を達成するためにガス流層成形装置5とガス吸引装置6とを備えた。
(もっと読む)
プラスチック部材の表面改質方法、金属膜の形成方法及びプラスチック部材の製造方法
【課題】 表面粗さが良好で且つ密着力の高い金属膜を形成することが可能な加圧流体を用いたプラスチック部材の表面改質方法を提供することである。
【解決手段】 加圧流体を用いたプラスチック部材の表面改質方法であって、加圧流体を用いて浸透物質をプラスチック部材の表面内部を浸透させることと、上記プラスチック部材に浸透した上記浸透物質を溶媒で溶解して上記プラスチック部材の表面から上記浸透物質を除去することとを含む表面改質方法を提供することにより上記課題を解決する。
(もっと読む)
電動式射出成形機
【課題】 タイバーに丸棒の一部を板状部に形成した棒鋼を採用し、規格品の歪み検出器を板状部に取付けてタイバーの歪み量から圧力測定を正確に行えるようにする。
【解決手段】 電動射出成形機が備えた射出装置や型締装置のタイバーを、丸棒の両端部を除く側面を長く平坦面に形成して断面積が部分的に減少した板状部に形成した棒鋼とする。その板状部に歪み検出器を取付ける。射出装置の射出プレートや型締装置の可動盤のタイバー挿通孔の直径をタイバー径よりも大径に形成する。
(もっと読む)
射出成形機及び射出成形機の制御方法
【課題】圧力検出器を備えた射出成形機において、周辺部品や周辺環境の温度上昇に起因して当該圧力検出器の温度が変動する場合であっても、当該圧力検出器の出力を精度良く把握することができる射出成形機及び当該射出成形機の制御方法を提供する。
【解決手段】圧力検出器35、48、87を備えた射出成形機1は、設定圧力値と、前記圧力検出器35、48、87の温度と、前記圧力検出器の出力値と、の相関関係を記憶する記憶部と、前記圧力検出器35、48、87の温度を検出する温度検出部114と、を備え、前記温度検出部114により検出された温度に基づき、前記記憶部に記憶された前記相関関係を用いて、前記圧力検出器35、48、87の出力値を補正して補正圧力値を算出することを特徴とする。
(もっと読む)
運転データの表示装置を備えた射出成形機
【課題】成形サイクルをモニタリングする際、煩雑な各種の数値設定を行うことなく、諸条件下での最適な表示を行えるようにする。
【解決手段】縦軸/時間軸スケールパターン生成部16には、予め射出速度の実測データ、射出圧力の実測データ、可塑化回転速度の実測データを組み合わせた複数の表示モードが格納される。この表示モードは、それぞれの各測定項目における実測データのゼロ位置及び倍率が最適化され、オペレータがその表示モードを選択することにより、オペレータが望む各実測データ21〜25の組み合わせがワンタッチで切り換え可能である。
(もっと読む)
偏心加工を行なうことができる加工機械及びその制御方法
【課題】複数の加工軸を用いて偏心加工を行なう場合、高精度な加工力の制御を実現する。
【解決手段】機構部26を支持する構造部26の複数箇所の歪を歪検出器34L、34Rで検出し、複数箇所の歪の一次関数式を演算することで、複数の加工軸の力20L、20Rの各々を精度良く算出し、複数の加工軸力20L、20Rの算出値をフィードバックして、複数の加工軸力20L、20Rにそれぞれ割当てられた動力源12L、12Rを制御する。機構部26の左の所定箇所30Lでの歪の検出値をfL、右の所定箇所30Rでの歪の検出値をfR、左の加工軸力の算出値をFL、右の加工軸力の算出値をFRとするとき、前記一次関数式はFL=(fL+fR)/2+(fL-fR)/2α及びFR=(fL+fR)/2-(fL-fR)/2αである。
(もっと読む)
射出成形機、射出成形品及び画像形成装置
【課題】樹脂計量時におけるノズルからの成形材料漏れ防止構造をより簡易的な構造で少ない部品及び製作時間により計量時におけるノズルからの成形材料漏れ防止を行う射出成形機を提供する。
【解決手段】画像形成装置の構成部品である成形品を成形する射出成形機において、成形材料の流動方向に対して流動方向側に傾斜した第1の面3と樹脂流路内面に接触すると樹脂流路を遮断できる第2の面4を有する射出機構先端部1に配置された第1の部材2と、第1の部材2に樹脂流路を遮断する方向へ力を加える弾性体5とを有し、射出時に第1の部材2が成形材料との接触面に受ける圧力が、第1の部材2の弾性限度内である。
(もっと読む)
101 - 120 / 201
[ Back to top ]