
Fターム[4F206AP02]の内容
プラスチック等の射出成形 (77,100) | 検出量又は監視量 (1,871) | 力 (468) | 圧力 (331)
Fターム[4F206AP02]の下位に属するFターム
樹脂圧 (130)
Fターム[4F206AP02]に分類される特許
41 - 60 / 201
型締装置の金型保護方法
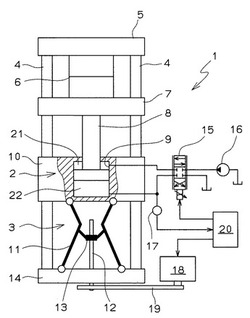
【課題】金型の異常検出が的確かつ瞬時に行える金型保護方法を提供することを目的とする。
【解決手段】油圧シリンダ装置2を介して金型6を型閉じする型閉手段3を備えた型締装置1において、制御装置20は、前記金型6が型閉じストロークの所定位置から型閉完了位置の僅か手前まで移動する間に、封じ込められた前記油圧シリンダ装置2の圧力が所定値まで変化するか否かを判断し、前記油圧シリンダ装置2の圧力が所定値まで変化したときには金型異常であると判断する。
(もっと読む)
射出成形機における画像データ記録方法および射出成形機

【課題】
外部記憶媒体を携帯していなくても容易に画面の画像データを記録して、後から外部記憶媒体にコピーできる射出成形機の画面の画像データの記録方法を提供する。
【解決手段】
ハードコピー要求用のボタンを押下すると、表示装置(7)に表示されている画面の画像データを所定のファイル形式に変換して、内部メモリ(5)に構成されている仮想ディスク(12)に画像ファイル(G)として書き込む。次いで、外部記憶媒体(8)がセットされているかどうか判定して、セットされている場合に画像ファイル(G)を外部記憶媒体(8)にコピーする。
(もっと読む)
射出成形の測定値データ記録方法および射出成形機
【課題】
外部記憶媒体を携帯していなくても容易に測定値データを記録して、後から外部記憶媒体にコピーでき、測定値データが消失する恐れの無い射出成形機の測定値データの記録方法を提供する。
【解決手段】
記録開始から記録終了の間、樹脂温度、射出圧力等の測定値データをサンプリングして内部メモリ(5)に格納すると共に、内部メモリ(5)に構成されている仮想ディスク(12)にデータファイル(D)を作成して測定値データを書き込む。データファイル(D)への書き込みが完了した後に、外部記憶媒体(8)がセットされているかどうか判定して、セットされている場合にデータファイル(D)を外部記憶媒体(8)にコピーする。
(もっと読む)
離型検査装置及びそれに用いられる離型検査方法
【課題】離型検査装置において、樹脂成形品の表面を損傷させることなく、離型不良を検知する。
【解決手段】金型を用いて成形された樹脂成形品100の非製品部分102をプレス治具2,3によって挟み込んで固定し、エアー噴出口22から製品部分101に対してエアーを噴出する。離型が正常であれば、エアーは製品部分101によって堰き止められ、圧力センサ4によって検知されない。圧力センサ4がエアーを検知すると、制御部5は、離型が異常であると判定する。
(もっと読む)
射出成形機の型締力設定方法
【課題】 バリ不良の発生しない必要最小限の適正型締力を設定する際の確実性及び信頼性を高めるとともに、より的確な適正型締力を自動化により容易に設定する。
【解決手段】 最大型締力(100〔%〕)から所定の大きさを順次低下させた型締力(100〔%〕,80〔%〕,70〔%〕…)により順次型締めして試し成形を行うとともに、射出工程における型締圧Pcを検出し、この型締圧Pcの変化に係わる複数の異なるモニタ要素(Pc,Pcd,Pcr)を監視することにより、少なくとも一つのモニタ要素に所定の閾値を越える変化が生じたなら当該変化が生じたときの型締力に対して所定の大きさだけ増加させた型締力を適正型締力Fsとして設定する。
(もっと読む)
射出成形機の制御装置および射出成形機
【課題】射出成形機の充填・保圧制御において、樹脂の充填・保圧動作に起因して発生した外乱に起因する、射出用モータの速度追従特性の劣化を補償し、過渡応答特性を改善して、安定した制御を行うことができる射出成形機の制御装置を提供する。
【解決手段】スクリューの動作速度を決定する速度指令信号を入力し、速度指令信号からスクリューを駆動するモータの動作速度を示す速度信号を引いた速度偏差信号に対し二回以上の積分特性を有する演算を行い、モータを駆動するためのトルク指令信号を出力する。
(もっと読む)
真空吸着装置及び真空吸着装置を備える成形品取出機
【課題】真空手段の作動及び停止を行なうための圧力設定を成形品毎に行なうことなく、簡単な制御で真空手段によるエネルギー消費量を軽減するとともに、成形品の落下を防止する真空吸着装置を提供する。
【解決手段】吸着部材に真空圧を作用させる真空手段と、真空手段と吸着部材との連通又は連通の遮断を行なう圧力保持弁と、配管を介して吸着部材内の圧力を検出する圧力検出器と、真空手段及び圧力保持弁の作動を制御する制御手段とを備える。制御手段は、圧力保持弁を開き、真空手段を作動させて、吸着部材によりワークを吸着しているときに、圧力検出器で検出した圧力が所定時間一定となった場合には、圧力保持弁を閉じ、真空手段の作動を停止させ、その後、圧力検出器で検出した圧力が一定幅低下した場合には、圧力保持弁を開き、真空手段を作動させる制御を行なう。
(もっと読む)
光学製品の射出成形機および光学製品の射出成形方法
【課題】 射出装置の加熱筒内を減圧した状態で樹脂材料を可塑化し、可塑化した溶融材料を成形金型内に射出して光学製品を成形する光学製品の射出成形機および光学製品の射出成形方法において、光線を光学製品に対して照射した際の光線透過率を改善することができる光学製品の射出成形機および光学製品の射出成形方法を提供する。
【解決手段】 射出装置12の加熱筒31内を減圧した状態で樹脂材料Mを可塑化し、可塑化した溶融材料M1を成形金型64内に射出して光学製品を成形する光学製品の射出成形機において、加熱筒31内を常時気密状態とするとともに真空ポンプ54で吸引し、真空度を0.33kPa〜11.33kPaとして樹脂材料Mの可塑化を行う。
(もっと読む)
射出成形機および射出成形機の制御方法
【課題】 キャビティ形成面を構成するコアブロックを移動可能に設けたコアブロック移動機構を有する射出成形機におけるコアブロック作動時に、金型等の装置に対して上記のいずれかのような不測の事態が発生することを防止したコアブロック移動機構を有する射出成形機および射出成形機の制御方法を提供する。
【解決手段】 成形金型46のキャビティ形成面51の一部を構成するコアブロック35を移動可能に設けたコアブロック移動機構30を有する射出成形機11において、コアブロック移動機構30は、コアブロック35の前進力が変更可能に設けられている。
(もっと読む)
エンボス加飾一体成形品及びその製造方法
【課題】薄くて軽量で、エンボス加飾され、デザイン多様性に優れ、且つ触感のよいエンボス加飾一体成形品及びその製造方法を提供する。
【解決手段】表皮材20と射出成形により表皮材20と一体成形されたコア材10からなるエンボス加飾一体成形品1であって、表皮材20が、オレフィン系熱可塑性エラストマー、スチレン系樹脂、塩化ビニル系樹脂及び塩素化ポリエチレン系熱可塑性エラストマーからなる群から選ばれる少なくとも一種の樹脂を主成分とし、且つエンボス加飾されているエンボス加飾シートからなり、コア材10が、スチレン系樹脂及びポリカーボネート系樹脂からなる群から選ばれる少なくとも一種の樹脂を主成分とし、エンボス加飾一体成形品1における表皮材20表面の残留三次元表面粗さが4〜100μmの範囲である。
(もっと読む)
樹脂封止方法及びその装置
【課題】使用する真空ポンプを兼用させることで生じるコンパクト化や低コスト化という効果を減殺することなく、複数の金型を用いた効率的な樹脂封止を実現可能とする。
【解決手段】金型118、金型120を備えて、各金型118、120の減圧を行い、樹脂封止する樹脂封止方法において、金型118、金型120のうち先に樹脂封止動作がなされる先行金型である金型118の樹脂封止動作完了前に、金型118の次に樹脂封止動作がなされる後行金型である金型120の樹脂封止動作を開始し、且つ、金型118の減圧期間と金型120の減圧期間とが重ならないようにする。
(もっと読む)
射出成形機の良否判別装置
【課題】監視項目の成形データが良否判別レンジ外であった場合、それが上限値を超えた場合と下限値を下回った場合に応じて異なる判別モードを設定可能な射出成形機の良否判別装置を提供すること。
【解決手段】射出成形機の成形品質に影響を与える物理量として、型内圧50、射出初圧60、計量時間70、金型温度80、およびV−P位置90を選択したことを示している。型内圧50に対して上限値51、判別モード52、下限値53、判別モード54のように、それぞれの監視項目の物理量に対して、上限値の判別モードと下限値の判別モードとを個別に設定できる。型内圧50では良否判別52,良否判別54に設定されている。金型温度80では、サイクル停止,良否判別に判別モードが設定されている。
(もっと読む)
射出成形方法および射出成形機
【課題】 キャビティ内を真空化して溶融材料の流動を良好にするとともに、キャビティ内に射出された溶融材料からのガス等の発生を抑えることのできる射出成形方法および射出成形機を提供する。
【解決手段】 固定金型13と可動金型14の間に形成され真空化されたキャビティ53内に射出装置11から溶融材料Mmを射出する射出成形方法において、真空化されたキャビティ53内に、真空手段36により真空化された加熱筒15内で可塑化された溶融材料Mmを射出することにより、キャビティ53内における溶融材料Mmの流動を良好にするととも、溶融材料Mmからのガス等の発生を抑える。
(もっと読む)
金型、成形品評価方法、及び成形条件決定方法
【課題】金型内での樹脂成形品の収縮量等の変動を経時的に測定することができる金型、その金型を用いた成形品の評価方法、その金型を用いた成形条件の決定方法を提供する。
【解決手段】金型内における樹脂成形品の収縮量の経時的な変動を測定する収縮量測定部及び/又は金型内における樹脂成形品の収縮力の経時的な変動を測定する収縮力測定部を備えた金型を用いる。収縮力測定部が、収縮力を伝達する伝達部を備え、伝達部を介して収縮力を測定し、収縮量測定部が、樹脂の収縮により変位する可動部を備え、可動部の変位量を収縮量として測定する金型が好ましい。
(もっと読む)
内装品の製造方法
【課題】発泡射出成形法を利用して、意匠表面の意匠性を高く確保しつつ局部的に発泡倍率を高める。
【解決手段】貫通部23を有する硬質の芯材2を形成し、貫通部23を塞いだ状態で芯材2をキャビティ内に配置し、芯材の表面側に発泡剤を含む軟質樹脂からなる成形材料を射出して積層し、貫通部23を閉じた状態を開くことで成形材料を貫通部23を介して膨出させる。軟質樹脂層3の表面にパーティングラインが形成されることがなく、貫通部23に対向する部位の発泡倍率が高まる。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】サイクルタイムの増大を最小限に抑えつつ、且つ、プランジャと樹脂との密着を確実に解くことのできる樹脂封止方法を提供する。
【解決手段】複数のプランジャ10を単一のプレス機構70にて駆動して樹脂をキャビティ内に圧入させることにより封止を行う樹脂封止装置1を用いた樹脂封止方法であって、プランジャ10が樹脂を押圧する圧力を測定可能なロードセル30と、複数のプランジャ10とプレス機構70との間に設けられ、プレス機構70からの駆動圧力を均等化するためのバネ20を備え、樹脂の圧入後且つ樹脂封止後の成形品の取り出し前に、ロードセル30の測定値が所定の条件を満たすまでプランジャ10を反圧入方向に駆動する。
(もっと読む)
射出成形機のエジェクタ異常検出装置
【課題】最初の成形サイクルから特別な装置を用いることなくエジェクタ動作の異常を検出することができる射出成形機の異常検出装置を提供することを目的とする。
【解決手段】エジェクタの駆動手段と、エジェクタの位置を検出する手段と、エジェクタの負荷を検出する手段を備える射出成形機のエジェクタ異常検出手段において、エジェクタ後退中においてエジェクタ負荷を検出し、前記検出したエジェクタ負荷が所定負荷より小さくなった時点のエジェクタ位置を検出し、前記検出したエジェクタ位置が所定の基準位置以上の場合にエジェクタに異常が発生したことを検出することを特徴とする射出成形機のエジェクタ異常検出装置。
(もっと読む)
射出成形機の制御方法
【課題】 成形サイクル(成形動作)の中断を生じることなく生産稼働を継続できるよういして生産効率の向上を図るとともに、成形品質及び歩留まりの向上に寄与する。
【解決手段】 油圧ポンプ2を駆動する駆動モータ3の回転数を可変制御して成形サイクルにおける各動作工程の制御を行うに際し、油圧ポンプ2に、少なくとも大流量の固定吐出流量Qmとこの大流量よりも小さい小流量の固定吐出流量Qsを設定可能な油圧ポンプ2を使用するとともに、予め、駆動モータ3の負荷状態に対する閾値による限度条件を設定し、成形動作時に、所定の動作工程を、大流量の固定吐出流量Qmに設定して当該動作工程の制御を行うとともに、駆動モータ3の負荷状態を監視し、当該負荷状態が限度条件に達したなら小流量の固定吐出流量Qsに切換えることにより当該所定の動作工程の制御を行う。
(もっと読む)
モールド成形用金型
【課題】
ロータリー式射出成形用のモールド成形用金型のホットランナー部内の圧力上昇を抑え、溶融プラスチック材の漏出などを防止する。
【解決手段】
ホットランナー部に連通した減圧用空間部と該減圧用空間部内に移動可能に設けられたピンと該ピンに連結されたエアシリンダーとを有し該減圧用空間部またはホットランナー部内の圧力に対応して該エアシリンダーにより該ピンを移動させる減圧手段を備え、溶融プラスチック材がホットランナー部及び成形体用空間部に充填された状態でホットランナー部の圧力が増大するとき、上記減圧手段の減圧用空間部内で上記ピンを後退移動させて該減圧用空間部の該ホットランナー部に連続した部分の容積を増大させる構成とする。
(もっと読む)
射出成形機および射出成形方法
【課題】 固定金型と可動金型の間に形成されるキャビティ内に溶融樹脂を射出して成形を行う射出成形機において、油圧式射出成形機と電動式射出成形機の長所を兼ね備えた射出成形機および射出成形方法を提供する。
【解決手段】 固定金型26と可動金型32の間に形成されるキャビティ68内に溶融樹脂を射出して成形を行う射出成形機11において、サーボモータ35によって駆動される型開閉機構の偏移量Aを検出する第一位置検出手段35aと、サーボバルブ47によって駆動される型締シリンダ29の偏移量Bを検出する第二位置検出手段33とにより固定盤17に対する可動盤27の偏移量を求める。
(もっと読む)
41 - 60 / 201
[ Back to top ]