
Fターム[4F206AP02]の内容
プラスチック等の射出成形 (77,100) | 検出量又は監視量 (1,871) | 力 (468) | 圧力 (331)
Fターム[4F206AP02]の下位に属するFターム
樹脂圧 (130)
Fターム[4F206AP02]に分類される特許
121 - 140 / 201
射出装置の油圧回路及び背圧制御方法

【課題】背圧制御に油圧モータを採用し、射出シリンダへの圧油の圧送供給に双方向油圧ポンプを採用することによって、射出装置における無背圧力(0MPa)付近での背圧制御を可能とする。
【解決手段】射出シリンダの前室側油圧路と後室側油圧路を油圧ポンプ回路により接続する。油圧ポンプ回路に電動サーボモータにより正逆回転する双方向油圧ポンプを設ける。前室側油圧路と後室側油圧路のタンク側の油圧路に逆止弁を設ける。電磁切換弁を設けて後室側油圧路と並設した排出油路に、電動サーボモータにより正逆回転する背圧制御用の油圧モータを設ける。
(もっと読む)
熱可塑性樹脂の表面改質射出成形用金型

【課題】成形機の改造などが不要であり、標準の成形機を用いて、比較的高価な金属錯体などの改質用材料をロスなく、高濃度で、効率的に成形品表面に析出することのできる熱可塑性樹脂の表面改質射出成形用金型を提供する。
【解決手段】この発明による熱可塑性樹脂の表面改質射出成形用金型10は、内部に、溶融状態の樹脂を保持可能で、保持された溶融樹脂2の適宜部分に、高圧ガスまたは超臨界流体に溶解した金属錯体、金属アルコキシドまたはその変性物からなる改質材3を注入・保持可能な溶融樹脂保持部30を備えている。
(もっと読む)
射出成形機の型締制御方法
【課題】 圧力制御パターンにおける応答性の鈍い(悪い)部分や挙動の乱れ,アンダーシュート及びオーバーシュートの発生を防止し、圧力制御の応答性を安定化させるとともに、高精度の圧力制御を行う。
【解決手段】 異なる複数の型締力Pxa…,Pya…を多段に設定した圧力制御パターンCx,Cyを用いてトグル式型締装置Mcにより射出成形を行うに際し、予め、圧力制御パターンCx,Cyにおける各型締力Pxa…,Pya…に対応した圧力補償定数Kxa…,Kya…をそれぞれ求めて設定し、射出成形を行う際に、圧力制御パターンCx,Cyによる型締力Pxa…,Pya…の変化に対応して圧力補償定数Kxa…,Kya…を変更する。
(もっと読む)
貯蔵容器、樹脂の成形方法及びメッキ膜の形成方法
【課題】 超臨界流体を製造する特別な高圧装置を用いることなく、より低コストで且つ量産性に優れた樹脂の成形方法及びメッキ膜の形成方法、並びに、二酸化炭素の貯蔵容器を提供する。
【解決手段】 貯蔵容器であって、二酸化炭素と該二酸化炭素に溶解する機能性材料とが密封されている容器本体を備える貯蔵容器を提供する。これにより、超臨界流体を製造する特別な高圧装置を用いることなく、より低コストで且つ量産性に優れた樹脂の成形方法及びメッキ膜の形成方法、並びに、二酸化炭素の貯蔵容器を提供することができる。
(もっと読む)
逐次射出成形プロセスにおけるポリマー材料の送出制御
逐次射出成形プロセスにおいてポリマー材料の送出を制御する方法と装置。一実施態様において、その方法は、複数の金型キャビティへ第1の材料の第1回ショットを同時に送出するステップと、(14a〜14i)、第1回ショットの送出のステップ中に対応するキャビティへ送出される材料の容積または流量を示す特性を、それぞれのキャビティについて独自に検知するステップと、第1回ショットの送出中に対応するキャビティについて検知された特性を示す信号を変数として使用するプログラムに従って、1個以上のキャビティへ第1回ショットを送出するステップを独自に停止するステップと、および第1回ショットを送出するステップを停止するステップに引続いて、第2の材料の第2回ショットをキャビティへ同時に送出するステップと、を提供する。 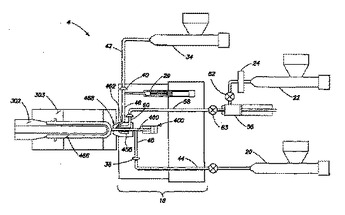 (もっと読む)
(もっと読む)
金型温度制御方法および金型温度制御装置
【課題】金型の加熱および冷却に要する時間を短くすると共に構成を単純にする。
【解決手段】金型温度制御装置(10)が、伝熱媒体流路が形成されている金型(20)と、伝熱媒体を加熱して蒸気を発生させるボイラ(B)と、伝熱媒体の蒸気を凝縮するコンデンサ(C)と、伝熱媒体流路の他方の端部に接続されると共に凝縮した伝熱媒体を回収する伝熱媒体タンク(35)とを含む。駆動時には、ボイラにより発生した伝熱媒体の蒸気を金型の伝熱媒体流路に供給することにより金型を加熱し、金型の伝熱媒体流路において凝縮して伝熱媒体タンクに回収された伝熱媒体を伝熱媒体流路に戻して該伝熱媒体流路において沸騰した伝熱媒体の蒸気を伝熱媒体流路の一方の端部を通じてコンデンサに供給することにより、金型を冷却する。
(もっと読む)
ガスインジェクション成形方法及び装置
【課題】成形サイクルが長くなる点、薄肉部が他の部分と比べ早く硬化し易いことに起因する強度的な問題を解決しガスの注入部分への制御の難しさ等による大型成形の薄肉成形に対する限界があるという点、金型微細部の汚れ、詰りの清掃等の点を含む諸問題を解決する。
【解決手段】本発明の成形方法は、ガスインジェクション成形方法に於いて、金型に樹脂を射出する以前に金型内を真空状態にし、その後、前記金型に樹脂の射出を行い、更に、樹脂を射出した後、該樹脂内に高圧ガスを注入する。また成形装置は、金型3と、真空貯め容器2と、金型と真空貯め容器とを接続する配管11と、配管11に設けられた真空弁10と、高圧貯め容器5と、金型3と高圧貯め容器とを接続する配管28と、配管28に設けられた注入弁8及び排出弁9とを有する。
(もっと読む)
型締力制御方法及び型締装置
【課題】電磁石を用いて型締力を発生する型締装置において、所望の型締力が発生するまでの時間を短縮して、型締工程における立ち上がり特性の向上を図ることができる型締力制御方法及び当該型締装置を提供する。
【解決手段】型締装置10において電磁石49を用いて型締力Fを発生させ、前記型締力Fを変化させる際に、定常型締力F0を発生するために必要な定格電流I0の値よりも大きな値を有する電流を、前記電磁石49を有する型締用駆動部37に通電する。
(もっと読む)
射出成形機の駆動機構
【課題】 ロードセルに直接当接するアンギュラ玉軸受によるカジリの発生や摩擦抵抗の増加を回避してロードセルの検出精度を高める。
【解決手段】 直進運動が伝達される射出ブロック3及び回転運動が伝達されるスクリュカップリング6を有し、射出ブロック3の内周部によりベアリング部7を介してスクリュカップリング6を回動自在に支持するとともに、射出ブロック3とスクリュカップリング6間における軸方向Faの圧力を検出するロードセル8を内蔵する射出成形機Mの駆動機構1を構成するに際して、ベアリング部7を、ロードセル8の後端面8r側に配したアンギュラ玉軸受9及びこのアンギュラ玉軸受9に並べて配した第二軸受10により構成するとともに、アンギュラ玉軸受9と射出ブロック3間に所定の間隔Lsを有するギャップGsを設ける。
(もっと読む)
射出成形機の駆動機構
【課題】 スクリュの芯ズレを有効に防止することにより加熱筒に対するスクリュのカジリの発生を回避し、円滑動作の確保及び摩耗低減などによる耐久性の向上を図るとともに、ロードセルの検出精度を高める。
【解決手段】 直進運動が伝達される射出ブロック3及び回転運動が伝達されるスクリュカップリング6を有し、射出ブロック3の内周部によりベアリング部7を介してスクリュカップリング6を回動自在に支持するとともに、射出ブロック3とスクリュカップリング6間における軸方向Faの圧力を検出するロードセル8を内蔵する射出成形機Mの駆動機構1を構成するに際して、スクリュカップリング6とロードセル8の前端面8f間にスラスト軸受9を介在させるとともに、ベアリング部7をロードセル8の後端面8r側に配したアンギュラ玉軸受10及びこのアンギュラ玉軸受10に並べて配した円筒ころ軸受11により構成する。
(もっと読む)
トグル式型締装置によるディスク基板の射出圧縮成形方法
【課題】 トグル式型締装置により射出圧縮成形したディスク基板の厚さ偏肉を、可動盤の高さ調整により許容範囲に抑えて、ディスク基板の成形精度の向上を図る。
【解決手段】 タイバーに挿通して型置盤に対設した可動盤を支持装置により機台上に支持する。可動盤をトグル機構により移動して型閉する。型置盤と可動盤に取付けた金型のパーティング面間がわずかに開いているときに、金型内に形成されたキャビティに樹脂を充填する。充填中又は充填後に金型を型締して樹脂をディスク基板に圧縮成形する。可動盤の高さと、可動盤の高さ変位量に対応するディスク基板の厚さ偏肉又はパーティング面の平行度を検出して数値化する。その厚さ偏肉又は平行度の数値から可動盤の高さを支持装置により適正高さに調整する。
(もっと読む)
射出成形機の制御方法
【課題】コストアップを生じることなく、簡単な構成でドルーリングを防止することができ、かつ安定して成形品を得ることが可能な射出成形機の制御方法を提供する。
【解決手段】 本発明の射出成形機の制御方法は、経験値に基づくドルーリングが発生しない圧力を設定圧力として閾値設定部16に入力する工程と、演算処理部14に、射出工程における圧力波形および成形条件を記憶させる工程と、ロードセル6およびエンコーダ13の測定値に基づき、サックバック・ノズル部温度制御部15が、演算処理部14に記憶された圧力波形に基づく成形条件のサックバック量からサックバック量を順次変更させるサックバック量変更工程と、を含み、サックバック量変更工程にてロードセル6で検出された圧力が設定圧力に達した場合、設定圧力となるサックバック量にて連続成形を行う。
(もっと読む)
射出成形用金型の冷却流体漏れ検出装置
【課題】 簡素な部品構成で、射出成形機に取り付けることなく事前に射出成形用金型内の冷却流体の漏れを確認することが出来て、更に操作性が向上して作業性も安全である射出成形用金型の冷却流体漏れ検出装置を提供する。
【解決手段】 射出成形用金型100に冷却流体を通す入口側に連通する入口側連通手段1と、前記入口側連通手段1に流体2を加圧して供給する流体加圧供給手段3と、前記流体加圧供給手段3から供給される前記流体2を前記射出成形用金型100に前記冷却流体を通す出口側に連通して排出する出口側連通手段4と、前記出口側連通手段4から排出する前記流体2を収容する排出タンク5を備える。
(もっと読む)
スクイズピンの異常検知方法及び成形機
【課題】スクイズピンの異常を安定して検知できる成形機を提供する。
【解決手段】キャビティCの溶湯を加圧可能なスクイズピン75を有するダイカストマシンDC1は、キャビティCに溶湯が充填されている状態でスクイズピン75を前進させてキャビティCの溶湯を加圧する加圧工程と、キャビティCに溶湯が充填されていない状態でスクイズピンを前進させてスクイズピンの潤滑及び冷却の少なくとも一方を行うスプレイ工程とを含む成形サイクルを繰り返し行い、スプレイ工程において、スクイズピン75のストロークを検出し、その検出結果と所定の基準値との比較に基づいてスクイズピン75の異常検出を行う。
(もっと読む)
射出成形により形成したエネルギ獲得デバイス
【課題】射出成形により形成したエネルギ獲得デバイスの実施例を説明する。
【解決手段】 一実施例では、感知される環境から振動エネルギを獲得する圧電片持ち梁を射出成形法により製造する。片持ち梁デバイスは、圧電材料製部材と、この圧電部材に連結された高密度材料製のプルーフマスと、電気的接続を行うためのリードフレームとを含む。圧電部材は、標準的な接続材料でリードフレームに電気的に取り付けられる。次いで、アッセンブリ全体をプラスチックで射出成形する。圧電部材を包囲するプラスチックは、プルーフマスに及ぼされた振動に応じて電気を発生する片持ち梁を形成する。
(もっと読む)
射出成形装置及び射出成形方法
【課題】肉厚に差がある成形品の各部位において、ほぼ均等に不完全転写部を発生させ、成形品全体において内部歪が小さく、形状精度の良い成形品を得ることができる射出成形装置および射出成型方法提供する。
【解決手段】高精度処理がなされた少なくとも1つ以上の転写面と、転写面以外の面であり、所定面積で開口する複数の通気孔が設けられた非転写面とで形成されるキャビティ内に、ゲートを介して溶融した成形材料が射出充填され、冷却により成形品が得られる射出成形金型と、成形材料の射出充填後の冷却過程において複数の通気孔を介してキャビティ内に所定の気体を供給する複数の気体供給装置と、を有し、複数の気体供給装置は、複数の通気孔と1対1に対応し、成形品の形状に基づいて、所定の圧力および所定のタイミングで気体を供給し、非転写面に不完全転写部を形成する。
(もっと読む)
射出成形機及び射出成形機に設けられた圧力検出器の異常を検出する方法
【課題】射出成形機から取り外すことなく圧力検出器の異常確認を容易に行うことができる射出成形機及び当該射出成形機に設けられた圧力検出器の異常を検出する方法を提供することを課題とする。
【解決手段】駆動部29、46と、前記駆動部29、46により軸力が伝達されて前進及び後退する被駆動部23、52と、前記被駆動部の前進又は後退を制限する規制手段5、11、70と、前記被駆動部23、52に伝達された前記軸力を圧力として検出する圧力検出器35、48と、前記規制手段5、11.70により前記被駆動部23、52の前進又は後退が制限された状態において前記駆動部29、46の運動を制御するために前記駆動部29、46に与えられる電流値を基に駆動力を算出する制御装置45と、を備えたことを特徴とする射出成形機1により上記課題が解決される。
(もっと読む)
ゴムローラの成形金型、ゴムローラの製造方法
【課題】金型のオーバーフロー部におけるゴムバリの残留を抑制し、ゴムバリの除去が容易となるゴムローラの成形金型、ゴムローラの製造方法を提供する。
【解決手段】円筒状金型の両端部の開口において篏合する第一及び第二の駒型と、第一及び第二の駒型によって円筒状金型内で保持可能とされた軸体とを有し、
いずれか一方の駒型の側から前記円筒状金型内にゴム材料を注入し、前記軸体の外周にゴムローラを成型するゴムローラの成型金型において、
ゴム材料の非注入側の駒型に、前記円筒状金型内から金型外に向かって徐々に小さくなる断面を有するオーバーフロー用の穴乃至は溝1aと、これらに連通するエアベント穴乃至は溝1bが設けられた構成とする。
(もっと読む)
射出成形機の射出制御方法及び装置
【課題】 圧力補正の必要がない動作区間における補正を回避し、本来の成形動作が損なわれる不具合を解消するとともに、ユーザの設定を十分に反映できるようにする。
【解決手段】 所定圧力(第一設定圧力)Psとこの所定圧力Psよりも大きい第二設定圧力Pmを設定し、検出圧力Pfと第一設定圧力Psの第一偏差Esを求めるとともに、所定の条件により求めた補正圧力Pxを検出圧力Pfに加算した修正検出圧力Pfxと第二設定圧力Pmの第二偏差Emを求め、第一偏差Esと第二偏差Emのいずれか小さい偏差Es又はEmを用いて射出圧力に対する制御を行う。
(もっと読む)
圧力指示装置
射出成型装置の圧力指示フィッティング(20)が、フィッティング孔(24)がその中を貫通するフィッティング本体(22)であって、フィッティング孔が溶解物移送用の通路(12)の内部に開口するように装置内に装着されているフィッティング本体(22)と、フィッティング孔内に収容され、そこに接合されることによって正常位置に維持されている示度部材(26)であって、溶解物から示度部材に掛かる接合材(18)を剥離させるのに十分な力によって正常位置から示度位置まで変位させられる示度部材(26)であり、示度位置は、フィッティング本体の表面に示度部材の表面(25)が隣接することによって決まり、示度位置では示度部材の軸(29)の一部分が露出される示度部材(26)とを備える。有利には、示度部材は、示度部材とフィッティング本体との間の圧入によって示度位置に保持される。射出成型マニホルド(10)が、本発明による圧力指示フィッティングを備える。 (もっと読む)
121 - 140 / 201
[ Back to top ]