
Fターム[4F206JB11]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 予め形成された挿入物等との一体化成形 (4,574)
Fターム[4F206JB11]の下位に属するFターム
インサート成形 (2,017)
表面材との一体化 (926)
封入成形 (463)
絵付け、ラベリング (588)
複数の挿入物との一体化 (469)
Fターム[4F206JB11]に分類される特許
21 - 40 / 111
成形品の製造方法
【課題】本発明は、製造工程が容易であり、製造コストが安く、品質を向上させる成形品の製造方法を提供できる。
【解決手段】本発明は、皮革、織物、布の中の何れか一種から構成された柔軟層を提供するステップと、雌型と、その雌型と係合する雄型と、を含む射出成型用金型を提供するステップと、前記柔軟層を前記雌型と前記雄型との間に配置するステップと、前記射出成型用金型を係合させて、雌型と雄型との間にキャビティを形成するステップと、前記キャビティの内部へ溶融の材料を注入して、基板を形成すると同時に、前記柔軟層と前記基板が一体に接続された半成形品を形成するステップと、前記射出成型用金型を開放した後、前記半成形品を取り出すステップと、レーザーで前記基板の外部に残る柔軟層を切るステップと、を含む成形品の製造方法を提供する。
(もっと読む)
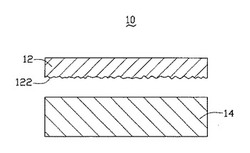
表皮成形品、表皮成形品の成形方法、および表皮付発泡成形部材の成形方法

【課題】表皮付発泡成形部材に適用する表皮の取り扱い性を改善することによって、製品としての表皮付発泡成形部材の外観品質の低下を防ぎ得る表皮成形品、表皮成形品の成形方法、および表皮付発泡成形部材の成形方法を提供する。
【解決手段】表皮成形品20は、芯材11と、芯材に向かい合う表皮12と、芯材と表皮との間の空間13に充填される発泡体14とを有する表皮付発泡成形部材10を成形する際に用いられる。この表皮成形品は、表皮付発泡成形部材の表皮をなす表皮部30と、表皮部の周囲に配置され表皮部を保持する枠形状をなすインサート部品40と、を有している。表皮部およびインサート部品は、RIM成形により一体化されている。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】高い耐摩耗性や耐擦傷性を有し、成形性が良好でクラック等が入らない表面保護層を有し、かつ高い意匠性を有する加飾成形品の成形に用いる加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供すること。
【解決手段】基材上に少なくとも表面保護層と該表面保護層上に部分的に設けられた低艶層を有する加飾シートであって、表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜25:75の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、表面保護層の厚さが1〜1000μmであり、かつ低艶層が電離放射線硬化性樹脂に艶消剤を1〜50質量%含有する樹脂組成物を架橋硬化したものである加飾シートである。
(もっと読む)
アウトサート成形品及びその製造方法
【課題】閉塞部材をバイオプラスチックで成形しても、破損することなく確実に基板の開口部に取付けることができるアウトサート成形品及びその製造方法を提供する。
【解決手段】扉11に形成された開口部15を塞ぐ閉塞部材22は、扉11の正面に位置し開口部15を塞ぐ蓋部26と、開口部15を通って扉11の開口部縁部15aを挟む挟持部27と、挟持部27から突出する突起部28とを有している。閉塞部材22は、木質系材料と樹脂材料とを混合してなるバイオプラスチックからなり、この閉塞部材22及び扉11は、アウトサート成形で成形される。
(もっと読む)
キャリアプレート用金型
【課題】キャリアプレートの成型の際に保持孔のとば口を適切な形状に形成することができるキャリアプレート用金型を提供すること。
【解決手段】シリコーンゴムからなる弾性部材を充填させることによって、貫通通路1aよりも小径の保持孔が形成されたキャリアプレートを成型するキャリアプレート用金型30において、弾性壁における保持孔が形成された部位の平面部17a側の端面が、金属部のみに接触された状態として形成されるように構成されていること。
(もっと読む)
金型、射出成形装置および射出成形体
【課題】製造に手間をかけず、品質の向上を図ることができる金型、射出成形装置および射出成形体を提供する。
【解決手段】製品を射出成形するための一対の金型51,52において、製品に取り付けられる部品の部品加工装置33が組み込まれている。
(もっと読む)
樹脂中空成形体の製造方法
【課題】複雑な内面形状の中空形状の樹脂中空成形体の製造方法を提供する。
【解決手段】樹脂中空成形体の製造方法は、水溶性若しくは加水分解性の樹脂Aを用いて射出成形して中子を形成する工程と、樹脂Aの中子を金型内に少なくとも一部分が外部と接触できるように配置し、該中子の外側周囲に、所望する中空成形体の外部構造を形成するように非加水分解性でかつ疎水性の樹脂Bを、次式:樹脂Aの融点(TmA℃)>樹脂Bの射出成形温度(TB℃)−150(℃)を満足する射出温度で射出成形して、該中子と一体化された成形体を形成する工程と、一体化成形体を、加圧下かつ該樹脂Bの融点より低い温度下でのオートクレーブ養生により、中子を形成している該樹脂Aのみを、該中子が外部と接触できる部分より除去して中空部を形成する工程とを備えている。
(もっと読む)
射出成形体の製造装置
【課題】一次射出の工程で形成した固定金型6側に残るレンズ部2と可動金型7側に残る本体部3との突き合わせ面部に、本体部用樹脂材と同じ樹脂材を二次射出して燈体1を製造する製造工程において、2個の燈体1を同時製造する場合に、マニホルド10に形成される樹脂材の射出流路11、12を干渉することなく簡単に形成する。
【解決手段】第一射出装置8の射出位置8aからレンズ部用型面6aに至る第一射出流路11を、両レンズ部用型面6aに挟まれるように形成し、第二射出装置9の射出位置9aを第一射出装置射出位置8aよりも本体部用型面6b側に位置させ、該第二射出装置射出位置9aからの第二射出流路12を、本体部用型面6bに至る主流路12aと、第一射出流路11の両外側を通るようにして二次射出用空間Sにそれぞれ至る副流路12bとに分岐形成して構成した。
(もっと読む)
金型内で複合成形品を得る成形・組立方法および成形・組立用金型
【課題】 小型カメラ用のレンズ付きフレームを、金型内で成形・組立てる方法を提供する。
【解決手段】固定側金型(3)と移動側金型(4)とを使用して、円筒形フレーム(33)と、第1、2のレンズ(35、37)と、蓋体(38)とを1次射出成形により略同時に成形する。次いで、円筒形フレームを移動金型の方に、第1、2のレンズおよび蓋体を固定側金型の方に残して型を開き、移動側金型をスライドさせ、円筒形フレームと第1のレンズを対向させて、型間を狭めてピストンヘッド(10a)により円筒形フレームを押し出す。これにより、第1のレンズが円筒形フレームに挿入される。同様にして円筒形フレームに第2のレンズを挿入する。最後に、円筒形フレームと蓋体とを整合させて2次射出成形により円筒形フレームと蓋体とを接合する。
(もっと読む)
ゴム成形体の射出成形方法及び射出成形型
【課題】射出成形により未加硫のゴム成形体を成形するにあたり、成形時間を長引かせることなく、ゴム成形体の形状の均一性を高めることができるゴム成形体の射出成形方法と射出成形型を提供すること。
【解決手段】型締め状態にある成形型の内部に形成されたキャビティに未加硫ゴム組成物を射出注入して、ビードフィラー1bを成形した後、そのビードフィラー1bが未加硫状態である間にゲート連結部20と相対向する対向部30を押圧し、未加硫ゴム組成物の射出注入により発生する応力と対称的な圧縮応力をビードフィラー1bに作用させ、その後に未加硫状態にあるビードフィラー1bを成形型より取り出すようにする。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】発泡樹脂基材と、その裏面側に一体化される樹脂リブとからなる積層構造体を全体、あるいは一部に採用した自動車用内装部品において、樹脂リブ成形時における樹脂漏れをなくす。
【解決手段】ドアトリム10は、ドアトリムアッパー(積層構造体)20とドアトリムロア(樹脂単体品)30とから構成されている。ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される所定パターン形状の樹脂リブ22との積層構造体から構成され、樹脂リブ22の接合部分における発泡樹脂基材21には、一般部の厚みd1よりも大きな厚みd2を有する段付き取付部24が形成されている。そして、成形下型42の溝部424内に溶融樹脂M1を射出充填して、樹脂リブ22を成形する際、溝部424のコーナー部と凹部427のコーナー部の両コーナー部がシール部A,Bとして作用し、樹脂漏れをなくす。
(もっと読む)
樹脂モールド装置および樹脂モールド方法
【課題】樹脂モールド操作を停止することなく金型をクリーニングしながら樹脂モールドすることができ、グリーン樹脂のような金型との密着性の高い樹脂を使用した場合でも、型汚れを防止して的確な樹脂モールドを可能にする樹脂モールド装置および樹脂モールド方法を提供する。
【解決手段】被成形品を樹脂モールドする樹脂モールド金型12、22を備えたプレス装置10、20と、該樹脂モールド金型の金型面をクリーニングするクリーニング装置30とを備えた樹脂モールド装置であって、前記クリーニング装置30は、前記樹脂モールド金型12、22の金型面にエネルギー線を照射し、金型面に付着して残留する汚れを金型面から剥がれやすい状態にするエネルギー線照射部31を備え、前記被成形品を樹脂モールドする際に、前記汚れを成形樹脂に付着させ、成形品に前記汚れを付着させて成形品を離型させることを特徴とする。
(もっと読む)
プリント基板たわみ防止具、プリント基板たわみ防止具の製造方法、プリント基板たわみ防止方法
【課題】金属製の補強具と樹脂製の絶縁部材とを備え、両者が締結具を用いずに一体となったプリント基板たわみ防止具及びそのプリント基板たわみ防止具の製造方法を提供する。また、プリント基板たわみ防止具によって、プリント基板の片面にストレスが加えられてもプリント基板のたわみを防止するプリント基板たわみ防止方法を提供する。
【解決手段】プリント基板たわみ防止具は、プリント基板のたわみを防止するプリント基板たわみ防止具であって、凹形状の断面形状を有する補強具と、凹形状の内部にあって、凹形状の底部に固定され、凹形状の深さと同等の厚さを有する絶縁部材とを備えている。
(もっと読む)
インサート成形品の製造方法
【課題】磁性体からなるインサート部材を均一に加熱させ、その均一に加熱させたインサート部材を樹脂内に成形するインサート成形品の製造方法を提供することである。
【解決手段】電磁誘導加熱によって磁性体からなるインサート部材M1を加熱する加熱工程と、前記加熱工程によって加熱されたインサート部材M1を樹脂内に成形する成形工程とを備えている。
(もっと読む)
廃プラスチック成形装置
【課題】 廃プラスチックを再利用して所望の形状の成形品に加工する場合に、コストを削減する等の理由により押出成形機が利用されているため、成形品の形状や寸法、性質の安定性が劣ることに鑑みて、安定した形状や性質等を備えた成形品を加工できる廃プラスチック成形装置を提供する。
【解決手段】 金型2に成形材料を充填する押出装置4と射出装置5とを備え、押出装置4により金型2内に成形材料を充填して成形品の粗加工を行う。金型2から溢れ出た成形材料を射出装置5に導入して計量する。計量後には押出装置4と金型2とを遮断して射出装置5により成形材料を射出することにより、金型2内の材料圧力を維持しながら仕上げの成形加工を行う。
(もっと読む)
二色射出成形製造物及びその製造方法
【課題】プラスチック(樹脂)を材料として製造物を射出成形により製造する場合には、ケース外面部とリブ部の肉厚の大小関係、プラスチック(樹脂)の金型内部での流動状態、キャビティ内部の圧力等の関係から製造物の外観面に「ひけ」を生ずることがあり、ひけは製造物の外観の体裁を悪くする。
【解決手段】電池ユニット3が収納される収納部11を有し且つ第1の射出成形によって形成される上下ケース4,5と、その上ケース4又は下ケース5の内面から収納部に向かって突出するように形成されるリブ部12と、を有するバッテリーケース2に関する。そのリブ部12を、第2の射出成形によって下ケース5又は上ケースに二色成形する。
(もっと読む)
射出成形機のデータ処理方法
【課題】 構成部品(型)のバラツキ状態を容易に確認できるようにし、発生しているバラツキに対してその対策を速やかに講じることにより、精密成形品における安定した高度の成形品質を得る。
【解決手段】 一台の射出装置Miに対して一部の構成部品Cy1,Cy2が交換されて成り立つ複数の金型C1,C2を用いることにより所定の成形品を順次成形する射出成形機Mにおいて、成形サイクル毎に、成形時の構成部品Cy1,Cy2を判別するとともに、成形時のモニタデータD…を取込み、取込んだモニタデータD…を構成部品Cy1,Cy2に対応させてデータ処理する。
(もっと読む)
突起付きベルトのアウトサート成形方法
【課題】支持突部に寸法ばらつきがあっても、支持突部の傾きを確実に防止して突起体をアウトサート成形し、さらに突起体をベルトの支持突部に取り付け強度高くアウトサート成形する。
【解決手段】背面に支持突部1を一体に突設したベルト2を成形金型3にセットすると共に成形金型3に樹脂を射出し、支持突部1のベルト長手方向での両面を基部の二股状の接合部5で挟んだ状態で突起体をこの射出樹脂でアウトサート成形することによって、突起体をベルト2の背面に起立させて一体的に設ける。この際に、成形金型3に樹脂を射出して、射出の際の樹脂圧で支持突部1が傾く側を倒れ抑制手段で支えながら、支持突部1に突起体4をアウトサート成形する。そして、支持突部1のベルト長手方向での両面を挟むように成形される接合部と、支持突部1に設けた貫通孔6に充填される樹脂とを連接一体化する。
(もっと読む)
成形装置および成形方法、並びに、車両用前照灯
【課題】メインレンズ1とサブレンズ2とホルダ3との一体成形が完了していない成形品Aをオペレータ等が金型から取り外す必要なく、メインレンズ1とサブレンズ2とホルダ3とを一体成形する。
【解決手段】メインレンズ1とサブレンズ2とホルダ3とが一体成形された成形品Bを支持可能な3個の同一形状の下金型12a,12b,12cを回転可能なターンテーブル式型盤11上に120°間隔で配列する。メインレンズ1とサブレンズ2とを一体成形するために上下動可能な上金型13bと、上金型13bによって成形された成形品Aとホルダ3とを一体成形するために上下動可能な上金型13cと、上金型13cによって成形された成形品Bの下金型12a(12b,12c)からの取り外し、及び、その下金型12a(12b,12c)に対するメインレンズ1の装着を行うための着脱用空間13aとをターンテーブル式型盤1に対向させて120°間隔で配列した。
(もっと読む)
貯水タンクの製造方法、及び貯水タンク
【課題】自由なデザインのタンク本体を優れた品質で製造できる貯水タンクの製造方法を提供する。
【解決手段】第1の工程では、互いの周縁部61a、62a同士を重ね合わせることでタンク本体60の完成形状となる第1、第2のパーツ61、62を個々に射出成形によって製作する。第2の工程では、第1の工程を経て製作された第1、第2のパーツ61、62をその周縁部61a、62a同士を重ね合わせた状態で射出成形用の第1、第2の金型71、72内に装填し、その第1、第2のパーツ61、62の周縁部61a、62aの周囲に、溶融した樹脂を加圧注入して硬化させる。
(もっと読む)
21 - 40 / 111
[ Back to top ]