
Fターム[4F206JB11]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 予め形成された挿入物等との一体化成形 (4,574)
Fターム[4F206JB11]の下位に属するFターム
インサート成形 (2,017)
表面材との一体化 (926)
封入成形 (463)
絵付け、ラベリング (588)
複数の挿入物との一体化 (469)
Fターム[4F206JB11]に分類される特許
81 - 100 / 111
保持器成形方法及び保持器

【課題】簡単な保持器成形方法で幅寸法の小さな保持器を低価格で一体成形する技術を提供する。
【解決手段】複数の転動体4を1つずつ回転自在に保持する複数のポケット6a,6bが周方向Rに沿って複列で成形され、且つ一方の列を構成する各ポケット6aと他方の列を構成する各ポケット6bとが周方向に対して直交する方向Pに整列した保持器2を成形する際に、一方の割型に成形品(保持器)を残留させ、その残留させた成形品に対して突出力を作用させて、当該成形品を一方の割型から脱型させる。この場合、一方の列を構成する各ポケット6a間には、突出力を受けるための受け部8が一体成形され、これにより各ポケット間の剛性が高められることにより、割型の分割の際に成形品が一方の割型に残留する。
(もっと読む)
インサート成形品の製造方法

【課題】インサート部品の溶融又は変形を確実に防ぐ。
【解決手段】インサート部品の加熱変形温度よりも射出時に金型内で流動させるときの流動温度が高い特性をもつ第2樹脂13でインサート部品11をインサート成形すると、インサート部品11が溶融又は変形する。そこで、インサート部品11の加熱変形温度よりも射出時に金型内で流動させるときの流動温度が低い特性をもち、かつ第2樹脂の流動温度よりも加熱変形温度が高い特性をもつ第1樹脂12をインサート部品11の接合面に固定する一次成形を行い、その後に、一次成形品の第1樹脂12の周りに、成形品の基材となる第2樹脂13を固定する二次成形を行うようにした。
(もっと読む)
車両用アシストグリップおよびその製造方法
【課題】 ドアグリップの外層材5の肉厚を薄くすると共に表面品質を向上させる。
【解決手段】 ブロー成形により中空材4を形成し、中空材4内に水を充填した後に冷却することで水を凍結させ(図4(a))、芯材3を中空材4に保持させた後に(図4(b))、溶融樹脂12の射出成形により芯材3および中空材4の外面を覆うように外層材5を形成する(図4(c))。中空材4内の水を排出した後に、エアブローすることで中空部材内の水を除去する(図4(d))。
(もっと読む)
フィルターエレメントの製造方法およびその製造装置
【課題】 フィルターを予め所要形態に形成し金型内に挿入する工程を要せず、余分のフィルター部分を削除する工程を別途設ける必要もなく、樹脂成形時に余分なフィルター部分が切断され、量産性に優れ、極めて容易かつ低廉にフィルターエレメントを作製できるフィルターエレメントの製造方法および製造装置を提供する。
【解決手段】 本発明のフィルターエレメントの製造装置1は、所望形態のフィルターエレメント50を形成するためのコア2およびキャビティ3を備えた金型4と、フィルター材20を配した状態でコア2およびキャビティ3間に樹脂を充填する樹脂充填手段5と、一体化された樹脂製枠材51とフィルター材20とを離型させるためのエジェクトピン6とを有し、エジェクトピン6が樹脂製枠材51とフィルター材20を押圧する際にフィルター材20が所要形状に切断されてフィルターエレメント50が作製されるフィルターエレメントの製造装置である。
(もっと読む)
複合成形品および複合成形品の製造方法
【課題】軽量、薄肉、高強度・高剛性で、かつ高意匠性、安全性に優れたものであり、これらの特性が要求される用途に適した複合成形品および複合成形品の製造方法を提供する。
【解決手段】シート状強化部材(II)と樹脂部材(III)とを含む複合成形品(I)であって、該シート状強化部材(II)が(a)孔部、(b)切り欠き部、および(c)凹部、からなる群より選ばれた1種以上の形状の部分を有し、該形状部分の加工面の少なくとも一部が樹脂部材(III)で覆われていることを特徴とする複合成形品(I)である。
(もっと読む)
樹脂製軸受部品とその製造方法
【課題】
軸部品に対する摺動性能及び耐摩耗性能を向上させると共に、軸受芯材のマスター軸からの分離を容易にし且つ樹脂成形部に対する転写を良好にすること、マスター軸の要部に軸受芯材となるメッキ皮膜を形成する際に、マスキング処理が寸法精度を高めた状態で容易且つ確実にできること、などを主たる目的とするものである。
【解決手段】
樹脂成形部18の軸心側に軸部品を装着する筒状の軸受芯材が一体成形され、軸受芯材は肉厚状をした外側の電鋳層3Bと肉薄状をした内側の無電解メッキ層3Aによる二重メッキ層3で形成すると共に、無電解メッキ層3Aには自己潤滑性の微粒子分散させ、軸受芯材はマスター軸1の要部に二重メッキ層3を設けたインサート軸4から、樹脂成形部18を射出成形する際に転写してマスター軸4から分離させた樹脂製軸受部品である。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなり、所望ならば製品表面に加飾材23が貼付される。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、薄肉ヒンジ部24を形成し、その後、シリンダ駆動される巻込み駒81により巻込みシロ25を起立させるとともに、加熱治具70に当接させて加熱軟化させた後、巻込み駒81をスライドさせて巻込みシロ25の巻込み処理を行ない、剛性並びに見栄え上、好ましい端末処理部Aを形成する。
(もっと読む)
インサート部材投入装置
【課題】インサート部材をキャビティ内の所定の位置へ正確に設置させるようにする。
【解決手段】インサート部材9を保持した状態で当該インサート部材9を金型5に設けられたキャビティ55内の所定の位置に固定する役目を果たすインサート保持治具1と、インサート保持治具1の本体部12をマニピュレータ22にて掴んだ状態で上記金型5に設けられた治具収容部51内へ上記インサート保持治具1の先端部に形成された導入部11を導入させる導入装置2と、インサート保持治具1の導入部11が上記金型5に設けられた治具収容部51内に導入された状態において、上記インサート保持治具1を上記治具収容部51内へ押込むように作動するプッシャ装置3と、導入装置2の作動制御及びプッシャ装置3の押込み操作制御を行なう制御手段6と、からなる。
(もっと読む)
他のタイプの材料との熱可塑性材料の接合
熱可塑性材料は、金属およびセラミックスなどの他のタイプの材料に接合されるが、それは、凹凸面を有するシートを他の材料に結合する工程と、熱可塑性材料を凹凸面を有するシートに溶融結合する工程とによって接合される。このようなシートには、微孔性であるシートまたは不織布であるシートが挙げられる。得られた接合体は、熱可塑性材料と別の材料との組合せが有用である様々な目的のために有用である。 (もっと読む)
樹脂成型体
【課題】 板材に樹脂が成型されてなる樹脂成型体において樹脂部の顫動を防止する。
【解決手段】 本発明は、複数の貫通孔を有する板材と、該貫通孔内に一部が延在した樹脂部とを有する樹脂成型体であって、樹脂部は、板材の少なくとも一方の主面の側に開口する凹部を有し、貫通孔を含み板材の主面に垂直な第一の断面において、板材は、樹脂部に包囲される第一の部位107と、該第一の部位107の延伸方向に、その第一の部位107に対向する第二の部位108とを有し、板材の主面に垂直な第二の断面において、板材は、樹脂部に貫通して配される第三の部位109とを有する。
(もっと読む)
合成樹脂薄膜を張設した成型品の製造方法
【課題】
少なくともその一部に合成樹脂薄膜シートが張設された製品を、当該シートに所謂皺などが発生することなく、美しく張設できる合成樹脂薄膜を張設した成型品の製造方法を提唱するものであり、他に本発明の目的は、上記薄膜シートが正しく張られた状態で金型内に導かれるようにしたこと
【解決手段】
装置本体(1)に装備させた一対の金型金型(2)(2)間に合成樹脂製薄膜シート(3)を介在させ、該金型(2)(2)を閉じる行程と、該金型金型(2)(2)内に樹脂材料(9)を射出し、合成樹脂製薄膜シート(3)が張設された製品(10)を製造する行程と、当該製品(10)から合成樹脂製薄膜シート(3)の不必要部分をカットする行程と、当該製品を金型(2)(2)から突出す行程、よりなる
(もっと読む)
多孔質膜カートリッジおよびその製造方法
【課題】 インサート射出成形を行っても多孔質膜が破損せず、また、キャップ部材とバレル部材の密着不良が発生しない多孔質膜カートリッジとその製造方法を提供する。
【解決手段】 本発明の多孔質膜カートリッジは、多孔質膜カートリッジの底部をなし、その一端側にキャップ部材側融着部を有し、かつ他端側に開口を有し、キャップ部材側融着部の内周壁に沿って形成された挟持面を有するキャップ部材と、このキャップ部材と一体的に形成される筒部分をなし、その一端側に前記キャップ部材側融着部と内接するバレル部材側融着部を有し、かつ他端側に開口を有するバレル部材と、バレル部材の射出成形を行う際に、バレル部材側融着部の縁部とキャップ部材の挟持面とで挟持される多孔質膜とを有し、バレル部材側融着部の最小肉厚tminと最大肉厚tmaxの関係を{(tmax−tmin)/tmax}×100≦50[%]とした。
(もっと読む)
基体一体型ゴムの製造方法
低温で成形、加硫、接着が可能で、かつ立体状に成形可能である基体一体型ゴムの製造方法を提供することを目的とする。そのために、ゴムを基体101上の正確な位置に一体化して設ける基体一体型ゴム111の製造方法であって、ゴム成形用の金型K内に基体101を載置する載置工程と、未加硫のゴム102を基体101が載置された金型Kに流し込み成形する成形工程と、基体101と一体化した未加硫ゴム104を取り出す離型工程と、加流を行う加硫工程と、を有することを特徴とする基体一体型ゴム111の製造方法を提供する。 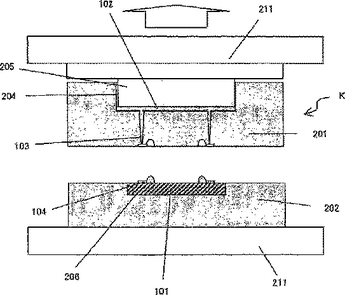 (もっと読む)
(もっと読む)
吸引管及び該吸引管の製造のための方法
本発明は、特に自動車の内燃機関の新気通路機構のための吸引管(1)に関する。該吸引管(1)は、少なくとも2つの管部分(3,4)から成る管区分(2)を備えており、前記管部分は注型品として成形されていて、かつ結合部(12)によって互いに結合されており、該結合部は前記管部分(3,4)間の分離線(5)の領域に射出成形された材料によって形成されている。  (もっと読む)
(もっと読む)
溶融樹脂で厚さを貫通する浸潤を行うための方法及び装置
浸潤成形方法における溶融樹脂又はピッチの急速移送のための成形装置。この装置は例えば樹脂又はピッチを溶融し運搬するための押出し器(4)と、樹脂又はピッチがモールド内のモールドインサート空洞(19)内に運搬されるように配置されるモールド(10)とを有する。モールドインサートはモールドインサート空洞の1側(ID)からモールドインサート空洞の反対側(OD)に向かう樹脂又はピッチの圧力勾配及び流れを生じさせるための外径リング(20)のような内部突出部を有する。モールドインサートはまた多孔性物体を通る溶融樹脂又はピッチの1方向流れをもたらすような位置においてモールドインサート空洞内で多孔性物体(1、18)を位置決めするための位置決めリング(25)のような内部突出部を有する。また、急速樹脂又はピッチ浸潤成形方法は、モールド内の圧力勾配を介して加熱されたプリフォームの1方向含浸を行うために高融点で高粘度の溶融樹脂又はピッチをモールド内へ射出する工程を有する。 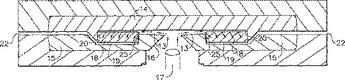 (もっと読む)
(もっと読む)
アルミニウム合金と樹脂組成物の複合体とその製造方法
本発明は、表面粗さが5乃至50μm以上であり、この表面に1μm以下の微細な凹部又は凸部を有するアルミニウム合金形状物と、前記凹部又は凸部に侵入して固着され、縦横平均線膨張率が2〜4×10−5℃−1であるポリブチレンテレフタレート樹脂、又はポリフェニレンスルフィドを主成分とする熱可塑性樹脂組成物からなることを特徴とする複合体であり、熱可塑性樹脂組成物とアルミニウム合金形状物とが容易に剥がれることがないため、電子機器、家電機器等において、金属製筺体の良さと合成樹脂構造の良さを両立させ、生産性が高く量産性があり、形状、構造の設計が自由にできるものである。 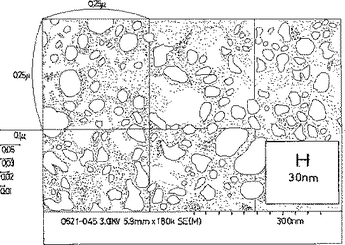 (もっと読む)
(もっと読む)
空気フィルターの製造方法
【課題】
空気フィルターの製造に関し、インサート射出成形によって枠と金網とを一体化して一工程で製造することにより、安価に空気フィルターを製造する方法を提供することを目的とする。
【解決手段】
定尺の金網21を凹型Cの空間部に挿入、定置させる工程と、凸型Dを前記凹型Cの方向へ可動して閉型作動した後、前記凹型Cと前記凸型Dとで形成されるキャビティに樹脂を射出する工程とを含むことにより、前記金網21の縁部を樹脂体で包囲した空気フィルター2を成形することを特徴とする空気フィルターの製造方法である。
(もっと読む)
底壁のガスバリア性または遮光性を高めたカップ状容器、及びその製造方法
【課題】既存のインモールド成形用型を使用して、簡単な構造によって十分なガスバリア性あるいは遮光性を備えたカップ状容器、及びその製造方法を提供すること。
【解決手段】合成樹脂の射出成形によって形成されて、側壁10bの内側または外側に、ガスバリア性または遮光性を備えたフィルムまたは金属箔20を一体化したカップ状容器10であって、その少なくとも側壁10bを、フィルムまたは金属箔20と一体化すべく先に射出された第1合成樹脂11により形成し、少なくとも底壁10aを、先に射出された第1合成樹脂11と、この第1合成樹脂11中に後から射出されて、ガスバリア性または遮光性を備えた第2合成樹脂12とにより構成したこと。
(もっと読む)
樹脂成形品の成形方法
【課題】コア材樹脂の賦形と同時に、コア材の表面に表皮材を融着一体化した後にコア材樹脂を発泡させる成形に際して、コア材樹脂が所望する発泡セル層を形成するとともに発泡ムラを防止し、表皮材の風合に優れた外観と発泡セル層を有する樹脂成形品を得る。
【解決手段】対向する固定型3と可動型4とを備えた一対の成形金型の間に表皮材5をセットして、表皮材5と一対の成形金型とで形成される金型キャビティ内にガスを注入し、コア材樹脂充填中の金型キャビティ内のガス圧力をコア材樹脂の発泡圧力と略同一に維持するとともに、コア材樹脂充填完了と略同一タイミングでガスを排出完了させることを特徴とする。
(もっと読む)
金属成形品の表面にモールド層を成形する方法
【課題】厚みが薄く、所要の強度があり、外観デザインの選択幅が広く、供給も安定した電子機器のケース、筐体等を製造する方法を提供する。
【解決手段】樹脂成形金型3、4内に金属成形品1をセットし、その表面を覆うように樹脂モールド層2を成形する工程において、樹脂モールド層の一部を金属成形品に設けた開口1e内に入り込ませて相互に固着結合する構造を備えるようにし、金属成形品はマグネシュウム、マグネシュウム合金、アルミニューム、アルミニューム合金、ステンレス、チタン等で形成し、樹脂モールド層はポリカーボネート等で形成する。樹脂モールド層は、金属成形品1を貫通するように設けた開口1dを注入口として金属成形品の裏面側より射出される。成形工程終了後、樹脂モールド層表面にクリアコート層、又は塗装層を設ける工程を加えるか、樹脂モールド層表面に塗装層及び、その上にクリアコート層を設ける工程を加えるようにしてもよい。
(もっと読む)
81 - 100 / 111
[ Back to top ]