
Fターム[4F206JB17]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 予め形成された挿入物等との一体化成形 (4,574) | 封入成形 (463)
Fターム[4F206JB17]に分類される特許
141 - 160 / 463
モールド金型
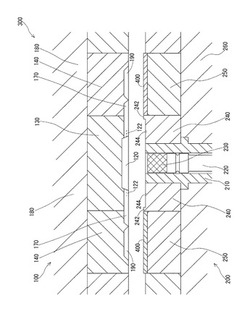
【課題】低粘性で浸透性が高い封止樹脂を用いても、センターインサートの金型クランプ面に形成される隙間から漏れ出した封止樹脂をセンターインサート側のクランプ領域内に留めておくことにより、成形不良を低減したモールド金型を提供する。
【解決手段】上型センターインサート130および上型キャビティインサート140を有する上金型100と、下型センターインサート240および下型キャビティインサート250を有する下金型200とを備え、上型センターインサート130の上型キャビティインサート140と隣接する端縁部若しくは下型センターインサート240の下型キャビティインサート250と隣接する端縁部に沿って連なり、下型センターインサート240に形成された金型ランナ170と交差するように突出する突出部242が形成されていることを特徴とする。
(もっと読む)
半導体装置の製造方法

【課題】モールド金型を用いた半導体装置のレジン封止工程においては、上下モールド金型の内面のキャビティ部やポット部に樹脂カスが発生する。これらのレジンバリを除去するために、通常、専用のバキューム・クリーナにより、クリーニングしている。しかし、フィラの微細化等に起因して、封止レジンの流動性が増加する傾向にあるため、プランジャ部周辺間隙へのレジン流入が増加して、通常のクリーニングでは、完全除去が不可能となる場合があることが本願発明者等によって明らかにされた。
【解決手段】本願発明は、トランスファ・モールドによるレジン封止工程を有する半導体装置の製造方法において、先行する基体にレジン封止体を形成した後、後続の基体をセットする前に、モールド金型内面をクリーニングする際に、キャビティ部とポット部が別個の吸引排気ファンまたは集塵ファンに連結して排気されるクリーニング・ヘッドを用いて実行される。
(もっと読む)
封止装置及び封止方法
【課題】開発期間の短縮が可能であると共に、低コスト化が可能となる。
【解決手段】基板102を供給する基板供給部110A、基板供給部110Aから取り出された基板102を予備加熱する予備加熱部124、予備加熱された基板102を樹脂封止する金型132を有する樹脂封止部130、及び樹脂封止された基板102を収納する基板収納部110B、を少なくとも含む複数の機構部を有する封止装置100において、基板供給部110Aから取り出された基板102を予備加熱部124に搬送する手段と、予備加熱部124で加熱された基板102を樹脂封止部130に搬送する手段とが、少なくとも第1搬送機構170で兼用される構成である。
(もっと読む)
ステンレス鋼板と熱可塑性樹脂成形体とが接合された複合体
【課題】ステンレス鋼板と熱可塑性樹脂とが接着され、長期的にも密着性が低下しない複合体を提供すること。
【解決手段】ステンレス鋼板と熱可塑性樹脂成形体とが接合された複合体であって:ステンレス鋼板の、熱可塑性樹脂成形体との接合面における60%以上にピットが形成されており、前記ピットのうち少なくとも一部は、ピット内部の最大径D1が、ピットの開口部の径D2を超えるピットであり、前記熱可塑性樹脂の成形収縮率は1.0%以下である、複合体を提供する。
(もっと読む)
加水分解安定性ポリアミド
本発明は、少なくとも1種のダイマー脂肪酸、少なくとも1種の炭素数6〜24の脂肪族ジカルボン酸、ならびに脂肪族、脂環式および/またはポリエーテルジアミンの反応生成物に基づくポリアミドの使用であって、末端アミン基が含まれて、ポリアミドが2〜20mgKOH/gのアミン価を有するようにアミン成分の量を選択する、低圧射出成形法における成形部品の製造のための使用に関する。 (もっと読む)
モールド金型
【課題】リースフィルムを用いるモールド金型にエジェクタピンを設けて成形品の離型性を向上させると共に、金型パーティング面より突出するエジェクタピンを覆うリリースフィルムをエジェクタピンの先端突出部周りで当該金型パーティング面に倣って密着して吸着保持する。
【解決手段】モールド金型100が型開き状態において金型パーティング面より突出するエジェクタピン140を覆うリリースフィルム180が隙間部分190を通じてエア吸引路に吸引されてエジェクタピン140の先端突出部周りで当該金型パーティング面に倣って密着して吸着保持される。
(もっと読む)
LEDユニット及びその製造方法
【課題】基板にLEDを実装したLED実装基板が樹脂封止されてなるLEDユニットを生産効率よく且つ安価に製造する方法及びそれによって製造された信頼性の高いLEDユニットを提供することにある。
【解決手段】LED実装基板30をインサート成形によって封止樹脂5で覆うに当たり、基板2の、LED3が実装された側と反対側の面に粘着剤付き樹脂フィルムからなる保護シート6を貼着し、下金型と上金型で形成されたキャビティ内にLED実装基板をセットした際に下金型からキャビティ内に突出した基板保持部の先端が保護シートに当接するようにした。そのため、インサート成形後の成形品には、基板保持部の抜き跡によって封止樹脂5に該封止樹脂5を貫通し保護シート6を底面とする抜孔16が形成される。
(もっと読む)
半導体装置の製造方法
【課題】モールド金型のキャビティ内で硬化した樹脂封止体を破損させることなく、キャビティから取り出すことのできる技術を提供する。
【解決手段】モールド金型のキャビティ内にある樹脂封止体12cを下金型3から離型するときに、まず、下型エジェクタピン5aにより樹脂封止体12cを、その厚さの、例えば1〜2割程度押し上げた後、プランジャ14を上昇させる。次に、プランジャ14によりカル内の樹脂封止体12cを押し上げることにより樹脂封止体12cの全体を斜めに押し上げて、下型エジェクタピン5aの先端部から剥離する。
(もっと読む)
更生タイヤ製造方法、更生タイヤ製造用モールド及び加硫装置
【課題】既存の設備を維持したまま加硫の時間を延長させず、かつ、製品としてのバラツキが生じない更生タイヤの製造方法、当該製造方法の使用に適した更生タイヤ製造用モールド及び加硫装置を提供する。
【解決手段】タイヤモールド10内に設置された台タイヤ1の周方向外側表面とタイヤモールド成型面20Aとにより形成されるトレッド成型空間内Rにタイヤモールド外から未加硫ゴムを注入する工程と、注入された未加硫ゴムを加硫する工程とを含む。
(もっと読む)
封止装置及び封止方法
【課題】プランジャの構成を簡素な状態に保ちながら、プランジャを加熱して、カル部近傍の封止用材料の硬化を促進可能とする。
【解決手段】封止用材料(樹脂タブレット160)を溶融させ、金型104に構成されたキャビティ118に注入して、キャビティ118に配置された基板102にある被封止品を封止する封止装置100において、樹脂タブレットが配置される金型104のポット142の側面にあるポケット144に敷設されたコイル148と、ポット142内で移動可能に配置されて樹脂タブレット160を押圧すると共に、コイル148に流れる交流電流で誘導加熱されるプランジャ150と、を備える。
(もっと読む)
封止装置及び封止方法
【課題】封止品の品質を保ちつつ、封止用材料の硬化時間の短縮により、生産性を向上させる。
【解決手段】封止用材料(樹脂タブレット146)を溶融させ、金型104に設けられたカル部136を介してキャビティ118に注入して、キャビティ118に配置された基板102にある被封止品を封止する封止装置100において、カル部136に対峙してカル部136を形成する金型部分の上部の空隙124の底面126Aに配置された導電体130と、導電体130の外周に配置されるコイル131と、を備え、コイル131に交流電流が流されることにより導電体130が誘導加熱される。
(もっと読む)
オーバーモールドされた耐熱性ポリアミド複合構造およびその作製方法
本発明は、オーバーモールドされた複合構造およびその作製方法の分野に関し、特にオーバーモールドされた耐熱性ポリアミド複合構造の分野に関する。オーバーモールドされた複合構造は、i)少なくとも一部が表面樹脂組成物で作製された表面を有し、かつ、マトリックス樹脂組成物を含浸させた、不織構造、織物、繊維の詰め物およびそれらの組合せからなる群から選択される繊維材料を含む第1の構成要素であって、前記表面樹脂組成物および前記マトリックス樹脂組成物が、1種以上のポリアミド樹脂と、3つ以上のヒドロキシル基を有する1種以上の多価アルコールとを含むポリアミド組成物である第1の構成要素と、ii)オーバーモールド樹脂組成物を含む第2の構成要素とを含み、ここで、前記第2の構成要素は、前記第1の構成要素の表面の少なくとも一部にわたって前記第1の構成要素に接着される。 (もっと読む)
金型洗浄剤組成物および金型洗浄材、ならびにそれを用いた金型のクリーニング方法
【課題】成形作業の繰り返しにより汚染された金型に対して優れた洗浄効果を発揮する金型洗浄剤組成物を提供する。
【解決手段】成形材料を用い繰り返し成形を行う加熱成形用金型の洗浄剤組成物であって、上記洗浄剤組成物が、母材となる合成ゴムおよび合成樹脂の少なくとも一方と、アルカリ金属塩およびアルカリ金属水酸化物の少なくとも一方と、有機溶剤を含有する。
(もっと読む)
半導体のモールド加工方法および半導体モールド装置
【課題】半導体モールド加工手段において、多種の装置・機器・機構を付設することによる部品数増加により生じてくるコスト高の解決と、金型清掃の際の塵埃飛散による設備装置設置場所の制約を解決する点にある。
【解決手段】収容ラックから基板を取り出す工程、基板を金型に搬送する工程、金型に樹脂タブレットを搬送する工程、基板をゲートブレークユニットに搬送する工程、ゲートのブレークが終えた基板を収納ラックに収納させる工程、の各工程を順次行わせて、基板にモールド加工を施す半導体のモールド加工方法において、前記各工程をそれぞれ行わすツールのワーク動作を、金型装置と対面位置に配設せる一台の六軸多関節ロボットの作動アームの先端部に、前記各種のツールの中の工程に対応するツールを、作動アームの作動により順次交換・装着し、六軸多関節ロボットの作動アームの作動により動作させて、ツールに工程に応じたワーク動作を行わせる。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】金型の床面積が小さく、装置全体を小型できるとともに、樹脂材料の使用効率が高い樹脂封止装置を提供する。
【解決手段】基板90の電子部品のうち、少なくとも先頭に位置する電子部品を上,下金型チェスの上型,下型キャビティ41,61内に充填した樹脂材料で封止する。ついで、上,下金型チェスを開いて基板90を所定の間隔だけずらし、再度、上,下金型チェスで基板90を挟持し、電子部品と異なる少なくとも2番目の電子部品を上型,下型キャビティ41,61内に充填した樹脂材料で樹脂封止する。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】生産効率が高く、小型で簡単な構造を有し、メンテナンスが容易な樹脂封止装置を提供する。
【解決手段】基板供給装置から供給された基板90を基板搬送装置100で上,下金型チェス30,50の間に搬送し、前記基板90の表裏面を上,下金型チェス30,50で挟持するとともに、前記基板90に実装した電子部品を前記金型チェス30,50に設けたキャビティ41,61内で樹脂封止する樹脂封止装置である。特に、前記基板90の両側縁部を枠体構造の基板搬送装置100で支持したままの状態で、前記基板90の表裏面を上,下金型チェス30,50で挟持し、樹脂封止する。
(もっと読む)
半導体装置の樹脂封止方法及び半導体装置の樹脂封止装置
【課題】樹脂封止される電子部品の成形不良を減少できる樹脂封止方法を提供することにある。
【解決手段】半導体素子(5)及び接続ワイヤ(12)が配設されたリードフレームまたはサブストレート(4)からなる半導体装置を、対向する2つの金型のパーティング面に狭持し、圧縮成形法により樹脂封止する半導体装置の樹脂封止方法であって、樹脂量のばらつきを吸収する目的及び供給時に樹脂がキャビティ内よりはみ出さないようにする目的で、樹脂供給時には押圧機構(10,11)により可動キャビティ装置(9)を後退させてキャビティ(7)内の空間を広げ、前記樹脂が溶融してから前記リードフレームまたはサブストレート(4)を樹脂に浸漬させ、型締めが終わって前記樹脂が硬化する前に前記押圧機構を前進させて正規のキャビティ寸法及び成形圧力の位置に戻して前記半導体装置を樹脂成形する、ことを特徴とする半導体装置の樹脂封止方法。
(もっと読む)
樹脂モールド金型及び樹脂モールド装置
【課題】被成形品を確実にクランプして樹脂モールドすることができ、高精度の樹脂モールドを可能として製造歩留まりを向上させることができる樹脂モールド金型及び樹脂モールド装置を提供する。
【解決手段】被成形品10をクランプして樹脂モールドする第1の金型70と第2の金型80とを備え、前記第1の金型70に、被成形品10に搭載された搭載部品10bに端面を対向させ、型開閉方向に摺動する第1のインサート部材73と、第1のインサート部材73を型開閉方向に押動して型開閉方向の位置を調節する押動部材75,77が装着され、前記第2の金型80に、前記被成形品10を支持し、型開閉方向に摺動する第2のインサート部材83と、該第2のインサート部材83を型開閉方向に押動して型開閉方向の位置を調節する押動部材85、87が装着されている。
(もっと読む)
電子構成部材を作製する方法および電子構成部材
【課題】電子構成部材作製方法を提供して、マイクロ構成素子、殊に加速度センサをその被覆部ないしはカバーに対して精確な位置でオーバーモールドできるようにすること。
【解決手段】本発明の電子構成部材(1)を作製する方法はつぎのステップ、すなわち、
− 成形型枠に対して相対的にマイクロ構成素子(2)を固定する支持装置(16)に、このマイクロ構成素子(2)を入れるステップと、
− マイクロ構成素子(2)を第1被覆(3)によってオーバーモールドするステップと、
− 第2被覆(4)によって第1被覆(3)をオーバーモールドして、第1被覆(3)および第2被覆(4)とによってケーシング(11)が構成されるようにするステップと、
− 第2被覆(4)が凝固する前および/または成形型枠を第2被覆(4)によって完全に充填する前にケーシング(11)から支持装置(16)を引き出すステップとを有する。
(もっと読む)
多色成形品の成形方法並びに成形装置
【課題】製品周縁部に縦壁部を有する多色成形品の成形方法並びにその成形装置であって、縦壁部における接合部で板厚を確保できるとともに、成形金型を簡素化する。
【解決手段】成形装置40は、型締め、型開き可能な成形上下型50,60と、キャビティCを区画する仕切りプレート70と仕切りプレート70を駆動するシリンダ80とから構成され、製品一般部10aに対応する一般部用仕切りプレート70Aと、縦壁部10bに対応する縦壁部用仕切りプレート70Bとの分割構造を採用し、それぞれの駆動方向を斜め方向に設定することで、双方の樹脂成形品20,30同士の接合面積を大きく確保するとともに、双方の仕切りプレート70A,70Bが後退した際に縦方向に重なり合うことがないため、アンダーカット部が形成されない。
(もっと読む)
141 - 160 / 463
[ Back to top ]