
Fターム[4F206JB17]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 予め形成された挿入物等との一体化成形 (4,574) | 封入成形 (463)
Fターム[4F206JB17]に分類される特許
201 - 220 / 463
樹脂成形品の製造方法、及び成形型

【課題】電気的な接続信頼性の低下が抑制された樹脂成形品の製造方法、及び該樹脂成形品を形成する成形型を提供する。
【解決手段】電気的な接続機能を有する配線部材の一部が樹脂成形部材から露出された樹脂成形品の製造方法であって、配線部材におけるボンディングワイヤとの接続部位を含む一面との接触面に、該接触面から外面までを貫通する貫通孔が形成された成形型を用い、接触面に一面を当接させて、配線部材を成形型の内部に配置する配置工程と、成形型の内部に溶融樹脂を注入し、溶融樹脂を冷却固化することで、樹脂成形部材を形成する形成工程と、を有する。
(もっと読む)
流体動圧軸受装置及びその製造方法

【課題】MIM成形したハウジングを備えた流体動圧軸受装置において、潤滑流体の外部への漏れ出しを防止する。また、MIM成形したハウジングにスラスト動圧発生部を高精度に加工する。
【解決手段】ハウジングの相対密度を95〜98%の範囲内に設定し、ハウジングの内面と外面とを連通する孔が形成されないようにした。これにより、ハウジングを介した外部への油漏れを防止できる。また、ハウジングを形成する金属粉末の平均粒径を10μm未満、あるいはスラスト動圧発生部の凹凸高さの1/2以下に設定した。これにより、ハウジングのMIM成形と同時にスラスト動圧発生部を高精度に型成形することができる。
(もっと読む)
樹脂封止装置
【課題】予備成形樹脂の金型への搭載を常に良好に行なう。
【解決手段】予備成形樹脂12を吸着・保持可能な吸着部93を備えると共に予備成形樹脂12を金型21、22内へと搬送する樹脂投入ハンド(搬送機構)75と、吸着部93を冷却する冷却ステージ(冷却手段)99と、を備え、予備成形樹脂12を冷却可能な状態で金型内に載置する。
(もっと読む)
光学的な目的の成型部材、特にフィルターリングまたはレンズホルダー
本発明は、ガラス製のディスク形状の光学部材(2)と、ホルダー(3)からなる、光学的な目的のための形成部材(1)に関する。その際、ホルダー(3)は射出形成される一部品の、強固なプラスティック材料からなるホルダー(3)であり、このホルダーが、ディスク形状の光学部材を形状結合的に取囲んでいる。
 (もっと読む)
(もっと読む)
インサート成形方法及びインサート成形品
【課題】天然木化粧パネル等を製造する際のバックアップ材や化粧板、接着フィルムの積層構造を簡略化できるようにする。
【解決手段】まず、可動側金型21にスペーサーフィルム12を取り付けるとともに、天然木等を用いたコアフィルム10を密着させる。次いで、可動側金型21と固定側金型22とを型閉めして、溶融された合成樹脂を射出ゲート23から注入することによって、コア部品を作製する。次いで、コア部品からスペーサーフィルム12を取り外して、再び固定側金型22に密着させる。次いで、溶融樹脂導入部品24を、固定側金型22に密着させたコア部品に仮固定させる。そして、可動側金型21と固定側金型22とを型閉めして、溶融された合成樹脂を射出ゲート23から注入することによって、コアフィルム10の表面及び裏面の両面に合成樹脂層20a,20bが形成されたインサート成形品を作製する。
(もっと読む)
樹脂封止装置
【課題】自動的に確実に金型をクリーニング可能とする。
【解決手段】生産用フレームを収納するフレーム供給部110と、該生産用フレームを樹脂封止するための生産用樹脂を供給する樹脂供給部116と、該生産用フレームと該生産用樹脂とが配置されて樹脂封止が行われる金型118と、を有する樹脂封止装置100において、前記フレーム供給部110は、該金型118を清浄にするために使用されるダミーフレームを収納する専用マガジン110Zを有し、前記樹脂供給部116には、該金型118を清浄にするために使用されるクリーニング用樹脂が前記生産用樹脂とは別の位置116Zに配置され、予め設定した樹脂封止回数で、前記生産用フレームを前記ダミーフレームに、前記生産用樹脂を前記クリーニング用樹脂に、それぞれ切り換えて樹脂封止を行うように制御する装置制御部140を備える。
(もっと読む)
積層体の封止成形方法とそれに用いる成形用金型
【課題】樹脂を注入する際、剥がれや位置ズレなどが発生しない高精度な封止成形方法を提供する。
【解決手段】積層体11の封止成形方法であって、基板15と、この基板15の一面に保持され、一端を自由端、他端を固定端として舌片形状のコンデンサ素子13を形成した金属箔12を複数枚積層してなる積層体11を、成形用金型に設けた有底の凹部19に懸架した後、この凹部19に溶融した樹脂21を注入することで前記積層体11に浸漬させて封止成形する成形方法であって、前記浸漬は、凹部19に注入された樹脂21の表面と略平行となるように積層体11の主面から徐々に浸漬させて、一定時間前記樹脂21を加圧した後硬化させた。
(もっと読む)
透光性樹脂成型体の製造方法及び透光性樹脂成型体
【課題】 内部に動物のキャラクター等を模した物品が入った透光性樹脂成型体において、物品に透光性を持たせ、さらに従来にはない美観を有する透光性樹脂成型体を得るための透光性樹脂成型体の製造方法及び透光性樹脂成型体を提供する。
【解決手段】 物品と該物品を内蔵する外部樹脂成型体からなる透光性樹脂成型体の製造方法であって、前記物品を透光性を有する合成樹脂で成型し、前記物品の表面の一部に透光性を有する塗料を塗布し、次いで金型のキャビティ内に前記物品を配置し、しかる後、前記キャビティ内に透光性を有する合成樹脂を射出してキャビティ内に該合成樹脂を充填固化して前記物品の周囲に前記外部樹脂成型体を成型するとともに、外部樹脂成型体を成型する際の熱で前記塗料を前記物品から剥離させることを特徴とする透光性樹脂成型体の製造方法である。
(もっと読む)
樹脂封止装置
【課題】再登録作業を要することなく簡易かつスムーズに、被成形品の種類に応じた金型の制御を実現する。
【解決手段】被成形品を上下金型114、115でクランプした状態で樹脂にて当該被成形品を封止する樹脂封止装置100であって、金型114、115が複数種類の被成形品をクランプすることが可能であり、該複数種類の被成形品に対応するデータを記憶しておく記憶部160と、該記憶部160に記憶されたデータのうち特定種類の被成形品に対応するデータを選択する入力部170と、該入力部170により選択されたデータに基づいて金型114、115を制御可能な制御部150と、を備える。
(もっと読む)
容器製造用の金型システム
本発明は容器500を製造するための金型システム1に関し、この金型システム1は可動金型半体10と固定金型半体20とを含み、これら金型半体10,20は互いに対向して位置し、金型システム1は容器500の製造を可能にし、容器500は、厚紙ブランクからプレスされた底部57と、前記底部57に接続された壁59と、少なくとも部分的にプラスチックで成形され、壁59の上縁部に接続され、壁を取り囲むリム50とを有し、固定金型半体20に関して可動である金型半体10は、コア41備えたコア・プレート4と、41に関して可動で、シール表面5aを含み且つコア41を取り囲むプレート状シール・リング5と、コア41およびシール・リング5に関して可動であり、それらの間に取り付け可能であるカラーリング6とを含み、固定金型半体20は、金型キャビティ71およびシール表面7aを備えた金型プレート7を少なくとも含んでいる。金型システム1は上昇カラー612を有し、上昇カラー612は可動金型半体10のカラーリング6の基部カラー611の頂部に着脱可能に接続され、上昇カラー612のシール表面612aは、前記シール表面の平面の残り部分よりも低い溝または窪みを含み、シール・リングの表面または窪みは、シール表面の平面上の隆起部または型押しパターン、溝または窪みを有していてもよい。 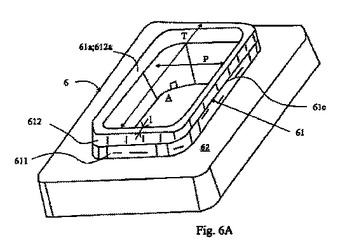 (もっと読む)
(もっと読む)
樹脂モールド装置および樹脂モールド方法
【課題】比較的簡単な構成で容易、かつ正確にエアベント部の開口度の調整が行える樹脂モールド装置を提供する。
【解決手段】上下金型12、14が型閉じされる際、クランパー30とエアベントピン38とが相対的に移動し、上下金型12、14が中途まで型閉じされた際には、エアベントピン38がエアベント溝35を完全には閉止せず、エアベントを可能にし、上下金型12、14の型閉じ完了直前に、エアベントピン38がエアベント溝35を閉止して樹脂がエアベント溝35から外部に漏れるのを防止することを特徴とする。
(もっと読む)
繊維機械用圧電アクチュエータ素子およびその製造方法
【課題】耐環境性を有し製造工程が簡略化されて生産性が向上した繊維機械用圧電アクチュエータ素子およびその製造方法を提供する。
【解決手段】繊維機械用圧電アクチュエータ素子が、シム材プレートと、該シム材プレートの表裏両面に積層された、表裏両面に電極膜を有する圧電セラミックスとを有する圧電体を含み、圧電素子は、繊維機械に接続される一方の端部に取り付けられた先端支持部3と、他方の端部に取り付けられた後端支持部8とを備えており、圧電素子の両面の電極膜とシム材プレートには、それらに電流を供給する導線4a,4a,4bが接続されており、かつ導線の接続部位も含めて、電気絶縁膜が全面的に被覆されており、そして、後端支持部8は、電極膜、シム材プレート及び導線の接続部位ならびにその近傍を被覆した耐水蒸気性および非導電性を有する材料で封止されている。
(もっと読む)
樹脂封止装置および当該樹脂封止装置に備わる搬送装置
【課題】段取り替え時間の短縮、省スペースおよび低コストを実現した搬送装置を備えた樹脂封止装置を提供する。
【解決手段】金型内に進入して該金型に対して樹脂封止前のワーク9および樹脂タブレット8を纏めて搬入可能なローダ機構と、樹脂封止後のワーク9を金型から取り出す際に、カルに相当する部分のカル樹脂を吸着しつつ取り出し可能なアンローダ機構が一体化され、且つ、ワーク保持部3が共用化されたローダ・アンローダ装置を備える。
(もっと読む)
光半導体装置用パッケージ
【課題】射出成形金型内で最終的に樹脂流同士が合わさるウェルド部での機械強度の低下とウェルドラインの発生を抑えることを可能とした光半導体装置用パッケージを提供する。
【解決手段】熱可塑性樹脂からなる射出成形体2にリードフレーム3を包含してなり、射出成形体2の一外側面にリードフレーム3が露出する開口4を有し、一外側面と表裏反対の他外側面にリードフレーム3と対向するゲート2aを有するものであって、ゲート2aを複数個所に設けた。
(もっと読む)
IC一体成形品を生産する方法
【課題】充分な成形圧を印加することができると共に、モールドICの耐圧能力を最大限に発揮させることが可能なIC一体成形品を生産する方法を提供する。
【解決手段】同一方向へ延伸する複数のリード端子22がワイヤーボンディングによりICチップと接続され、リード端子22のICチップ側の端部と、ICチップとが樹脂モールドされて構成されるモールドIC2を内包して樹脂成形を行ってIC一体成形品を生産する方法であって、モールドIC2を金型内に設置する設置工程と、モールドIC2のモールド部21からリード端子22の末端側へ樹脂材料P1を流して金型内に樹脂材料P1を充填する充填工程と、を有する。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】サイクルタイムの増大を最小限に抑えつつ、且つ、プランジャと樹脂との密着を確実に解くことのできる樹脂封止方法を提供する。
【解決手段】複数のプランジャ10を単一のプレス機構70にて駆動して樹脂をキャビティ内に圧入させることにより封止を行う樹脂封止装置1を用いた樹脂封止方法であって、プランジャ10が樹脂を押圧する圧力を測定可能なロードセル30と、複数のプランジャ10とプレス機構70との間に設けられ、プレス機構70からの駆動圧力を均等化するためのバネ20を備え、樹脂の圧入後且つ樹脂封止後の成形品の取り出し前に、ロードセル30の測定値が所定の条件を満たすまでプランジャ10を反圧入方向に駆動する。
(もっと読む)
インサート金具部材
【課題】インサート成形により樹脂製のワークと一体化されて、優れた回り止め機能と抜け止め機能を発揮するインサートナットやインサートカラーのようなインサート金具部材を提供する。
【解決手段】中央に孔部を設けた円筒状の軸部2と、この軸部2の上端に設けた外周形状の大きいフランジ部3を有するインサート金具部材であって、前記軸部2の外周面には回り止め用の突条5を突設し、また軸部2の下端には端面部を外に向けて拡開してなる抜け止め用の拡開部6を形成したものとした。また、前記回り止め用の突条5と抜け止め用の拡開部6とを、鍛造工程において金具本体1の成形と同時に成形されるものとした。
(もっと読む)
複数金属形状物の接合複合体とその製造方法
【課題】複数の金属形状物に対して、樹脂組成物を射出接合して一体化した複数金属形状物の接合複合体をえる。
【解決手段】複数の金属形状物11、12の接合部に化学エッチングによるミクロンオーダーの粗度があり、且つその表面は電子顕微鏡観察で、高さ又は深さ及び幅が10〜500nmで長さが10nm以上の仕切り状凸部、又は溝状凹部が10〜数百nm周期で全面に存在する超微細凹凸形状を形成し、その端部を金属酸化物又は金属リン酸化物の薄層を有するようにする。この複数の金属形状物の対向面間に枠体15により密封空間19を形成する。この密封空間に樹脂組成物4を射出し複数の金属形状物を接合して接合複合体26とする。
(もっと読む)
射出成形して包装容器を製造するための方法及び装置
包装及び充填機械において少なくとも1つの熱可塑性樹脂からなる内側層を有している包装用ラミネートスリーブ(10)によって、該包装用ラミネートスリーブに加えて、該包装用ラミネートスリーブに結合された肩部と該肩部に結合され且つ注ぎ出し口と組み合わせられた首部とを備えている包装容器を製造する方法。該方法は、包装用ラミネートスリーブ(10)を内側成形型と関連付けて配置するステップと、射出成形される包装部分の容積を超える容積のキャビティを成形型間に形成するために前記内側成形型の外側に外側成形型を配置するステップと、前記キャビティ内に少なくとも1つの第一の材料の溶融物を射出させるステップとを含み、前記包装容器の首部を前記内側成形型と外側成形型との間に前記キャビティと接触する状態で配置するステップと、ステント成形型を前記溶融物が前記キャビティ一杯となり且つ前記首部と前記包装用ラミネートスリーブの端部に配置されている熱可塑性樹脂からなる内側層の一部分とを融合させるまで前記成形型を加圧するステップと、前記成形型を開き且つ前記包装容器を更なる処理をするために移すステップとを特徴としている。 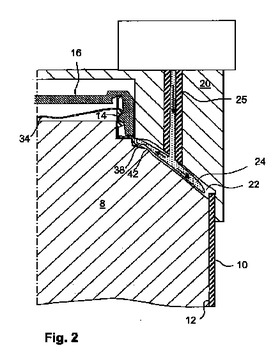 (もっと読む)
(もっと読む)
LEDチップ実装用基板の製造方法、LEDチップ実装用基板のモールド金型、LEDチップ実装用リードフレーム、LEDチップ実装用基板、及び、LED
【課題】
簡便で信頼性の高いLEDチップ実装用基板の製造方法を提供する。
【解決手段】
複数のLEDチップ90を実装する前のLEDチップ実装用基板の製造方法は、樹脂モールド用の上金型50と下金型60とを用いてリードフレーム10をクランプすることにより、リードフレーム10の自由端部11a、11bを折り曲げるステップと、上金型50と下金型60とを用いてリードフレーム10をクランプした状態で、上金型50と下金型60とで形成される空間(キャビティ70)に樹脂80を充填させるステップとを有する。
(もっと読む)
201 - 220 / 463
[ Back to top ]