
Fターム[4F206JB21]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 多種材料物品の成形 (1,620)
Fターム[4F206JB21]の下位に属するFターム
多層化成形 (908)
多色(異色)物品の製造 (665)
Fターム[4F206JB21]に分類される特許
21 - 40 / 47
二材成形用射出成形装置

【課題】回転ダイプレートの連れ移動が無く、成形品の剥がれも無い型盤と金型構造を備えた二材成形用射出成形装置を提供する。
【解決手段】異なった樹脂材をそれぞれ可塑化して射出充填する2組の射出ユニットを有する二材成形用射出成形装置において、回転側金型6A,Bと固定側金型4、又は、回転ダイプレート9と固定ダイプレート2を互いに固着開放可能な着脱手段と、可動ダイプレート9が一定距離離れたことを確認する確認手段とを設けてなり、金型内に樹脂を充填後の離型時に、回転側金型6A、6Bと固定側金型4、又は、回転ダイプレート9と固定ダイプレート2を前記着脱手段により一時的に固着し、可動ダイプレート3が一定距離離れたことを確認後、回転ダイプレート9と固定ダイプレート2の固着を開放する。
(もっと読む)
成膜成型品の製造方法および製造装置

【課題】射出工程で成形した未成膜成形品1Xの表面に、成膜工程で成膜を施すにあたり、該未成膜成形品1Xが型残りする固定金型3の型面に邪魔されないようにして成膜する。
【解決手段】成膜成形品1は裏面に支持脚1cが形成されるものとし、成膜工程時、支持脚1cをエジェクターピン11で中間位置まで押出して未成膜成形品1Xが固定金型3から持ち上がった離間状態とし、この状態で成膜を施すことで、成膜成形品1の周端部の成膜2が固定金型3の型面によって邪魔されることなく綺麗に成膜ができるばかりでなく、未成膜成形品1Xの裏面と型面3aとの隙間が大きくなって真空引きする際の時間短縮が図れることになる。
(もっと読む)
金型内で複合成形品を得る成形・組立方法および成形・組立用金型
【課題】 小型カメラ用のレンズ付きフレームを、金型内で成形・組立てる方法を提供する。
【解決手段】固定側金型(3)と移動側金型(4)とを使用して、円筒形フレーム(33)と、第1、2のレンズ(35、37)と、蓋体(38)とを1次射出成形により略同時に成形する。次いで、円筒形フレームを移動金型の方に、第1、2のレンズおよび蓋体を固定側金型の方に残して型を開き、移動側金型をスライドさせ、円筒形フレームと第1のレンズを対向させて、型間を狭めてピストンヘッド(10a)により円筒形フレームを押し出す。これにより、第1のレンズが円筒形フレームに挿入される。同様にして円筒形フレームに第2のレンズを挿入する。最後に、円筒形フレームと蓋体とを整合させて2次射出成形により円筒形フレームと蓋体とを接合する。
(もっと読む)
シール及びその製造方法
【課題】成形時間を短縮できるとともに、ヒール部とシール部との接合強度を良好に確保でき、しかも、全体として良好な可撓性を有するシール及びその製造方法を提供する。
【解決手段】シール10は、合成ゴムによって形成されたシール部11と、動的架橋型熱可塑性エラストマーによって形成されるとともにシール部11に接合されたヒール部12とにより構成されている。シール部11は、成形金型20のシール形成部23に射出した合成ゴムを成形金型20内において加熱架橋することにより成形される。ヒール部12は、成形金型20のヒール形成部26に射出した動的架橋型熱可塑性エラストマーを成形金型20内において冷却させて硬化させることにより成形されるとともにシール部11に接合される。
(もっと読む)
車両用助手席エアバッグ及びその製造方法
【課題】室内に回転作動するエアバッグドアがスムーズに作動できる車両用助手席エアバッグ及びその製造方法を提供する。
【解決手段】本発明は、車両の助手席に乗る搭乗者を保護するために作動するエアバッグによって外側に回動するエアバッグドアが備えられ、エアバッグドアは下側面上にエアバッグの展開圧力によって破断するように形成された切開溝、エアバッグドアの両側端部が外側に傾いた傾斜部、エアバッグドアボディーの下側中央を基準として幅方向に厚さが変る可変部を含み、エアバッグドアの下側に後方に向いて一体で延設されて装着孔が形成されたシュート部と、エアバッグドアと一体成形されてエアバッグドアの傾斜部と一体に面接合され、エアバッグドアが外側方向に回動するときにこれを支持する挿入部が備えられたクラッシュパッドと、を含めて構成されることを特徴とする。
(もっと読む)
樹脂の多層射出成形方法及び樹脂の多層射出成形装置
【課題】金型キャビティ容積の拡大位置制御を向上させ、所望する多層構造の樹脂成形品を得る樹脂の多層射出成形方法及び樹脂の多層射出成形装置を提供する。
【解決手段】金型キャビティ内に1層目の樹脂成形材料を射出充填して成形した後に、可動盤を後退させ前記金型キャビティを拡大し第1層目の樹脂成形材料と金型キャビティ面との間に2次キャビティを形成して、該形成した2次キャビティに2層目の樹脂成形材料を射出充填するに際し、前記2次キャビティの形成は、型締力を解放した後、型厚調整機構を駆動してトグル機構を前記可動盤がトグル機構のロッキング状態で所定の金型キャビティ拡大位置となるまで後退させた後、前記トグル機構を駆動してトグル機構のロッキング状態まで可動盤を前進させて行う。
(もっと読む)
水平射出成形機のための取り外し可能な回転板を備えた回転装置
本発明は、水平射出成形機のための回転装置であって、ベースプレート(18)が設けられていて、該ベースプレート上に、垂直な軸線を中心にして回転可能な回転板(21)が配置されており、該回転板を回転させるための駆動手段が設けられている形式のものに関する。本発明は、ベースプレートと回転板との間に軸受(22)が配置されていて、該軸受が、前記ベースプレートに対応配置された回動不能な軸受部分(51)と、前記回転板に対応配置された回動可能な軸受部分(52)とを有しており、前記回転板が、前記ベースプレート上に載っていて前記軸受が負荷解除されている上方位置と、前記回転板がベースプレートから持ち上げられていて、前記回動可能な軸受部分上で支えられている下方位置との間で、可動であることを特徴としている。この軸受は、回転中に負荷されていて、射出プロセス中に負荷されないようになっている。射出プロセス中、特に射出圧刻中に発生する横方向力は、ターンテーブルとベースプレートとが全面的な接触を介して機械台(1)に導入される。 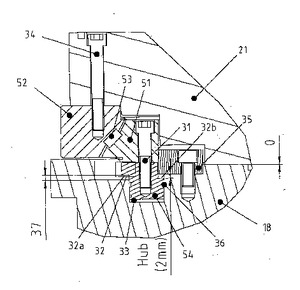 (もっと読む)
(もっと読む)
二材成形用射出成形機及び制御方法
【課題】標準的な金型で取替え可能な回転型盤と、可動盤、回転盤の型開閉を高速作動時でも精度高く安定した稼動運転が可能な型盤駆動手段を提供する。
【解決手段】異なった樹脂材をそれぞれ可塑化して射出充填する2組の射出ユニット11,12とを有する二材成形用射出成形機10において、型締手段は3組のダイプレート2,3,9を同時に型締めする油圧型締手段であり、可動ダイプレート開閉手段14は電動モータに駆動される可動ダイプレート開閉手段であり、回転ダイプレート開閉手段15は電動モータに駆動される回転ダイプレート開閉手段であり、回転ダイプレート9の回転手段は反転台7に取付けられた電動モータにより駆動される回転駆動手段である。
(もっと読む)
二色射出成形製造物及びその製造方法
【課題】プラスチック(樹脂)を材料として製造物を射出成形により製造する場合には、ケース外面部とリブ部の肉厚の大小関係、プラスチック(樹脂)の金型内部での流動状態、キャビティ内部の圧力等の関係から製造物の外観面に「ひけ」を生ずることがあり、ひけは製造物の外観の体裁を悪くする。
【解決手段】電池ユニット3が収納される収納部11を有し且つ第1の射出成形によって形成される上下ケース4,5と、その上ケース4又は下ケース5の内面から収納部に向かって突出するように形成されるリブ部12と、を有するバッテリーケース2に関する。そのリブ部12を、第2の射出成形によって下ケース5又は上ケースに二色成形する。
(もっと読む)
射出成形機のデータ処理方法
【課題】 構成部品(型)のバラツキ状態を容易に確認できるようにし、発生しているバラツキに対してその対策を速やかに講じることにより、精密成形品における安定した高度の成形品質を得る。
【解決手段】 一台の射出装置Miに対して一部の構成部品Cy1,Cy2が交換されて成り立つ複数の金型C1,C2を用いることにより所定の成形品を順次成形する射出成形機Mにおいて、成形サイクル毎に、成形時の構成部品Cy1,Cy2を判別するとともに、成形時のモニタデータD…を取込み、取込んだモニタデータD…を構成部品Cy1,Cy2に対応させてデータ処理する。
(もっと読む)
2色成形部材、2色製品、電子機器及びメッキ処理方法
【課題】マスキングしなくても変形部材に影響を与えない部分メッキを簡易かつ低コストで処理することができる2色成形部材、及び変形部材が変形してもメッキ部分に影響を与えない上記2色成形部材から製作される2色製品等を提供すること。
【解決手段】2色成形部材30は、メッキ処理不可材料で成形された、変形部材13を含む第1の部材11、12と、メッキ処理可能材料で成形された、前記第1の部材と一体化された第2の部材21、当該メッキ処理を仲介するメッキ仲介部材22及び前記メッキ仲介部材と前記第2の部材とを繋ぐ第3の部材23とを備える。前記第3の部材は、少なくとも前記変形部材と離間させて成形されている。これにより、第3の部材をマスキングしなくても変形部材に影響を与えずに第2の部材のメッキを簡易かつ低コストで処理することができる。
(もっと読む)
電子機器用複合樹脂成形部品の製造方法
【課題】表面処理を施すことなく、電磁波遮蔽特性および導電性を備えた樹脂成形品を製造すること。
【解決手段】二色成形法により、電磁波遮蔽特性を備えた第2樹脂からなる第2成形部として、電子機器の外側に露出する外面1と、電子機器の内側に面する内面2と、この内面2に形成された凹部3とを備えた成形品4を成形し、次に、絶縁性を備えた第1樹脂からなる第1成形部として、凹部3内に充填され、電子機器の内側に露出している表面5を備えた成形品6を成形する。成形品4(第2成形部)の外面1により電子機器の外観特性が確保され、成形品6(第1成形部)により、電磁波遮蔽特性が確保される。
(もっと読む)
多色成形品及びその成形方法
【課題】キャビティ内に分割バーを昇降させてキャビティを分割して各分割キャビティ内に異なる色彩の溶融樹脂を射出充填してなる多色成形品及びその成形方法であって、見切り部での樹脂漏れをなくすとともに、見切り部分の接合強度を高める。
【解決手段】成形金型40で画成されるキャビティCを区画する分割バー50の上面52が複数の段部53a,53b,53cを備えた段部面形状に設定されていることで、第1のキャビティC1内に射出充填する溶融樹脂M1が端末にいくに連れて段部53a,53b,53cにぶつかり、樹脂流速が低減されることにより、樹脂漏れをなくすとともに、段部面形状に沿って樹脂成形品20,30が接合されるため、接合強度を強化することができる。
(もっと読む)
軟質−硬質成形品
本発明は、軟質領域と硬質領域の両方を有する熱可塑性物品を射出成形する方法を提供する。  (もっと読む)
(もっと読む)
射出成形機
【課題】1つの金型に対して1対の射出ユニットを設けた射出成形機において、2つの射出ユニットのノズル軸中心の間隔を、良好な樹脂挙動による射出が可能なように、好適設定すること。
【解決手段】1つの金型に対して水平配置された互いに平行な1対の射出ユニットを設けた射出成形機において、型開閉ユニットにおける4本のタイバーのうちで横方向で相対する(横並びする)2本のタイバー間の寸法の60%以下の範囲内に、2つの射出ユニットのノズル軸中心を配置する。
(もっと読む)
中空状成形体製造用の金型
【課題】可動型と固定型とを対向配設した状態で各一次製品をそれぞれ型成形した後、可動型をスライド移動して両一次製品同志を突合せ、この突合せ面部に二次射出材を二次射出して製品を型成形して車両用サイドウインカー1を形成するにあたり、二次射出する際のスプールランナーの発生をなくす。
【解決手段】樹脂材を射出するための射出ノズル6の先端部を一方の金型(固定金型)8に組み込んだ状態にし、その場合に、該射出ノズル6のノズル開閉をするバルブケートピン7をノズル先端から突出させて他方の金型(移動金型)9に突き当てられるものとした。
(もっと読む)
紙送り用ローラの製造装置
【課題】高品質の紙送り用ローラを効率よく安価に製造することができる紙送り用ローラの製造装置を提供すること。
【解決手段】図1に示す紙送り用ローラの製造装置1は、筒状形状のキャビティ23と、キャビティ23に連通し、キャビティ23に溶融状態の熱可塑性エラストマーを供給する流路5とを有する成形型2と、成形型2と独立して移動可能なイジェクトピン3と、流路5に熱可塑性エラストマーを供給するノズル4と、成形型2の温度を調整可能な温調手段61、62とを有する。成形型2およびイジェクトピン3は、その少なくとも一部が、隣接する空孔同士が連通してなる連続空孔を有する多孔質体で構成されているのが好ましい。
(もっと読む)
車輌用灯具の製造方法及び車輌用灯具
【課題】 ヒーターを備えた車輌用灯具を容易に製造する。
【解決手段】 樹脂プレート7の少なくとも一部がレンズ3の出射面部3aの少なくとも一部となるように樹脂プレートを所定の形状に形成する形状形成工程と、金属線6が熱布線された樹脂プレートを成形用金型内200におけるレンズの少なくとも出射面部が形成される位置にインサートするインサート工程と、成形用金型内に溶融樹脂を射出してレンズを射出成形する成形工程とを設けた。
(もっと読む)
樹脂製品の成形方法及びその成形方法に用いられる成形装置
【課題】 透光部と遮光部とからなる樹脂製品において、遮光部に本体部分から隔離された隔離部分を設ける場合に、遮光性樹脂材による影が透光部にできないようにし、しかも、樹脂製品の表面にヒケが発生するのを抑制する。
【解決手段】 透光部2に、遮光部の本体部分に対応する外側貫通孔10と、遮光部の隔離部分に対応する内側貫通孔11とを形成する。裏側成形型21と二次成形型22とで二次成形用キャビティを形成する。スライド型33を後退させて、外側貫通孔10と内側貫通孔11とを連通させる連通路42を形成する。二次成形用キャビティにおける本体部分を成形する空間に遮光性樹脂材を射出し、この樹脂材を外側貫通孔10、連通路42及び内側貫通孔11により隔離部分を成形する空間に流入させる。遮光性樹脂材が固化する前に、スライド型33を進出させて連通路42内の樹脂材を二次成形用キャビティに流入させる。
(もっと読む)
多色成形品及びその成形方法
【課題】複数のキャビティを区画する分割バーを内装した成形金型を使用して成形する多色成形品及びその成形方法であって、従来必要とした突起のカット除去工程を廃止し、かつパネルに対する合わせ精度を高める。
【解決手段】ドアトリム(二色成形品)10は、異なる2つの樹脂成形品(ドアトリムアッパー20、ドアトリムロア30)の接合部に沿う境界溝部17を介して一体化されている。そして、境界溝部17における端末17aの溝部底面に切欠部18を形成することで、パネル側に向く突起aの形成を回避する。そのために、境界溝部17の端末17aにおいて、成形上型41と分割バー51とを縦パーティング構造で突き合わせ、分割バー51の端末51bにおける溝部54内にパーティング用突起414aを収容してシールを行なう。
(もっと読む)
21 - 40 / 47
[ Back to top ]