
Fターム[4F206JC08]の内容
プラスチック等の射出成形 (77,100) | 射出成形機の位置関係 (581) | 縦型 (103)
Fターム[4F206JC08]に分類される特許
1 - 20 / 103
電動竪型射出成形機における金型取付異常の検出方法
【課題】電動竪型射出成形機において、金型の取付忘れ、異なるサイズの金型の取付、異なる組合せの金型の取付等の、金型の取付異常を検出することができる金型取付異常検出方法をを提供する。
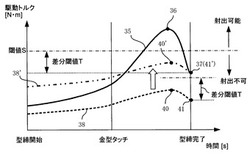
【解決手段】電動竪型射出成形機(1)において、型締装置(2)を駆動するとき、型締用サーボモータ(25)の駆動トルクを監視して、ピークトルク(36、40)が所定の閾値(S)を越えない場合、金型(4、6)の取付状態が異常であると判断する。あるいはピークトルク(36、40)と型締完了時における駆動トルク(37、41)の差が所定の差分閾値(T)を越えない場合、金型(4、6)の取付状態が異常であると判断する。
(もっと読む)
射出成形機

【課題】長尺の部品が組み付けられるエンドプレートの設置位置をより柔軟に設定可能な射出成形機を提供すること。
【解決手段】竪型射出成形機100は、型締用ボールねじ機構50が組み付けられるエンドプレート12と、上端が可動プラテン11に結合され下端がエンドプレート12に結合されるタイバー13a〜13bとを備える。エンドプレート12は、エンドプレート12の剛性を補強する補強部12xを含み、補強部12xは、エンドプレート12に対して脱着可能である。
(もっと読む)
竪型射出成形機
【課題】全高を増大させることなく、射出ノズルから放出されるパージ材をパージ材受け皿に受け取れるようにする竪型射出成形機を提供すること。
【解決手段】鉛直方向下側の面11Uに上側金型15を取り付け可能な上側プラテン11と鉛直方向上側の面に下側金型16を取り付け可能な下側プラテン10とを有する竪型射出成形機100において、上側プラテン11は、上側プラテン11を鉛直方向に貫通する射出ノズル挿入孔50と、上側プラテン11の側面から該射出ノズル挿入孔50に通じるパージ材受け皿挿入孔51とを有する。
(もっと読む)
射出成形装置
【課題】ウェルドラインの発生を防止しつつ、バリの発生量を抑制可能とする射出成形装置を提供する。
【解決手段】環状のキャビティCを有する金型と、キャビティCに成形材料を射出する射出機構200と、を備える環状の成形品を成形する射出成形装置Sにおいて、金型には、射出機構200からキャビティCに成形材料を導く環状の第1供給通路T1が設けられており、射出機構200には、成形材料を第1供給通路T1の入り口まで導く環状の第2供給通路T2が設けられていることを特徴とする。
(もっと読む)
射出成形機及び成形品の製造方法
【課題】ノズルの流路の断面積を容易に変更して、流路から成形型内に射出する成形材料の温度を精度よく制御する。
【解決手段】射出成形機1は、ノズル30の流路31から成形材料Sを成形型10内に射出する。流路31には絞り部32が形成されている。流路調節部材50は、流路31内に配置され、絞り部32との間の距離の変化に伴い絞り部32との間の流路31の断面積を変更する。ネジ機構8は、ノズル30の回転により、流路調節部材50に対してノズル30を変位させる。回転手段60は、ノズル30を回転させて、絞り部32と流路調節部材50との間の距離を変化させる。
(もっと読む)
金型回転式射出成形機および金型回転式射出成形機の回転テーブル回転方法
【課題】金型が取付けられた回転テーブルが固定盤または可動盤に対してベルトにより回転可能に設けられた金型回転式射出成形機において、ベルトを回転テーブルに固定する必要がなく、設計の自由度を確保可能かまたはコスト削減の可能な金型回転式射出成形機および金型回転式射出成形機の回転テーブル回転方法を提供する。
【解決手段】金型29a,29bが取付けられた回転テーブル21が固定盤15または可動盤19に対してベルト26により回転可能に設けられた金型回転式射出成形機11において、外周側にベルト係合部28を有する回転テーブル21と、回転テーブル21の側方に設けられた電動機23と、端部同士が接合された接合部32を有し前記電動機23の駆動を前記回転テーブル21に伝達するベルト26とが設けられ、前記ベルト26の接合部32が常時前記ベルト係合部28に当接されて前記回転テーブル21が回転される。
(もっと読む)
縦型射出成形機
【課題】、射出ノズルや加熱筒を着脱するときの着脱作業を容易に行なえるようにする。
【解決手段】金型が装着される型開閉ユニットの保持プレート7に、ユニットベース2を介して射出ユニット1を保持した縦型射出成形機において、ユニットベース2に、縦型射出成形機の前後左右の4方向に位置して開口部35を設け、開口部35に連通する作業空間部40をユニットベース2の内側に設ける。これにより、加熱筒4を下降させ、ユニットベース2の内側の作業空間部40に射出ノズル5や加熱筒4の先端側を挿通させた状態において、開口部35から作業空間部40へ手や工具等を差し入れて、射出ノズル5の着脱や加熱筒4の着脱作業を容易に行うことができる。
(もっと読む)
竪型射出成形機の加熱筒交換方法及び加熱筒交換治具
【課題】既設の竪型射出成形機に汎用的に適用でき、かつ非熟練者であっても可塑化ユニットの着脱作業を容易かつ高能率に実施可能な加熱筒交換方法及び治具を提供する。
【解決手段】加熱筒保持プレート4に対する加熱筒6aの着脱作業を行う際、制御装置21は、表示装置22に、ノズルタッチ用電動サーボモータ8の駆動手順と、ダイプレート2に対する加熱筒交換治具30の着脱手順と、加熱筒交換治具30への加熱筒6aの保持手順と、加熱筒交換治具に保持された加熱筒6aの移送手順とを含む、加熱筒保持プレート4に対する加熱筒6bの着脱手順を表示し、作業者は、この表示装置22に表示された着脱手順に従って、加熱筒保持プレート4に対する加熱筒6aの着脱作業を行う。
(もっと読む)
射出成形機及び射出シリンダ
【課題】ノズルの位置の調整作業を不要としながら射出材料の漏れを防止し、かつ、ノズルと金型との接触によるノズルの温度低下を防止すること。
【解決手段】本発明の射出成形機は、射出材料の注入口を有する金型の注入面に当接されて前記注入口を覆う当接面を有するノズル部が設けられた射出シリンダを備え、前記ノズル部が、前記金型と前記ノズル部との間の熱伝導を低減する断熱部を有することを特徴とする。
(もっと読む)
ダイレクト成形機
【課題】成形中に基材の上面に対して補助的な作業をするためのスペースを確保できるダイレクト成形機の提供。
【解決手段】本発明のダイレクト成形機1は、第1の金型22と射出装置3とを備え、あらかじめ成形された板状の基材Bが第1の金型22の上にセットされ、第1の金型22と基材Bとが接触することにより第1の金型22と基材Bの表面とで限られたキャビティCが形成され、射出装置3は基材Bより下に配設され、かつ第1の金型22を通じてキャビティC内に樹脂材料を射出し、樹脂部品を射出成形しながら基材Bに固定することができる。
(もっと読む)
複合成形体の製造方法および装置
【課題】比較的小さな装置スペースにて、短時間のうちに効率よく、容易に、しかも低コストで、目標とする複合成形体を製造可能な、複合成形体の製造方法および装置を提供する。
【解決手段】1台の竪型プレス機に、強化繊維含有溶融熱可塑性樹脂をプレス動作による型締動作と連動させて型内に射出する射出成形用ステーションを設けるとともに、該射出成形用ステーション以外の他工程用ステーションを少なくとも1つ併設することにより、1台のプレス機に対し複合成形体製造用動作のための一連のステーションを形成し、該一連のステーションにおける前段のステーションでの処理体を後段のステーションに順送するとともに、全ステーションにおける動作をプレス機によるプレス動作と連動させて行うことを特徴とする複合成形体の製造方法、および製造装置。
(もっと読む)
射出成形機及びストローク制御方法
【課題】射出成形機が鉛直方向に上昇したときの機械全高を容易かつ確実に制限する。
【解決手段】射出装置8のノズル部8aが型開閉装置7に対して上昇したときのノズル部8aの移動量を検出する第1の検出器13と、型開閉装置7によって固定盤12に対して上可動盤11が鉛直方向に離されたときの上可動盤11の移動量を検出する第2の検出器14と、予め設定された所定の上昇ストローク制限値を記憶する記憶部17と、第1及び第2の検出器13,14のそれぞれによって検出された、射出装置8によるノズル部8aの移動量と型開閉装置7による上可動盤11の移動量の合計値が、上昇ストローク制限値よりも小さくなるように、射出装置8及び型開閉装置7の移動量を制御する制御部18とを備える。
(もっと読む)
複合成形体の製造方法
【課題】不連続繊維強化樹脂成形体と長繊維あるいは連続繊維強化樹脂成形体とを、大きな面積を有する成形品、さらにはその肉厚が薄い成形品に対しても、特別な手法によることなく低圧で容易にかつ反り等の変形を抑えて精度よく所望の形態に一体成形できるようにした複合成形体の製造方法を提供する。
【解決手段】竪型プレス機のプレス端に金型を配置し、該金型のキャビティ内に、強化繊維と熱可塑性樹脂からなる予備成形体を配置し、該キャビティの残りの空間内に不連続強化繊維を含有する溶融熱可塑性樹脂を射出し、竪型プレス機によるプレスでキャビティを所定の容積に縮小することによって、不連続強化繊維含有溶融熱可塑性樹脂をキャビティ内に充満させつつ予備成形体をキャビティの所定の内面に押し付け、該不連続強化繊維含有熱可塑性樹脂と予備成形体を一体化して複合成形体に成形することを特徴とする複合成形体の製造方法。
(もっと読む)
竪型射出成形装置
【課題】電動式竪型射出成形機をベースとして、柔らかなノズル接触が実現でき且つコストダウンを容易に図ることができる技術を提供することを課題とする。
【解決手段】竪型射出成形装置10は、金型12を型締用モータ33により型締めする型締め機構16と、ノズル58を備える加熱筒61とスクリュー62を回転させるスクリュー回転モータ63とを備える射出装置17と、射出装置17を油圧力で上下に移動させる射出装置移動機構18と、突出用モータ45を駆動源として製品を上へ突出す下部突出し機構21と、油圧力で製品を下へ突出す上部突出し機構22と、インバータで制御され、射出装置移動機構18及び上部突出し機構22へ高圧油を供給する油圧発生装置85とからなる。
【効果】上部突出し機構を自在に制御でき、金型から製品を円滑に取出すことができる。
(もっと読む)
射出成形装置
【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】下端がノズルになっており、スティック状成形材料Sが一列に上側から順次供給され、下方側が保熱性の良い材料で構成された縦型射出筒61と、射出筒61の下部を加熱するヒーター65と、スティック状成形材料Sを下方に向かって押し込む押込シャフト75とを備え、押込シャフト75により最上段のスティック状成形材料が押し込まれると、最下段の既に完全溶解した成形材料がキャビティ21に射出されると共に、ヒーター65からの熱がノズルタッチを介して金型9側に伝達される。
(もっと読む)
樹脂モールド装置
【課題】プリヒート部に隣接する装置に熱拡散するのを低減するとともに、短時間で効率良くプリヒート温度まで昇温することができる樹脂モールド装置を提供する。
【解決手段】プリヒート装置28は、被成形品1を載置したヒータブロック13が移送機構29により受取位置Pから引渡し位置Qへ移送される間にプリヒート位置Rに設けられたトンネルカバー14内で停止させて被成形品1を集中的に予備加熱する。
(もっと読む)
射出成形機
【課題】 低粘度で流動性を有する液状樹脂の成形材料を射出成形により成形する場合に、安定して金型内に成形材料を充填することができる射出成形機を提供する。
【解決手段】 射出位置に位置している金型2に対して、上下方向に昇降自在に射出装置4を設ける。金型2の下金型2bに下側が開口しているスプルー2dを形成し、射出装置4の上昇により該射出装置4に装填したシリンジ7のノズル部7bがスプルー2dに接続されてノズルタッチするようにする。シリンジ7のプランジャ7aを上昇させて該シリンジ7内の成形材料を金型2内に射出すれば、成形材料は金型2内を徐々に上昇して充填される。
(もっと読む)
電動竪型射出成形機および電動竪型射出成形機の異物検出方法
【課題】電動竪型射出成形機の型締め工程における異物検出において型締めを行う中間プレートと下型間の距離をセンサによって直接測定し、異物検出を行う。
【解決手段】電動竪型射出成形機の型締め動作を行う中間プレート12と下型13間を第二の距離センサ9により監視し、異物の有無を判定するようにした。また、第二の距離センサ9の測定に最適な位置を検出する為に可動プラテン5の型締方向への下降位置を測定する第一の距離センサ6を配設した。これにより、異物による金型損傷を確実に防ぐことが出来る。
(もっと読む)
射出成形機の金型開閉装置および金型開閉方法
【課題】取出機を用いなくても成形品が金型から所定の位置に容易に排出される構造とした金型開閉装置と、成形品を金型から所定の位置に容易に排出させる金型開閉方法を提供すること。
【解決手段】金型20の上型22を下型24に対して離接する射出成形機10の金型開閉装置12であって、下型24を着脱自在に保持する下型保持盤32と、上型22を着脱自在に保持する上型保持盤31と、上型保持盤31を昇降する上型保持盤昇降機構33と、下型保持盤32を回動する駆動モータ35とを有する。
(もっと読む)
スライドテーブル式竪型射出成形機
【課題】成形工場におけるレイアウトの自由度を高めることができ、かつ生産性及び安全性に優れたスライドテーブル式竪型射出成形機を提供する。
【解決手段】成形機に、ベースプレート32上に摺動自在に配置されたスライドテーブル13と、スライドテーブル13上に金型取付手段により取り付けられた下金型14と、下金型14を所定の型締位置P1と作業位置P2とに交互に移動するように、スライドテーブル13を往復直線駆動する電動サーボモータ36を備える。金型取付手段は、スライドテーブル13に開設されたねじ孔41と、ねじ孔41に螺合される締結ボルト44とを含む構成とし、ねじ孔41はスライドテーブル13上の中央部、中央部よりもいずれか一方の端辺寄りに偏倚した位置、又は中央部よりもいずれか一方の側辺寄りに偏倚した位置に、適宜下金型14を取付可能な位置に開設する。
(もっと読む)
1 - 20 / 103
[ Back to top ]