
Fターム[4F206JF21]の内容
プラスチック等の射出成形 (77,100) | 成形材料の供給 (3,852) | 混合 (188)
Fターム[4F206JF21]の下位に属するFターム
撹拌 (19)
Fターム[4F206JF21]に分類される特許
121 - 140 / 169
液晶ディスプレイ部品
【課題】流動性が高く、剛性、耐衝撃性、耐熱性等に優れ、矩形状面の開口部の比率が大きく、また厚みが薄いながらもフレームの機能を効果的に遂行できる液晶ディスプレイ部品用材料を提供する。
【解決手段】(A) 特定の溶融粘度を有する熱可塑性樹脂91〜99重量%及び(B)液晶性ポリマー1〜9重量%からなる樹脂組成物100重量部に対して、(C) 特定のりんオキソ酸モノエステル又はジエステルを0.001〜2重量部配合してなる、(B) 液晶性ポリマーが粒子分散し、(A) 成分と(B) 成分の溶融粘度比率が特定範囲内にある熱可塑性樹脂組成物を射出成形して得られる、矩形状面に所望の開口部が設けられ、開口部の比率が矩形状面の全面積の30〜95%であり、矩形状面の厚さが0.3〜3mmである液晶ディスプレイ部品。
(もっと読む)
シリコーン硬化物の製造方法
【課題】高硬度で透明性が高く、光学用材料などとして有用なシリコーン硬化物を得る。
【解決手段】本発明のシリコーン硬化物の製造方法は、(A)1分子中にケイ素原子に結合した脂肪族不飽和炭化水素基を少なくとも1個有するポリオルガノシロキサンと、(B)1分子中にケイ素原子に結合した水素原子を少なくとも2個有するポリオルガノハイドロジェンシロキサンと、(C)白金系触媒をそれぞれ含有し、互いに相溶性のない2以上の成分系を成す硬化性シリコーン組成物を、回転するスクリューを有する撹拌・混合装置の混合室内で、前記スクリューによりせん断力を加えながら撹拌して前記成分系を均一に混合・分散させる混合工程と、前記混合工程で得られた混合・分散物を、層分離が生じる前に成形し硬化させる工程とを備える。
(もっと読む)
超微粒子材含有成形品およびその製造方法
【課題】
例えば超微粒子銀を含有した自動車内装品、自動車部品等の樹脂成形品に好適で、樹脂成形品に超微粒子銀をコ−ティングすることなく、樹脂成形品の表面に超微粒子銀を緻密に分布させ、銀の抗菌・殺菌効果、消臭・脱臭効果、紫外線遮断効果、電磁波遮断効果、帯電防止効果等を増進し、それらの経年変化を防止して、所期の効果を長期に亘って得られる、超微粒子材含有成形品およびその製造方法を提供すること。
【解決手段】
成形基材に超微粒子材を混合して作製した成形品の表面または表層部に前記超微粒子材を配置した超微粒子材含有成形品であること。
前記超微粒子材を前記成形品と一体に配置したこと。
(もっと読む)
芳香族ポリカーボネート樹脂組成物からなる自動車部品
【課題】バイオマス資源から得られるポリマーを含有し、かつ耐熱性、機械特性、耐久安定性に優れた芳香族ポリカーボネート樹脂組成物からなる自動車部品を提供する。
【解決手段】(A)芳香族ポリカーボネート樹脂(A成分)100重量部、および(B)ポリ乳酸(B成分)1〜200重量部からなり、ポリ乳酸(B成分)が、(B−1)L−乳酸単位90〜100モル%と、D−乳酸単位および/または乳酸以外の共重合成分単位0〜10モル%とにより構成されるポリ乳酸単位(B−1成分)と、(B−4)D−乳酸単位90〜100モル%と、L−乳酸単位および/または乳酸以外の共重合成分単位0〜10モル%とにより構成されるポリ乳酸単位(B−4成分)からなり、B−1成分とB−4成分の重量比(B−1成分/B−4成分)が10/90〜90/10の範囲にある芳香族ポリカーボネート樹脂組成物からなる自動車部品。
(もっと読む)
電子機器用の樹脂製筐体及び樹脂成形品の製造方法
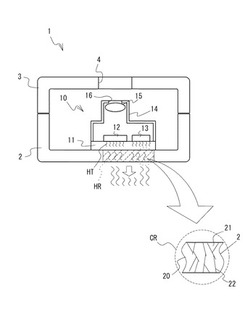
【課題】簡易な構造で効率良く放熱を行える樹脂成形品を提供する。
【解決手段】発熱部からの熱を受ける領域の樹脂基材21中にカーボンナノチューブ同士が接触することにより所定方向に繋がるように配列したカーボンナノチューブ22を含んだ樹脂成形品20である。樹脂成形品は、一定方向に配列させたカーボンナノチューブ22を含むという簡易な構造で効率良く熱を伝播させて放熱を行える。この樹脂成形品を用いて、発熱部12,13を有する電子機器10を収容する樹脂製筐体を形成すれば内部に発生した熱を効率よく放出して冷却できる。また、カーボンナノチューブは、樹脂基材中で長手方向が筐体の表裏方向に沿うように並んで配列することが望ましい。
(もっと読む)
射出成形機の成形材料供給装置

【課題】 複数種の成形材料を、ホッパ部内部で成形材料の一部を反加熱筒側へ移動させつつ効率よく攪拌するとともに、ホッパ部から射出装置へ安定して供給することができる射出成形機の成形材料供給装置を提供する。
【解決手段】 複数種の成形材料Mを攪拌し射出装置1に供給する射出成形機の成形材料供給装置6において、射出装置1の加熱筒2の内孔3に連通される供給部5,7と、供給部5,7に連通されるホッパ部8と、供給部5,7とホッパ部8の内部に連通される回転軸14と、回転軸14の少なくとも供給部5,7に設けられ成形材料Mを加熱筒2の内孔3へ供給する供給機構15と、回転軸14のホッパ部8に設けられ前記成形材料Mの一部を反加熱筒側へ移動させつつ攪拌する攪拌機構16とを備える。
(もっと読む)
樹脂組成物並びに樹脂成形体およびその製造方法
【課題】深み感のあるシルキー性でマット調のある高意匠性を具えた樹脂物の成形を可能とする。
【解決手段】ポリ乳酸と重量平均分子量が10万以上のポリプロピレンと無機充填剤とを含んでいる。
(もっと読む)
樹脂成形品の製造方法
【課題】本発明は、植物繊維をフィラーとして含む難燃性を有する樹脂成形品の製造方法であって、所期の特性を有する樹脂成形品を安定して得ることができる樹脂成形品の製造方法を提供することを課題とする。
【解決手段】本発明は、植物繊維にホウ酸およびホウ酸化合物の少なくともいずれかを含ませて当該植物繊維を難燃化処理する第1工程と、前記第1工程で得られる難燃化処理した前記植物繊維と、マトリックス樹脂と、金属水酸化物とのそれぞれを射出成形機に直接投入する第2工程と、前記射出成形機で、難燃化処理した前記植物繊維と、前記マトリックス樹脂と、前記金属水酸化物とを加熱下に混練して可塑化された樹脂組成物を射出成形する第3工程とを有すること特徴とする。
(もっと読む)
発泡樹脂成形法及び成形装置
【目的】均質且つ安定した発泡性、特に微細な発泡を有する発泡樹脂成形品を低コストで得られる発泡樹脂成形法及び成形装置を提供する。
【構成】溶融樹脂が供給される通路が形成された樹脂用エレメントと空気が供給される通路が形成された空気用エレメントとが交互に多段状に積層されて成る分散部において、
前記樹脂用エレメントに樹脂供給部から溶融樹脂を供給し、前記空気用エレメントに空気供給部から空気を供給して、前記通路を夫々通過させることで、前記溶融樹脂と空気とを分散させ、
分散した溶融樹脂と空気とを成形機ノズルに供給し金型により成形することを特徴とする発泡樹脂成形法である。
(もっと読む)
プラスチック成形機構
【課題】粗砕材と原料との混合を安定的かつ効率的に実施する回収成形物の再利用を行うプラスチック成形機構を提供する。
【解決手段】成形金型1から取り出された回収成形物3を射出装置4の材料落下口5上方へ直接搬送する搬送手段6と、前記材料落下口5上部に固着した原料送り量調整手段7の上面に配設され搬送された前記回収成形物3を粗砕する粗砕手段8と、前記粗砕手段8で粗砕された前記回収成形物3を前記材料落下口5へ落下させる貫通穴9を有するとともに原料10をその送り量を調整しつつ前記貫通穴9へ搬送して前記回収成形物3及び前記原料10を混合する前記原料送り量調整手段7とを備えた回収成形物3の再利用を行うプラスチック成形機構28。
(もっと読む)
サンドイッチ状樹脂成型品、及びサンドイッチ状樹脂成型品の製造方法
【課題】例えば、抗菌特性あるいは香り特性を十分に発揮できる成型品を低廉なコストで提供することである。
【解決手段】外層樹脂と内層樹脂とがサンドイッチ状に射出成型されてなる樹脂成型品であって、
前記外層樹脂は、有機物チップを含有し、
前記内層樹脂は、実質上、有機物チップを含有していない。
(もっと読む)
ガラス繊維強化難燃性樹脂組成物からなる鏡筒
【課題】扁平断面ガラス繊維で強化された熱可塑性樹脂を基体として、機械的強度、低異方性、流動性に優れ、良好な難燃性とを有する鏡筒を提供するを提供する。
【解決手段】芳香族ポリカーボネート樹脂(A−1成分)よりなる熱可塑性樹脂(A成分)40〜99重量%および繊維断面の長径の平均値が10〜50μm、長径と短径の比(長径/短径)の平均値が1.5〜8である扁平断面ガラス繊維(B−1成分)よりなる強化充填材(B成分)1〜60重量%の合計100重量部に対し、有機リン酸エステル系難燃剤(C成分)1〜30重量部および/または有機スルホン酸アルカリ(土類)金属塩(D成分)0.005〜1重量部からなるガラス繊維強化難燃性樹脂樹脂組成物を射出成形してなることを特徴とする鏡筒。
(もっと読む)
射出成形機
【課題】 射出成形機全体の長さ寸法を小さくして小型化を図ることができる射出成形機を提供する。
【解決手段】 材料ホッパ32から供給される樹脂材料が材料可塑化供給装置20によって溶融されながら移送されて射出室51に供給され、射出装置55によって射出室51の溶融樹脂材料が射出ノズル52から射出されて成形型装置60のキャビティ67に充填されるように構成された射出成形機であって、射出装置55は縦置きに設置されるとともに、射出装置55の上側に上下方向に延びる射出室51が設けられる。材料可塑化供給装置20は、その下流側を上、上流側を下にして斜め又は縦置きに設置されている。
(もっと読む)
射出成形体とその製造方法、並びに、射出成形体に用いられるペレット
【課題】植物由来原料を主成分とし、耐熱性を有し、結晶化速度の早い射出成形体を提供すること。
【解決手段】本発明の射出成形体は、(A)乳酸系樹脂、及び、(B)セルロース40質量%〜60質量%とリグニン10質量%〜30質量%とを含有する天然繊維、を含む樹脂組成物であって、(A)乳酸系樹脂と(B)天然繊維とを質量比で99:1〜70:30の割合で含有し、かつ、(A)乳酸系樹脂が、L乳酸:D乳酸=100:0〜97:3、又は、L乳酸:D乳酸=0:100〜3:97である樹脂組成物を用いてなる。
(もっと読む)
自動車用内装パネルの製造方法
【課題】
ポリオレフィン系樹脂芯材の表面活性化処理後の経時に影響されずに、常温下でも寒冷下でも、ポリオレフィン系樹脂芯材とポリウレタン樹脂表皮の良好な接着性を有する自動車用内装パネルの製造方法を提供すること。
【解決手段】
表面活性化処理後のポリオレフィン系樹脂芯材を、60〜100℃に加温し、成形型温度より高くして用いる。
(もっと読む)
導電性回路の形成方法
【課題】 微細かつ高密度の導電性回路を、正確かつ低コストで形成する。
【解決手段】 パラジウムを混入した熱可塑性樹脂を射出形成して基体1を形成し、この基体の表層1aに含まれるパラジウムを除去する。パラジウムを除去した表層1aにレーザー光2を照射して、この表層を除去すると共にその下の触媒を含む下地層1bの露呈面1dを粗化して親水性にする。基体1に無電解銅めっきを施すと、下地層1bの露呈面1dにのみ導電層3が形成され、この導電層によって導電性回路を形成することができる。
(もっと読む)
燃料タンク用架橋性樹脂及び成形品
【課題】成形性と耐久性とのバランスに優れた大型容器用材料である燃料タンク用架橋性樹脂、特に射出成形性、耐久性、耐衝撃性のバランスに優れ、かつ耐火性に優れた射出成形燃料タンク用架橋性樹脂及びそれを用いた成形品の提供。
【解決手段】(1)架橋前の密度が0.940g/cm3以上0.970g/cm3以下、(2)架橋前の190℃、2.16kg荷重におけるメルトフローレートが0.1g/10分以上50g/10分以下、(3)架橋後のオルゼン曲げ剛性が600MPa以上1500MPa以下、及び(4)架橋後のゲル分率が20%以上の条件を満足することを特徴とする燃料タンク用架橋性樹脂及びそれを用いた成形品。
(もっと読む)
オンラインブレンド型射出成形機
【課題】 可塑化樹脂の熱履歴にばらつきがない状態にて射出を可能とするオンラインブレンド型射出成形機を提供する。
【解決手段】流入口FG2’から背面側射出シリンダ室20Cに流入した可塑化樹脂は流入圧力により鍔部22Aの外周およびチェックリング26の内周を通り、プランジャチップ28外周部溝から前面側射出シリンダ室20Bに到りそこで蓄積される。射出プランジャ22の鍔部の右方側軸部外周には軸方向に溝が形成され射出プランジャが前進限位置にあるときに同溝右端部に前記流入口が臨むように形成されている。流入した可塑化樹脂は溝によりプランジャチップ背面近傍までガイドされる。計量工程中溝に残留している可塑化樹脂はスクレーパ部材20Dにより掻き取られる。射出開始が指令されると射出プランジャは左方へ前進する。射出動作中、射出背圧によりチェックリングは鍔部側面と接触するので背面側射出シリンダ室には背圧が伝達されない。
(もっと読む)
改良された高温度オーバーモールディング特性を有する水素化スチレン系ブロックコポリマー組成物
a)100pbwの、少なくとも2個の重合したモノビニルアレーンの樹脂性末端ブロック及び重合し、続いて水素化した、共役ジエン又はジエン群のエラストマー性中間ブロックを有する、水素化スチレン系ブロックコポリマー、b)25から60pbwの官能化ポリオレフィン並びに場合によりc)0から100pbwの可塑剤、d)0から200pbwの1種又は2種以上の充填材及び充填材失活剤、e)0から2pbwの酸化防止剤、f)0から100pbwの極性エンジニアリングサーモプラストを含む、極性支持体の上にオーバーモールディングするための水素化スチレン系ブロックコポリマー組成物であって、成分(a)が、200,000から500,000の範囲内の見掛け分子量を有する線状水素化スチレン系ブロックコポリマー又はn倍(nは、ポリマーアームの数に等しい)の100,000から250,000の範囲内の見掛け分子量を有する放射状水素化スチレン系ブロックコポリマーであり、及び成分(a)が、40%よりも大きい水素化1,2−重合共役ジエンの含有量(ビニル含有量)及び20から50%の範囲内のポリ(モノビニルアレーン)の含有量を有し、及び成分(b)が、0.5から5重量%のグラフト化レベル及び20g/10分以上のメルトフローレート(MFR、ASTM D1238−95:条件L)を有する、酸、酸無水物又はエステル官能化ポリオレフィンである組成物が提供される。 (もっと読む)
ポリアリーレンサルファイド樹脂組成物および射出成形品
【課題】 ひけの発生が抑制され、且つ機械的強度の高いポリアリーレンサルファイド樹脂組成物を提供する。
【解決手段】 (A) Na含有量が500〜1500ppmで、且つレジンのpHが7.0〜12.0である実質的に直鎖状のポリアリーレンサルファイド樹脂100重量部に対して、(B) 特定の扁平な断面形状を有する繊維状強化剤(B-1) を主成分とする無機充填剤10〜400重量部を配合する。
(もっと読む)
121 - 140 / 169
[ Back to top ]