
Fターム[4F206JL02]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形機運転上の時期、時点 (1,616) | 定常成形時 (1,193)
Fターム[4F206JL02]に分類される特許
141 - 160 / 1,193
射出成形用金型とその成形品
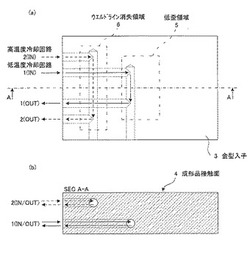
【課題】低歪領域を有し、かつウエルドラインのない孔を有した成形品を提供する。
【解決手段】成形品の形状に孔形状がある場合、樹脂は孔を形成させるための金型形状にぶつかり流路が分岐する。分岐が終わって再度合流する際に、樹脂表面が固化し、完全に接合されず成形品にウエルドラインが生じる。成形品接触面4と近い部分に高温度冷却回路2を配置し、樹脂を射出するより前に高温度冷却回路2に樹脂のガラス転移点以上である温度のスチームを流す。樹脂を射出した直後にスチームを切り、高温度冷却回路2には何も流さず樹脂の充填を完了させる。樹脂は低温度冷却回路1の温度により固化され、固化終了後に金型を開き、成形品を取り出す。樹脂の流動時にウエルドライン消失領域6の金型入子3の表面温度を上昇させることで、流路分岐後に再度合流する樹脂表面の固化を遅らせて、樹脂を完全に接合できウエルドラインを消失させることができる。
(もっと読む)
成形システム

【課題】 成形機の機械作動部分の近傍に別の作動装置が配設され、前記機械作動部分と前記別の作動装置の間に第1の扉が設けられるともとに、前記別の作動装置と外部の間に遮蔽部と第2の扉が設けられた成形システムに関し、遮蔽部内でも操作盤を操作して成形機の設定入力を可能とする。
【解決手段】 成形機12の機械作動部分14に近接して別の作動装置13が配設され、前記機械作動部分14と前記別の作動装置13の間に第1の扉19が設けられるともとに、前記別の作動装置13と外部E2の間に遮蔽部20と第2の扉21が設けられた成形システム11において、遮蔽部内E1の操作盤22(22a)から設定入力可能となっているときは、第1の扉19のインターロックがオンになっているとともに前記別の作動装置13が非作動状態となっており、かつ第2の扉21のインターロックがオフの状態とする。
(もっと読む)
射出成形機用の消費電力算出装置及び消費電力算出方法
【課題】成形条件に応じて消費電力を予測すること。
【解決手段】 射出成形機用の消費電力算出装置(26、35)であって、成形条件を入力する入力手段35と、該入力手段に入力された成形条件で射出成形機を作動させた場合の消費電力を算出するための近似式を記憶する記憶手段262と、入力手段に入力された成形条件に基づいて、記憶手段に記憶された近似式から射出成形機の消費電力を算出する消費電力算出手段261とを備えることを特徴とする。
(もっと読む)
固定部材の埋設構造
【課題】固定部材に対して樹脂の射出による圧力を低減し、固定部材の保持力を向上することができる固定部材の埋設構造を提供する。
【解決手段】ブロック本体20の埋設部22に、アンカー部51、251とネジ軸部52、252からなる第2インサートボルト50、250を埋設する固定部材の埋設構造であって、ブロック本体20を形成する金型内26へ樹脂を充填するゲート部21から流通して第2インサートボルト50、250に当接する樹脂の応力を緩和する樹脂圧緩和手段(長溝53、山形形状のアンカー部251、凹部281、流れ方向変更部材291)を第2埋設部24及び第2インサートボルト50、250の少なくとも一方に設けた。
(もっと読む)
金属調装飾部材の製造方法
【課題】ウエルドラインのない金属調装飾部材を安価に製造できる金属調装飾部材の製造方法を提供する。
【解決手段】金型に設けられたキャビティ部13が有する複数のゲート14から溶融成形材料20を圧入して、キャビティ部13に溶融成形材料20を充填するとき、複数のゲート14から圧入された溶融成形材料20の流動先端部Sa、Sb、Scが互いに合流する際に、互いに合流される溶融成形材料20が圧入される2つのゲート14の一方における溶融成形材料20の流動圧力が、他方における溶融成形材料20の流動圧力より小さくなるように、複数のゲート14からの溶融成形材料20の圧入をそれぞれ時間差で停止させる。
(もっと読む)
三次元成形加飾フィルムの製造方法、加飾成形品及びその製造方法
【課題】射出成形樹脂と密着性の高い加飾フィルムの製造方法を提供すること。
【解決手段】基材上に、接着剤として「該接着剤の軟化温度−射出成形時の金型温度」の値が25〜65℃であり、かつ「射出成形時の樹脂温度−該接着剤の軟化温度」の値が90〜190℃である接着剤を用いて接着剤層を積層する工程を含む三次元成形加飾フィルムの製造方法である。
(もっと読む)
射出成形機
【課題】射出シリンダの着脱作業を簡略化した射出成形機の提供。
【解決手段】射出成形機1において、金型4,5を保持するための成形機本体と、成形機本体に保持される金型4,5に型締力を付与する型締力付与部と、成形材料を射出するものであると共に、成形機本体に装着され且つ成形機本体に保持される金型と成形機本体との間に対応する領域に突出するフランジ部が設けられた射出シリンダ10とを備え、射出シリンダ10は、型締力付与部からの型締力が金型に付与されない型開き状態において型締力付与部からの金型に対する型締め及び型開き方向に移動可能であると共に、型締力付与部からの型締力が金型に付与される型締状態において金型4,5と成形機本体との間でフランジ部が挟持されて型締め及び型開き方向への移動が規制されるようにする。
(もっと読む)
加飾合成樹脂成形品
【課題】 本発明は、インサートラベルによる加飾法に多様な質感、さらには深みのある立体的な視覚効果を付与することを技術課題とするものであり、インサートラベルにより高度にアイキャッチ効果が発揮される合成樹脂成形品を提供することを目的とする。
【解決手段】 インサート材としてインサートラベルを成形金型のキャビティ面に配設した状態でインサート成形され、このインサートラベルにより表面を加飾した合成樹脂成形品において、インサートラベルは合成樹脂製フィルムを基材層としたものとし、この基材層の表面側に、キャビティ面の中に粗面化加工により形成され粗面化領域の微細な凹凸構造が、インサート成形と同時に転写された粗面転写領域を有する構成とする。
(もっと読む)
非球状ポリマー粒子を用いた射出成形品及び成形方法
【課題】 懸濁重合で得られたポリマー粒子をそのまま射出成形機に供することができ、しかも射出成形機のスクリューに樹脂が食い込み、かつ射出成形機において安定した射出ができるポリマー粒子とその製造方法を提供する。
【解決手段】 重合性単量体を、重合開始剤と、難水溶性リン酸塩と、水溶性亜硫酸塩および/または水溶性過硫酸塩の存在下、水性媒体中で懸濁重合し、重合転化率が50〜80%の時点でアニオン系活性剤を添加してなるポリマー粒子であって、
前記粒子の長軸方向と直交する方向からそれぞれ光を照射して得られる投影二次元図の長径(L)と短径(D)との比(L/D)が1.3以上であり、平均粒子径が300μm以上であるポリマー粒子を、加熱溶融した後、射出成形機で所定の形状に成形する。
(もっと読む)
樹脂成形装置
【課題】成形品の周縁部を二回に分けて成形するにあたり、効率的に実施できるようにする。
【解決手段】第1キャビティ空間V1を挟んで第1金型1と第2金型2とが近接離間自在に設けてあると共に、第1キャビティ空間V1に樹脂を射出自在な第1ゲートG1が設けられている樹脂成形装置であって、第1キャビティ空間V1の周縁キャビティ面3aを構成する第3金型3が、第1金型1と第2金型2とに対して、近接離間方向に沿ってスライド自在に設けられ、第3金型3に、所定のスライド位置において第1キャビティ空間V1に連通自在な第2キャビティ空間V2が設けられている。
(もっと読む)
防振部材の成形方法および防振部材
【課題】充填材の配向性を向上させることができる防振部材の成形方法および防振部材を提供。
【解決手段】防振部材70の成形方法は、金型1のキャビティ292に、複数の溝部296aを有するゴム弾性部材296を配置することにより、キャビティ292に溝部延在区間296bを区画し、金型1を締める型締め工程と、樹脂製の母材と、母材に分散される異方性の固体の充填材と、を有する溶融樹脂をキャビティ292に注入し、複数の溝部296aに沿って溶融樹脂を流動させることにより、溝部296aを流動する充填材を溝部296aの延在方向に略配向させた状態で、溶融樹脂を固化させる注入工程と、金型1を開き、ゴム弾性部材296と、複数の溝部296aにより形成される複数のリブ700aを有する樹脂部材700と、が一体化された防振部材70を取り出す型開き工程と、を有する。
(もっと読む)
電動竪型射出成形機および電動竪型射出成形機の異物検出方法
【課題】電動竪型射出成形機の型締め工程における異物検出において型締めを行う中間プレートと下型間の距離をセンサによって直接測定し、異物検出を行う。
【解決手段】電動竪型射出成形機の型締め動作を行う中間プレート12と下型13間を第二の距離センサ9により監視し、異物の有無を判定するようにした。また、第二の距離センサ9の測定に最適な位置を検出する為に可動プラテン5の型締方向への下降位置を測定する第一の距離センサ6を配設した。これにより、異物による金型損傷を確実に防ぐことが出来る。
(もっと読む)
ホットランナー
【課題】ホットランナーを用いた樹脂成形の自由度を、より向上させる。
【解決手段】バルブピン3は、先端がキャビティ13に進入する位置まで前進した状態で、キャビティ13と流路6とを連通するために、外周面における軸方向の一区間を凹ませた連通凹部21を備える。この連通凹部21によってキャビティ13と流路6とを連通させるバルブピン3の進退位置を連通位置とし、バルブピン3は、先端がキャビティ13まで進入した状態を維持する範囲内で、連通位置から後退すると、連通凹部21よりも先端側の外周面がゲート14に嵌合してゲート14を封止する。コントローラー(図示せず)は、溶融樹脂の保圧工程が完了するまでは、バルブピンを連通位置にし、保圧工程が完了したら、先端がキャビティ13まで進入した状態を維持する範囲内で、予め定められた成形位置までバルブピン3を後退させる。
(もっと読む)
射出成形用金型装置
【課題】インモールド転写を実施する射出成形用金型装置において、巻取ローラの交換頻度を少なくすると共に、その交換作業を実施し易くすること。
【解決手段】固定型2と、固定型2に対して型締め及び離間可能に水平方向に移動する可動型5と、転写箔を備えた転写シートSが巻回され、可動型5の上方部位に配置された供給ローラ7と、供給ローラ7から転写シートSを固定型2と可動型5との間に送給するよう、可動型5の下方部位に配置された駆動ローラ8と、駆動ローラ8の下流側に、転写後の転写シートSの送り方向を変更する巻取方向変更機構10を備え、平面視において、可動型5及び固定型2の外方に備えた巻取ローラ11に転写後の転写シートSを巻取可能に構成する。
(もっと読む)
プロピレン系樹脂組成物およびこれらから得られる成形体
【課題】成形外観性および剛性―常温・低温耐衝撃性のバランスと射出成形流動性に優れたプロピレン系樹脂組成物、該プロピレン系樹脂組成物から得られる射出成形体、及び該射出成形体からなる自動車部品を提供する。
【解決手段】プロピレン重合体成分を製造する工程およびプロピレン−エチレン共重合体ゴム成分を製造する工程によって得られるプロピレン系ブロック共重合体(A)とプロピレン系ブロック共重合体(B)をそれぞれ20重量部以上99重量部以下、1重量部以上40重量部以下、更にエラストマー(D)0重量部以上、35重量部以下、およびフィラー(E)0重量部以上、40重量部以下(ただし、(A)、(B)、(D)、および(E)の合計は100重量部である)含有し、該プロピレン系ブロック共重合体がそれぞれ特定性能要件を同時に満たすプロピレン系樹脂組成物。
(もっと読む)
RTM成形用成形型
【課題】完全な脱泡ができず気泡が残った状態の樹脂が注入されても、成形体にボイドやピットが残ることを抑制でき、機械特性の発現率や表面品位が向上したFRP成形体を得ることができるRTM成形用成形型を提供する。
【解決手段】繊維基材を配置するためのキャビティ4と、樹脂を移送配置するための注入ランナー5と、注入ランナー5とキャビティ4とを前記端面に渡って繋ぎ、注入ランナー5からキャビティ4へ樹脂を注入するための注入ゲートと、キャビティ4の、注入ゲートと対向する位置の端面に配され、キャビティ4から樹脂を排出するための排出ゲート12とを有する成形型であって、注入ゲートは、注入ランナー5と繋がるゲート10とキャビティ4と繋がるゲート9を有し、それが繋げる端面に垂直な断面において、注入ランナー5と繋がる位置での高さが、キャビティと繋がる位置での高さより大きくなっている樹脂注入成形法用成形型。
(もっと読む)
射出成形機の制御方法
【課題】 様々な条件下においても常に位置決めに対する正確性を確保するとともに、成形サイクルの短縮による生産効率を高める。
【解決手段】 移動部2を駆動機構3により移動させるとともに、移動部2をストッパ4a,4bに機械的に当接させることにより移動部2に対する停止制御を行うに際し、移動部2を予め設定した標準速度Vnにより移動させ、かつ予め設定した目標位置Xsに達したなら、標準速度Vnよりも遅く設定した突当速度Vsにより移動させるとともに、この突当速度Vsにより変化する第一物理量を監視し、この第一物理量が予め設定した仮停止位置と見做す第一閾値に達したなら、突当速度Vsにより変化する第二物理量を監視し、この第二物理量が予め設定した本停止位置となる第二閾値に達したなら位置制御による停止制御を行う。
(もっと読む)
射出成形機械のハイブリッド射出アクチュエータ
射出成形機の金型開閉装置および金型開閉方法
【課題】取出機を用いなくても成形品が金型から所定の位置に容易に排出される構造とした金型開閉装置と、成形品を金型から所定の位置に容易に排出させる金型開閉方法を提供すること。
【解決手段】金型20の上型22を下型24に対して離接する射出成形機10の金型開閉装置12であって、下型24を着脱自在に保持する下型保持盤32と、上型22を着脱自在に保持する上型保持盤31と、上型保持盤31を昇降する上型保持盤昇降機構33と、下型保持盤32を回動する駆動モータ35とを有する。
(もっと読む)
積層成形体の製造方法及び硬化皮膜転写フィルム
【課題】硬化皮膜転写フィルムを用いて、耐擦傷性、耐候性に優れた硬化皮膜を、高い生産性のもとに効率的かつ経済的に射出成形体の表面に形成する。
【解決手段】基材フィルム2a上に、硬化皮膜を形成するための活性エネルギー線硬化性組成物により成形された第1転写層2bと、成形体に接して硬化皮膜と成形体との接着層を形成するための第2転写層2cを有する硬化皮膜転写フィルム2の第1転写層2bを、活性エネルギー線照射により半硬化状態とし、この硬化皮膜転写フィルム2を金型内に配設して熱可塑性樹脂3を射出充填し、充填樹脂の熱量により第1転写層2bの硬化反応を行う積層成形体の製造方法。
(もっと読む)
141 - 160 / 1,193
[ Back to top ]