
Fターム[4F206JL02]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形機運転上の時期、時点 (1,616) | 定常成形時 (1,193)
Fターム[4F206JL02]に分類される特許
101 - 120 / 1,193
樹脂成形品の成形方法
【課題】結晶性高分子樹脂を用い、部分ごとに高い機械的強度と寸法精度とが要求される成形品を、形状の自由度が高く、かつ比較的簡素な工程で製造可能な樹脂成形品の成形方法を提供する。
【解決手段】可動型を型締め位置より固定型から離反させた状態にセットした成形型内に、結晶性高分子樹脂の融液をショートショット状態で射出する第1射出工程と、前記融液の温度が融点以下、結晶化温度以上の状態で、該融液が臨界伸張ひずみ速度以上のひずみ速度で伸張するように、前記可動型を高速で型締めして、前記融液を配向状態とすると共に、その状態を維持して結晶化させる結晶化工程と、該結晶化工程で形成された中間成形品の周辺部分を最終形状に成形するため、前記成形型または他の成形型で、前記中間成形品の周囲に追加樹脂の融液を射出する第2射出工程とを備える。
(もっと読む)
活性化レゾール硬化ゴム組成物
【課題】活性化レゾール硬化ゴム組成物を提供する。
【解決手段】本発明は、エラストマー性ポリマー、フェノールホルムアルデヒド樹脂架橋剤、および活性化剤パッケージを含む加硫可能なゴム組成物に関し、その加硫可能なゴム組成物が活性化ゼオライトを含んでいることを特徴としている。
本発明はさらに、加硫された物品を製造するための方法に関し、それに含まれるのは、加硫可能なゴム組成物を製造する工程、その加硫可能なゴム組成物を成形する工程、およびその成形したゴム組成物を加硫する工程である。
本発明はさらに、加硫された物品にも関する。
(もっと読む)
電子装置用ハウジング及びその製造方法

【課題】金属状の外観効果を有し且つ摩損されにくい電子装置用ハウジング及びその製造方法を提供すること。
【解決手段】本発明に係る電子装置用ハウジングは、プラスチック基体及び前記プラスチック基体の表面に接合される加飾膜を備える。前記加飾膜は、透明なプラスチック薄膜と、前記プラスチック薄膜の表面に形成され且つ金属状の視覚効果を有する真空蒸着層と、前記真空蒸着層の表面に形成されるワニス層と、前記ワニス層の表面に形成されるカラー層と、前記カラー層の表面に形成される保護層と、前記保護層の表面に形成されるバインダー層と、を備える。前記プラスチック基体は、射出成形によって前記加飾膜のバインダー層に接合される。
(もっと読む)
転写箔およびその製造方法
【課題】インモールド成形時に転写箔にかかる熱や圧力によって生じる印刷層の印刷画像の歪みや流れを抑制することができるインモールド成形用転写箔の提供。
【解決手段】本発明のインモールド成形用転写箔は、基材シートと、該基材シートの一方の面上に、少なくとも、離型層と、受容層と、印刷層とをこの順に有するものであって、該印刷層が、インク層を有するインクリボンを用いた熱転写プリンターによって形成され、該インク層が、イソシアネート基含有硬化剤と、樹脂材料と、着色剤とを含むものである。
(もっと読む)
外部記憶媒体への射出成形機のデータ保存方法および射出成形機
【課題】射出成形機の成形条件、測定値データ等の各種データを、簡易で安全性の高い方法で暗号化して外部記憶媒体に保存するデータ保存方法を提供する。
【解決手段】射出成形機1の記憶装置5に保存されている成形条件、各種測定値データ、画面のハードコピーである画像データ等のデータを、外部記憶媒体8に保存するとき、操作者が保有しているIDカード13内に格納されている識別番号15をキーにして暗号化する。パーソナルコンピュータによって読み出すときには、IDカード13をパーソナルコンピュータ用IDカード読み取り装置によって読み込んで識別番号15を得て、この識別番号15によって非暗号化する。
(もっと読む)
表面シートを用いたインサート成形用金型及び成形物の製造方法
【課題】表面シートを用いた成形物表面の高い意匠性を保持することができる成形物、特に加飾成形物の製造に用いるインサート成形金型および成形物の製造方法を提供する。
【解決手段】金型の雌型1と雄型2の接触面に垂直な向きに、製品部に対置して施されたゲート5先端の樹脂注入口6からキャビティ10に続く樹脂流路である肉盛部用樹脂流路7の断面積が、ゲート5近傍から製品部にかけて漸増する形状を有し、前記樹脂流路7の体積と、該樹脂流路7の製品部側断面を底面として製品部厚みを高さとした柱の体積との和が、製品部13の全体積の4%以上となるようにしたインサート成形用金型及びその金型を使用して射出成形する加飾成形物の製造方法。
(もっと読む)
射出成形方法及び装置
【課題】適切な型締め荷重で基板をクランプすることにより、基板にダメージを与えずにモールド成形する。
【解決手段】成形型100と型締め機構110と射出機構120とを有し、成形型の分割面間に、電子部品7を搭載した基板10を挿入し、成形型を閉じて型締めした際の型締め荷重F0により基板10をクランプし、成形型100の分割面間に形成されたキャビティ17に成形用樹脂2を射出することにより、基板10に搭載された電子部品7を樹脂モールドする装置であり、型締め荷重測定器13と、成形型を型締めしてキャビティ内に成形用樹脂を射出した際の成形型に作用する射出圧力に応じた型締め荷重F0と反対向きの射出荷重F2を測定する射出荷重測定器5と、型締め荷重測定器13の測定データと射出荷重測定器5の測定データとに基づいて型締め荷重F0を許容範囲に制御する制御手段と、を具備する。
(もっと読む)
ポリ乳酸系成形体の製造方法
【課題】結晶化速度を向上させることにより、成形時間が短縮されたポリ乳酸系成形体の製造方法を提供すること。
【課題を解決するための手段】ポリ−L−乳酸(PLLA、ポリ−D−乳酸(PDLA)(それらのいずれか一方の割合が0.1〜20重量部)及び可塑剤5〜20重量%からなる原料の組成物(PLLA、PDLA及び可塑剤の合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、その原料の組成物の温度をその組成物中に含まれるSC材料成分の融点より5℃〜15℃高い温度の範囲に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することを特徴とするポリ乳酸系成形体の製造方法。
(もっと読む)
粉体用スクリュー,その製造方法及び成形用金型,トナーカセット,画像形成装置
【課題】軸部の周囲に螺旋状に設ける羽根部を樹脂製とした場合であっても、粉体の搬送量の低下を招くことがない粉体用スクリューと、その製造方法及び成形用金型を提供する。
【解決手段】軸部12の周囲に螺旋状に巻き付けられる羽根20を樹脂で射出成形するにあたり、軸部12の軸方向に沿って分割配置される複数の分割型32〜38のキャビティ形成部32A〜38Aを互い違いに交差させて前記軸部12と羽根20に相当する形状のキャビティ部40,42を形成して溶融樹脂を充填する。このような金型構造により、羽根20を均一な厚みに成形しても型から取り外すことができる。また、羽根20の厚みを均一にすることで、羽根間のピッチを広げて粉体の搬送量を増やすことができる。更に、トナー用スクリュー10の一部を樹脂製とすることで、コンパクト化(軽量化)とともに、コスト低減も可能となる。
(もっと読む)
射出成形機用射出装置
【課題】低生産性、低効率、溶融材料の漏れ、溶融材料の流れの停滞およびそれによる分解といった従来の射出装置の問題点のうち少なくともいくつかを解決する。
【解決手段】射出成形機用射出装置が提供される。当該射出成形機用射出装置は、フランジと、シャットオフノズルと、充填シリンダと、上記フランジに接続される射出シリンダとを具備する。上記充填シリンダは、溶融材料を上記シャットオフノズルを介して上記射出シリンダに供給し、上記フランジの内部には、上記射出シリンダに相互接続する射出経路が設けられ、上記射出シリンダは当該射出経路を介して射出を行うことが可能である。上記充填シリンダの内部には、充填スクリューが設けられ、当該充填スクリューの前部には、上記シャットオフノズルの入口を塞ぐことが可能な充填シャットオフアセンブリが設けられる。上記射出シリンダには射出スクリューが設けられる。
(もっと読む)
化粧シートおよび加飾成形品
【課題】樹脂成形品の表面に高意匠性を付与することができるとともに、樹脂成形品の射出成形時における意匠性の変化を改善できる化粧シートを提供する。
【解決手段】化粧シート2は、加飾用シート3と、加飾用シート3の表面上に積層された樹脂製の透明シート4と、透明シート4と反対側の加飾用シート3の裏面上に積層された樹脂製のバッカー用シート5とからなる。加飾用シート3はバッカー用シート5と異なる熱可塑性樹脂によりシート状に形成された印刷原反6と、印刷原反6の表面上に形成された絵柄印刷層7と、絵柄印刷層7を含む印刷原反6の表面を凹凸状に加工して形成された凹凸模様8と、凹凸模様8の表面を印刷原反6と同等の樹脂によりラミネートするラミネート層9とからなる。そして、加飾用シート3はバッカー用シート5を介して樹脂成形品1の表面上にインサート成形により積層される。
(もっと読む)
射出成形機の材料供給方法及びその装置
【課題】短時間に多量の樹脂材料を低コストで供給でき、樹脂成形のサイクルタイムを短縮できる射出成形機の材料供給方法及びその装置を提供する。
【解決手段】本発明では、ホッパ3が2つに分岐し、2つの材料供給口31a,31bを有すると共に、材料供給部2が2つの供給部21a,21bを有し、この2つの供給部を交互に切り替えることで、射出成形機1のバレル11への材料供給が行われるようになっており、切替操作により、一方の供給部がバレルと連通し、これに材料供給を行っている間、他方の供給部には、ホッパの一方の材料供給口から樹脂材料が供給されるようになっている。また材料供給部2は、2つの供給部の外に2つのシャッタ部22a,22bも一体的に有しており、ホッパの一方の材料供給口から一方の供給部に樹脂材料が供給されるとき、ホッパの他方の材料供給口はシャッタ部により閉じられる。
(もっと読む)
発泡成形用射出成形機
【課題】加熱シリンダの計量樹脂溜め部に供給された物理発泡剤がチェックリングを超えてスクリュー本体側に逆流せず、均質な発泡成形品を成形可能な発泡成形用射出成形機を提供する。
【解決手段】サックバック時に樹脂通路を機械的にロック可能なロック機構付きのチェックリング24を、スクリュー14の先端部に取り付ける。スクリュー14を回転駆動して、計量樹脂溜め部16に所定量の溶融樹脂が蓄えられた後、樹脂通路を機械的に遮断し、計量樹脂溜め部16内に物理発泡剤を供給する。
(もっと読む)
光学レンズ用ポリカーボネート共重合体およびそれを用いた光学レンズ
【課題】高屈折率で、且つ波長が350〜450nmなどの短波長光に対して良好な耐光性を兼ね備え、実用に適したガラス転移温度を有する光学レンズ用ポリカーボネート共重合体を提供する。
【解決手段】繰り返し単位が、式(1)および式(2)からなり、式(1)と(2)のモル比率が40/60〜70/30である光学レンズ用ポリカーボネート共重合体。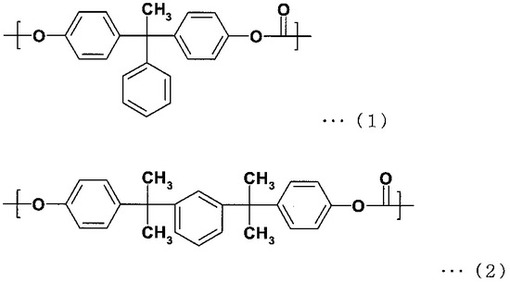 (もっと読む)
(もっと読む)
射出成形機の材料供給装置のスクリュ
【課題】樹脂ペレットの供給スクリュとの共回りによる挟み込みの発生を抑制することが可能な射出成形機の材料供給装置に用いる供給スクリュを提供すること。
【解決手段】供給スクリュ50には、スクリュフライト51の外周部を切り欠いた領域60が設けられている。スクリュフライト前側壁面56とスクリュフライトの外周部を切り欠いた境界壁面58とで形成されるくさび状形状部は、供給スクリュ50が供給スクリュ回転方向44に回転することによって、くさび状形状部の前方にある樹脂ペレット30を、スクリュフライト前側壁面56とスクリュフライトの外径を切り欠いた境界壁面58との2側面方向に掻き分けて進むことができる。これによって、樹脂ペレット30の挟み込みを低減することができる。
(もっと読む)
射出成形機の自動運転方法
【課題】射出成形機の射出成形に用いられる溶融樹脂の粘度測定及び粘度調整を自動的に行えるようにする。
【解決手段】成形品を成形する自動運転を行っているときに、ショット数カウント手段17が射出ノズル3から溶融樹脂を射出するショット数をカウントし、カウントされたショット数が予め設定した所定数値に達すると、射出ノズル3から射出された溶融樹脂の粘度が自動的に算出され、算出された溶融樹脂の粘度が所定の樹脂粘度の範囲に収まっていないときには、温度調節手段15により加熱ヒータ10の設定温度の変更がなされ、溶融樹脂の粘度が所定の樹脂粘度に収まるように調整され、その後に、成形品の成形を繰り返し行う自動運転が再び開始される。よって、射出成形機により成形品を連続的に製造する自動運転途中に、溶融樹脂の粘度測定及び粘度調整を自動的に行うことができる。
(もっと読む)
射出成形機の点検システム
【課題】点検作業員の熟練度に関わらず、点検作業を効率良く行うことができると共に、射出成形機の作動状態をより正確に把握することが可能な射出成形機の点検システムを提供することを課題とする。
【解決手段】作動状態を検出可能な各種センサを備えた射出成形機100と、点検作業によって得られた情報を入力可能に構成された点検用携帯端末220と、ネットワーク250を介して射出成形機100および点検用携帯端末220に通信可能に接続され、各種センサにより検出された検出結果を射出成形機100の作動情報として取得すると共に点検用携帯端末220への入力情報を点検情報として取得する情報管理装置230と、を備えた。
(もっと読む)
射出成形方法および射出成形装置
【課題】キャビティ内へ吐出する溶融樹脂の吐出量および圧力を最適とすることにより、成形不良の発生を防止し、品質の高い成形品を安定して生産することができる射出成形方法および射出成形装置を提供する。
【解決手段】射出成形装置1は、射出スクリュー21により溶融樹脂を射出し、バルブゲート32、33を介して、キャビティ31に射出充填する構成を有する。射出成形装置1は、バルブゲート32、33の開度を調整するゲートピン34、35と、ゲートピン34、35の進退位置を制御するゲートピン駆動部38と、射出スクリュー21の前進位置を検出するスクリュー位置センサ22と、条件マップ6を基に目標進退位置を算出するコントローラ5とを有する。射出成形装置1は、ゲートピン駆動部38により、ゲートピン34、35の進退位置が常に目標進退位置に近づくように各ゲートピン34、35の進退位置を位置制御する構成を有している。
(もっと読む)
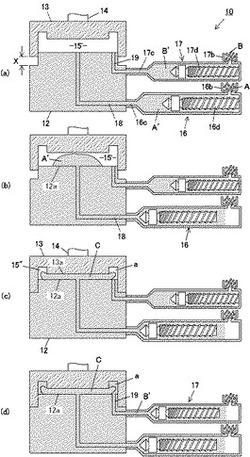
射出成形装置
【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】下端がノズルになっており、スティック状成形材料Sが一列に上側から順次供給され、下方側が保熱性の良い材料で構成された縦型射出筒61と、射出筒61の下部を加熱するヒーター65と、スティック状成形材料Sを下方に向かって押し込む押込シャフト75とを備え、押込シャフト75により最上段のスティック状成形材料が押し込まれると、最下段の既に完全溶解した成形材料がキャビティ21に射出されると共に、ヒーター65からの熱がノズルタッチを介して金型9側に伝達される。
(もっと読む)
カセット式射出成形用金型
【課題】母型に複数のカセット型を同時装着して複数の成形品を高品質かつ高精度に同時成形するカセット式射出成形用金型を提供する。
【解決手段】成形品25はカセット型の可動型18と固定型23で成形される成形品、成形品26はカセット型の可動型19と固定型24で成形される成形品である。先ず射出成形時には通常の型締めを行い、完全に型締めが終了した後、カセット型の可動型18及び19を支持している調整プレート43a及び43bが受ける圧力を圧力センサ44a及び44bにて測定する。測定の結果、測定値に差が無い場合はそのまま成形を行う。測定値に差がある場合は調整装置40a又は40bの駆動機構42a又は42bを型締め方向又は型締めとは逆方向に駆動し、圧力センサ44a及び44bの測定値を一致させる。
(もっと読む)
101 - 120 / 1,193
[ Back to top ]