
Fターム[4F206JL02]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形機運転上の時期、時点 (1,616) | 定常成形時 (1,193)
Fターム[4F206JL02]に分類される特許
21 - 40 / 1,193
ポリカーボネート樹脂組成物
【課題】難燃性、剛性、成形加工性に優れ、殊に複雑形状の精密部品に好適なポリカーボネート樹脂組成物を提供する。
【解決手段】(A)ポリカーボネート樹脂(A成分)、(B)液晶ポリエステル樹脂(B成分)、(C)リン系化合物(C成分)、および(D)ハロゲン元素を含まないホスファゼン化合物を除く難燃剤(D成分)からなる樹脂組成物であり、かつ得られた樹脂組成物中のA成分とB成分の一部または全部がエステル交換をしていることを特徴とする難燃性ポリカーボネート樹脂組成物。
(もっと読む)
射出成形装置及び射出成形方法
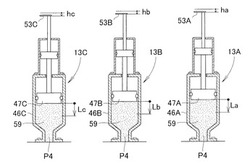
【課題】1基の主射出機と複数基のサブ射出機を有する射出成形装置において、キャビティへの射出条件を均等にすることができる技術を提供することを課題とする。
【解決手段】プレート53Aが距離haだけ下がるとシリンダ46Aでの溶融樹脂59の圧力はP4になる。同様に、プレート53Bが距離hbだけ下がるとシリンダ46Bでの溶融樹脂59の圧力はP4になり、プレート53Cが距離hcだけ下がるとシリンダ46Cでの溶融樹脂59の圧力はP4になる。このようにして溶融樹脂予圧工程を実施することで、溶融樹脂59の圧力をP4に揃える。次に、ピストン47A、47B、47Cを予め定めた距離La〜Lcだけ前進させて、サブ射出工程を実施する。
【効果】複数のサブ射出機に係る樹脂通路の圧力が互いに同一になる上に、複数のサブ射出機からの各々適量の溶融樹脂が射出されるため、キャビティへの射出条件をより一層均等にすることができる。
(もっと読む)
樹脂封止装置

【課題】簡単な構成で安価な小型の樹脂封止装置を提供する。
【解決手段】上金型21と、中間金型22と、前記上金型21とで前記中間金型22を挟持する下金型23とを備え、前記上金型21と前記中間金型22とで基板を挟持するとともに、前記中間金型22の貫通孔内に配置された電子部品を樹脂材料で樹脂封止する樹脂封止装置であり、前記下金型23を、前記上金型21に対向する成形位置と、側方に位置する非成形位置とに移送する移送手段と、前記中間金型22を保持したままの状態で上下動できるとともに、前記中間金型22を所定の高さ位置で保持できる中間金型保持手段40と、前記下金型23単体で樹脂供給位置に移送できるとともに、前記中間金型22を載置したままの状態で前記下金型23を基板供給位置に移送できる制御手段54と、を備えた構成とする。
(もっと読む)
熱可塑性樹脂組成物及び成形品
【課題】耐衝撃性及び耐面衝撃性に優れる熱可塑性樹脂組成物を提供する。
【解決手段】〔A〕ゴム質重合体の存在下、芳香族ビニル化合物及びシアン化ビニル化合物を含む単量体を重合して得られた、グラフト樹脂、〔B〕芳香族ビニル化合物に由来する構造単位(by)を含み、シアン化ビニル化合物に由来する構造単位(bx)を、0質量%以上r1質量%以下で含む重合体(B−1)と、上記構造単位(by)を含み、上記構造単位(bx)を、r1質量%を超えてr2質量%以下で含む重合体(B−2)と、上記構造単位(by)を含み、上記構造単位(bx)を、r2質量%を超えて60質量%以下で含む重合体(B−3)とからなる重合体、並びに、〔C〕芳香族ビニル化合物に由来する構造単位を含む重合体ブロックと、共役ジエン化合物に由来する構造単位を含む重合体ブロックとを備えるブロック共重合体を含む熱可塑性樹脂組成物。
(もっと読む)
リードフレーム、成形金型、半導体装置及びパッケージ
【課題】半導体装置のパッケージを成形するにあたり、成形金型のキャビティ内からエアーを外部に確実に送り出し、樹脂の充填不足による成形不良の発生を防止して歩留まりを向上させる。
【解決手段】端子リード13を有するリードフレーム1を成形金型に設置して樹脂成形を行うことにより樹脂成形体が一体となったパッケージ2を成形するにあたり、リードフレーム1に樹脂成形体の周辺部に連結して支持する複数の吊りリード14、14を設け、この吊りリード14、14の表面に複数のベント溝14aを形成し、キャビティ内のエアーをベント溝14aから外部へと送り出す。
(もっと読む)
射出成形機
【課題】整流部に流れる循環電流を抑制できる、射出成形機を提供すること。
【解決手段】モータと、前記モータを駆動する駆動回路と、前記駆動回路に電力を供給する整流器102と、前記駆動回路と整流器102との間に設けられたコンデンサ301と、前記駆動回路と整流器102との間の直流電力を交流電力に変換するブリッジ回路104と、ブリッジ回路104の交流部側に接続された高調波成分抑制部63と、整流器102に並列接続された回生経路82とを有し、ブリッジ回路104と高調波成分抑制部63とを回生経路82に備える、射出成形機あって、ブリッジ回路104を構成する複数のスイッチング素子は、コンデンサ301の電圧が所定値以上のとき、前記モータの電力を回生するようにオン/オフし、コンデンサ301の電圧が前記所定値未満のとき、全てオフする、ことを特徴とする、射出成形機。
(もっと読む)
射出成形機のモニタ装置
【課題】変量を色、濃度、等高線等の表示形式に変換してグラフに表示することで、1成形サイクル中で変量にばらつきが発生しているタイミングや区間、さらにはばらつきが発生している成形サイクルの特定やばらつきの傾向等の成形安定性に関する情報を視覚的に把握できるようにし、効率的な良否判定条件の設定が可能な射出成形機のモニタ装置を提供すること。
【解決手段】(a)変量Qの大きさを所定の区間に区切りそれぞれの区間に色情報をあらかじめ対応させて設定し変量Qと色情報とを対応させて表示する表示形式、(b)変量Qの大きさを所定の区間に区切りそれぞれの区間に表示の濃度情報をあらかじめ対応させて設定し変量Qと表示の濃度情報とを対応させて表示する表示形式、(c)等高線を描画する変量Qの大きさをあらかじめ設定し変量Qと等高線とを対応させて表示する表示形式が、射出成形機Mの制御装置100にされている。
(もっと読む)
射出成形機
【課題】ロータリテーブルの円滑な回転を維持しながら、射出成形機の全高又は全長を低減させること。
【解決手段】射出成形機100は、固定プラテン10と、ロータリテーブル18と、固定プラテン10とロータリテーブル18との間に配置される滑り板19a、19bとを有する。滑り板19a、19bは、ロータリテーブル18を向く固定プラテン10の上面10tに本体の一部が埋め込まれ、滑り板19a、19bのロータリテーブル18を向く面19at、19btを固定プラテン10の上面10tから突出させる。
(もっと読む)
射出成形機のノズル前後進用モータの制御装置
【課題】型閉じ工程における金型タッチ位置までの工程と金型タッチ位置から型締め完了までの工程と同期して動作させることにより、サイクル時間が伸び生産性が低下する問題を解決する射出成形機のノズル前後進用モータの制御装置の提供。
【解決手段】金型開閉用サーボモータで金型の開閉を行う型締機構と、ノズル前後進用サーボモータでノズルを前後進させるノズル前後進機構を有する射出成形機の該ノズル前後進用サーボモータの制御装置は、前記金型開閉用サーボモータによって可動側金型が固定側金型にタッチする位置まで型閉じを行い、可動側金型が固定側金型にタッチした位置から型締め完了位置まで型締めし、可動側金型が固定側金型にタッチするのと同時に前記ノズルが金型とタッチするように前記ノズル前後進用のサーボモータによって前記ノズルを前進させ、型締め完了と同時に所定のノズルタッチ力を発生するように前記ノズルを前進させる。
(もっと読む)
ポリ乳酸樹脂組成物
【課題】低温での成型体の成形加工性に優れ、生産性に優れるポリ乳酸樹脂組成物、該ポリ乳酸樹脂組成物を射出成型する射出成型体の製造方法、及び該製造方法により得られるポリ乳酸樹脂射出成型体を提供すること。
【解決手段】ポリ乳酸樹脂、該ポリ乳酸樹脂100重量部に対して式(I):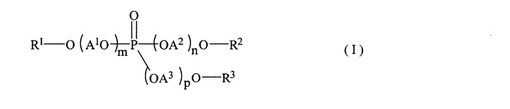
(式中、R1、R2、R3はそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3はそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pは、オキシアルキレン基の平均付加モル数を示し、それぞれ独立して0又は正の数であって、m+n+pが0を超え12以下を満足する数である)で表されるリン酸エステル化合物を0.1〜30重量部、及び有機結晶核剤を含有してなるポリ乳酸樹脂組成物であって、前記有機結晶核剤と前記式(I)で表されるリン酸エステル化合物の重量比が1/99〜50/50であるポリ乳酸樹脂組成物。
(もっと読む)
スクリュー式射出装置
【課題】安価に実施可能であり、かつチェックリングの外面及び加熱シリンダの内面にかじりや焼き付きを生じにくいスクリュー式射出装置を提供する。
【解決手段】スクリュー8を、螺旋溝8aが形成されたスクリュー本体31と、その先端部に小径の頸部32を介して固定されたスクリューヘッド33とから構成する。また、逆流防止装置40を、スクリュー本体31のスクリューヘッド取付側の端部に固定されたチェックシート41と、頸部32に回転可能かつ前後進可能に装着されたチェックリング42とから構成する。スクリューヘッド33のチェックリング42側の端面には、深溝部44aと浅溝部44bとを有する複数のボール遊嵌溝44を形成し、スクリューヘッド33とチェックリング42との間には、各ボール遊嵌溝44内に転動可能に収納されたボール43を配置する。
(もっと読む)
射出成形方法
【課題】インラインスクリュー型の射出成形装置を用い、ペレット等の粉体状材料と、粉体状材料とを十分に混ぜないまま加熱シリンダに直接供給しても、品質の安定した成形品が得られるようにする。
【解決手段】射出成形装置の加熱シリンダ13の先端部に圧力センサ27を組み込む。計量工程中に、投入口28に連なるホッパー40に、定量フィーダ52,54から粒体状のバイオマス樹脂45と粉体状の添加剤46とを少量ずつ供給する。投入口28直下では、加熱シリンダ内の空間に隙間を残しつつ材料が時間的に分散して供給される。コントローラ25は、圧力センサ27で検知した圧力値に基づいてスクリュー14の後退力PJを算出し、これに係数K(1.2〜2.0)を乗じた力がスクリュー14に加わる前進力PHとなるように駆動装置18を制御する。
(もっと読む)
筺体の製造方法
【課題】ボスやリブ等の補助部材を備え、肉薄で軽量な筺体を比較的容易に製造できる筺体の製造方法を提供する。
【解決手段】シート11の表面に接着剤12を塗布する。その後、例えば真空圧空成形機等によりシート11を基材14の表面に密着させて、接着剤12を基材14の表面に転写する。次いで、射出成形機により基材14の接着剤12が付着した部分に熱可塑性樹脂を射出して、補助部材を形成する。
(もっと読む)
射出装置
【課題】射出シリンダの高加速化を実現すること。
【解決手段】作動用シリンダ23のピストン23pを作動させることにより、ヘッド側室23hから作動油を押出す。その一方で、作動用シリンダ23のピストン23pの作動に合わせて収容シリンダ24のピストン24pを作動させ、収容シリンダ24のヘッド側室24hに作動油を流入させる。そして、作動用シリンダ23のピストン23pの動作速度が所望速度に到達したタイミングで、収容シリンダ24のピストン24pの作動を停止させる。
(もっと読む)
高意匠性インモールド転写フィルムおよび高意匠性インモールド成型品
【課題】ホログラムや光輝性パターンの図柄を任意の部分に設けた、高意匠性インモールド転写フィルム、およびそれを用いた高意匠性インモールド成型品を提供する。
【解決手段】ホログラム転写フィルムや光輝性パターンの転写フィルムから、サーマルヘッドで印字して、ホログラムや光輝性パターンの図柄をインモールド転写フィルム上に形成することにより高意匠性インモールド転写フィルムをオンデマンドで製造する。カラーの図柄22はレジンタイプの溶融転写フィルムから、サーマルヘッドで印字して形成する。インモールド転写フィルム35上に形成されるホログラムや光輝性パターンの図柄21は高精細であり、100μm以下の細線や、75lpiの線数の網点画像を形成する。該高意匠性インモールド転写フィルム35を使用してインモールド成型することにより、高意匠性インモールド成型品を得る。
(もっと読む)
射出装置
【課題】簡単な構成で潤滑剤の供給を可能とした射出装置を提供する。
【解決手段】筒状に形成されて一方側にスクリュ31が接続されると共に他方側に射出モータ43に接続されたボールねじ46が接続され、外周に第1のスプライン49が設けられた回転摺動部材40と、回転摺動部材40を囲繞するよう配設されており計量モータ42に配設された第2のスプライン47が第1のスプライン49とスプライン係合することにより回転摺動部材40を回転させる計量モータ42とを有する射出装置であって、回転摺動部材40は、潤滑剤61を当該回転摺動部材40の内側から第1及び第2のスプライン49,47の係合位置に供給する貫通孔61を有する。
(もっと読む)
トップコート付加飾シート、トップコート付加飾シートの製造方法及びインサート成形品の製造方法
【課題】表面硬度が高く、加熱した予備成形時にはクラックが発生せず、延伸性があるトップコート付加飾シート及びトップコート付加飾シートの製造方法を提供する。
【解決手段】加飾シートの片面にトップコート層を有するトップコート付加飾シートであって、前記トップコート層が、−40〜130℃では表面硬度が鉛筆硬度B以上であり、150℃での引張試験において延伸率が150%以上である、トップコート付加飾シート。
(もっと読む)
同期ノズルタッチ機構を有する射出成形機
【課題】射出ユニット後退に要した時間を毎サイクル計測し、型締完了と同時または遅延時間に合わせてノズルタッチ完了を行わせることが可能な同期ノズルタッチ機構を有する射出成形機を提供すること。
【解決手段】スプルーブレイク使用時に型締時間と射出ユニット前進時間を同じにするために減算して差分を計算する。スプルーブレイク使用時に型締時間と射出ユニット前進時間を同じにするために、型締時間から射出ユニット前進時間を減算して差分を計算する。nショット目の型締時間(型閉じ開始から型締完了までの時間)を計測してTとし、射出ユニット前進開始からノズルタッチ完了までの時間(射出ユニット前進時間)を計測してtとし、時間差α=T−tにより差分を計算する。時間差αに基づいて射出ユニット前進開始の時刻(タイミング)を設定する。
(もっと読む)
射出成形用金型
【課題】金型キャビティ内に先に射出充填された溶融樹脂の表面に形成されるスキン層(冷却固化層)が強固な場合においても、該溶融樹脂内に、他の流体を確実に充填・注入可能な射出成形用金型を提供する。
【解決手段】金型キャビティ内に、第1流体を流入させる第1流体流路と、第2流体を流入させる第2流体流路と、第2流体流路の金型キャビティ内に連通する開口部分に進退自在に配置され、前進状態においては、第2流体流路の開口部分をシールさせると共に、先端部を金型キャビティ内に所定量突出させ、後退状態においては、第2流体流路の開口部分を開放させると共に、先端部を前記金型キャビティ外に退避させ、先端部の形状が、その進退方向と直交する断面積を、その前進方向に漸次、減少させる形状であるシールピン機構と、を備える射出成形用金型によって達成される。
(もっと読む)
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善すると共に、黒色染顔料を配合して漆黒性を付与した芳香族ポリカーボネート樹脂組成物であって、ピアノブラック調の深みのある漆黒性で、高級感のある良好な外観を呈し、更には表面硬度が高く、耐傷付き性にも優れた芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部と黒色染顔料(D)0.01〜10質量部とを含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
21 - 40 / 1,193
[ Back to top ]