
Fターム[4F206JL02]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形機運転上の時期、時点 (1,616) | 定常成形時 (1,193)
Fターム[4F206JL02]に分類される特許
61 - 80 / 1,193
射出成形方法
【課題】製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法を提供する。
【解決手段】意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定するとともに、反意匠面側の金型キャビティ15に射出充填した樹脂の熱量でガス化する材料Cを塗布する。樹脂の射出完了後に型締力を低下させて、短時間で金型10内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂の間で、ガスを発生させて反意匠面側の樹脂を金型キャビティ15から短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。
(もっと読む)
成形条件の調整支援方法および射出成形機

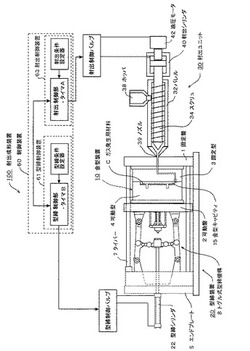
【課題】成形条件出しの作業において、作業者が安心して参考として利用できる参考情報を表示する、射出成形機の成形条件の設定支援方法を提供する。
【解決手段】成形品の重量、射出材料の種類等の成形品に関連する基礎データを、射出成形機のコントローラ20に入力する。コントローラ20は四則演算によって、入力された基礎データから、成形条件を調整するときに参考となる参考情報を計算する。参考情報として、例えば、成形品を射出するためのスクリュ6のストローク、シリンダバレル5内の溶融状態の射出材料の比重、等が挙げられる。参考情報をコントローラ20に設けられている表示装置21に表示する。作業者は、参考情報を参考にして成形条件出しを安全に実施することができる。
(もっと読む)
樹脂組成物及びその製造方法並びに成形体の製造方法
【課題】汎用性を維持しつつ簡便に衝撃強度を向上させることができる樹脂組成物及びその製造方法並びに成形体の製造方法を提供する。
【解決手段】脂肪族ポリアミド樹脂(A)と、脂肪族ポリエステル樹脂(B)と、を含有し、樹脂(A)と樹脂(B)との合計を100質量%とした場合に、樹脂(B)が5〜35質量%であり、樹脂(A)が連続相をなし、樹脂(B)が分散相をなし、連続相と分散相との相間に空隙を有する。連続相を構成する樹脂(A)と分散相を構成する樹脂(B)とを含む溶融混合樹脂を冷却する工程を備え、樹脂(A)の結晶化温度TA、樹脂(B)の結晶化温度TBにおいて、TB<TAであり、TA以下且つTBを超える温度まで40℃/分以上の降温速度で冷却する工程と、TB未満の温度まで10℃/分以下の降温速度で冷却する工程と、を備える。
(もっと読む)
混合方法、射出成形方法、混合装置
【課題】材料を均一に混合することができる混合方法、射出成形方法、混合装置を提供することができる。
【解決手段】少なくとも異なる2種類の材料をタンブラー(容器回転式混合装置)40により混合する混合方法であって、前記タンブラー40内部に、定形の穴を有する固定板42、又は、メッシュからなる固定板42’を設けて混合する。
(もっと読む)
射出圧縮成形金型及び射出圧縮成形方法
【課題】固化する前の溶融樹脂を圧縮部材により圧縮しながら押し込んで形成した凹部を有する成形品の製造において、成形品の損傷を抑制して、成形品の品質低下を抑制すること。
【解決手段】固定側金型2と可動側金型4との間に型閉じ状態において形成されている成形空間内へ射出された溶融樹脂が固化する前に、圧縮部材24を成形空間内へ移動させて固化する前の溶融樹脂を圧縮して押し込んで凹部を形成し、溶融樹脂を圧縮した圧縮部材24を溶融樹脂が固化した後に移動させて固化した溶融樹脂から離間させ、圧縮部材24を離間させた状態でエジェクターピン26を移動させて、可動側金型4に接触している固化した溶融樹脂からなる成形品Pを押圧して、可動側金型4から取り出す。
(もっと読む)
射出成形金型及び射出成形方法
【課題】射出成形金型を用いた成形品の製造において、製造工程を増加させずに、成形品の品質をより向上させること。
【解決手段】型閉じ及び型開きが可能な固定側金型2と可動側金型4との間に、型閉じ状態において形成されている成形空間へ射出した溶融樹脂を冷却して固化させ、可動側金型4に取り付けられている可動入れ子6の温度を、溶融樹脂のガラス転移点よりも高い温度に調節し、ガラス転移点よりも高い温度に調節した可動入れ子6を、溶融樹脂が射出された成形空間へ移動させて、固化させた状態の溶融樹脂を押圧することにより、ヒケ等の不整部分が形成された成形品に対し、固定側金型2と可動側金型4とを型閉じ状態としたままで、成形品のうち可動入れ子6で押圧される部分に形成された不整部分を整形する。
(もっと読む)
導光板の製造方法
【課題】機械的強度、転写性、光線透過率、熱安定性、成形性に優れた導光板の製造方法を提供する。
【解決手段】表面の一部に凹凸部が形成された金型のキャビティ内に溶融樹脂を射出して成形する導光板1の製造方法において、原料樹脂として、粘度平均分子量が13,000〜15,000で且つゲルパーミエションクロマトグラフィーにより測定したポリスチレン換算の重量平均分子量と数平均分子量との比Mw/Mnが1.5〜2.7である芳香族ポリカーボネート樹脂に安定剤および離型剤を配合して成る芳香族ポリカーボネート樹脂組成物を使用し、キャビティ内に溶融樹脂を射出する時の樹脂射出速度を300mm/sec以上の範囲に設定する導光板の製造方法。
(もっと読む)
スパウト、及びスパウト付き包装袋
【課題】ガスバリア性に優れ、安価に製造することのできるスパウトを提供する。
【解決手段】スパウト10の周壁11は、第1の樹脂からなる内層11a及び外層11cと、該内層11a及び外層11cの間に位置し、ガスバリア性を有する第2の樹脂からなる中間層11bとから構成されている。また、スパウト10は共射出成形により一体に成形されている。
(もっと読む)
静音性を有する射出成形機
【課題】プーリとタイミングベルトの接触部から発生する騒音を低減し、静音性に優れた射出成形機を提供すること。
【解決手段】駆動力の伝達部にプーリとタイミングベルトを使用し、駆動源たるモータ3をモータブラケット6に固定し、駆動プーリをモータシャフトに固定し、該駆動プーリの端部もしくは該モータシャフトの端部をベアリングで回転自在に支持し、該ベアリングの外輪をベアリングホルダ8bで支持した駆動装置1において、前記モータブラケット6と前記ベアリングホルダ8bの間に前記駆動プーリの周囲を覆うように壁状部材を設けた、あるいは、前記モータブラケット6に前記駆動プーリの周囲を覆うようにベアリングホルダ8bを設けたことを特徴とする射出成形機。
(もっと読む)
射出成形方法
【課題】 製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法及び射出成形用金型を提供する。
【解決手段】 本発明によれば、意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定することによって、意匠面側の金型キャビティ面が、反意匠面側の金型キャビティ面より、樹脂が密着しやすい状況にする。そして、樹脂の射出完了後に型締力を低下させて、短時間で金型内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂を短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。なお、前述の射出完了後に反意匠面側の金型キャビティ面にガスを注入すれば、前述の発明の効果が更に高まる。
(もっと読む)
熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料の接合部材の製造方法
【課題】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料同士または熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料と金属の接合部材の製造方法を提供する。
【解決手段】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CAに金属部材MAを付加し、該金属部材MAの部分を、他の金属部材MBと、または、他の金属部材MBが付加された、熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CBの該金属部材MBの部分と、接合することによる接合部材の製造方法。
(もっと読む)
射出成形機の稼働状態監視装置
【課題】状態信号の変化を捉え、さらに、状態信号の変化の前と後を合わせて稼働状態の監視を行う射出成形機の稼働状態監視方法および稼働状態監視装置の提供。
【解決手段】設定1:状態信号Zが運転状態A(自動運転)から運転状態C(アラーム)に変化した場合、稼働状態α(異常停止)とし、設定2:状態信号Zが運転状態B(手動運転)から運転状態C(アラーム)に変化した場合、稼働状態β(手動停止)とし、設定3:状態信号Zが運転状態A(自動運転)から他の運転状態(運転状態B(手動運転)のようなアラーム以外のいかなる運転状態でもよい)に変化した場合、稼働状態γ(生産停止)とし、設定4:状態信号Zが自動運転へ変化した場合、稼働状態ε(生産中)とする。設定4の例では、自動運転に変化した場合に生産中の稼働状態(ε)とする。
(もっと読む)
射出成形システム
【課題】加熱・冷却を繰り返しても、配管のフランジ部と管状部との継ぎ目の部分に亀裂が生じるのを防ぎ、信頼性を高めることのできる射出成形システムを提供することを目的とする。
【解決手段】配管部材110、120のフランジ部112、122どうしを連結する環状プレート170、170が環状とされることで、管状体111、121とは接触せず、管状体111、121との間に空気による断熱層Aが存在するようにした。これにより配管部材110、120と、これらを互いに連結する環状プレート170、170との熱伝達が行われにくく、環状プレート170、170による熱影響を抑える。さらに、フランジ部112、122が熱膨張・収縮するときには、フランジ部112、122と環状プレート170との間で滑りが生じるようにした。
(もっと読む)
型締力の適否判定方法および型締力調整方法
【課題】センサ等を格別に設ける必要がなく安価に型締力の適否を判定でき、最適な型締力に調整できる調整方法を提供する。
【解決手段】トグル式型締装置(3)を備えた電動射出成形機(1)において、射出工程あるいは保圧工程に、クロスヘッド(17)を駆動するサーボモータ(26)のトルクを監視する。トルクの変化が所定のしきい値(Ta)を越えた場合には、クロスヘッド(17)位置が変化したと判断して、型締力が不足していると判定する。型締力をΔFずつ大きくなるように調整して、射出成形を繰り返し、同様に射出工程あるいは保圧工程においてサーボモータ(26)のトルクを監視する。トルクの変化がしきい値(Ta)以内になったとき、型締力は適切であると判定し型締力の調整を完了する。
(もっと読む)
ポリウレタン樹脂成形品
【課題】油分が浸透することによるポリウレタン樹脂成形品の膨潤を防止して、その寸法変化や被覆層(表皮ポリウレタン層)とインサート材等の内部部材との密着性の低減を解消して、成形品の経時的安定性を向上させ、同時に抗菌性、脱臭性を付与したポリウレタン樹脂成形品、および、人体への安全性に優れ、環境負荷を少なくして膨潤抑制効果の付与された表皮付ポリウレタン製品を提供する。
【解決手段】竹粉と竹炭粉と乾留竹粉から選択した植物粉体の一種または二種以上を含有する射出反応ポリウレタン樹脂からなり、該植物粉体の粒径Dが、10≦D≦300μmであるポリウレタン樹脂成形品。
(もっと読む)
射出成形機の成形方法
【課題】 成形品の高度の品質及び均質性を確保するとともに、成形不良の低減による歩留まりの向上を図る。成形条件のシンプル化及び設定容易化、更には成形サイクル時間の短縮により量産性及び経済性を高める。
【解決手段】 予め、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データを検出し、かつ良品成形可能な変化データから複数のモニタ項目M1…に対応する基準データDs…を設定するとともに、生産時に、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データから基準データDs…に対応する
検出データDd…を検出し、かつ各モニタ項目M1…に対応する基準データDs…と検出データDd…間の偏差データDe…を求め、この偏差データDe…を所定のデータ処理に用いて成形を行う。
(もっと読む)
電気融着継手
【課題】本発明は、樹脂管を確実に融着できる電気融着継手を提供する。
【解決手段】本発明は、端子金具28a、28bを固着したボス27a、27bを有するとともに、該端子金具28a、28bに接続した抵抗線29を外周面21aに巻回させた内層管21と、該内層管21の外周面21aに形成された外層管22とを備え、これら内層管21及び外層管22の開口部23の内方へ接続対象の樹脂管P1を挿通させて該樹脂管P1を融着させる管状の電気融着継手20Aにおいて、開口部23の近傍には、内層管21の外周面21aと外層管22の内周面22bとのいずれか一方に凸部31が形成され、同他方に該凸部31に嵌合する凹部32が形成されていることを特徴とする。
(もっと読む)
金型監視装置
【課題】動作異常が生じたときに当該射出成形機の運転を停止し、成形異常が生じたときに当該射出成形機の運転を続行することが可能な金型監視装置を提供する。
【解決手段】監視カメラと制御機構とを備え、制御機構に、型開動作完了後の成形エリア内に成形品が保持された状態の可動型の型面を撮像して得られた一次基準画像データ、および成形品突出動作完了後の成形エリアから成形品が離型された状態の可動型の型面を撮像して得られた二次基準画像データが予め記録され、制御機構において、射出成形機の自動運転中に、型開動作完了後の可動型の型面を撮像して一次監視画像データを取得し、一次監視画像データを一次基準画像データと比較し、一次監視画像データが一次基準画像データと一致するときに、射出成形機の運転を続行し、一次監視画像データが一次基準画像データと相違するときに、一次監視画像データを二次基準画像データと比較する。
(もっと読む)
電子機器用外観ケース
【課題】 ケースに導電パターンを実装することにより、小型化または薄型化を実現することが可能な電子機器用外観ケースおよびその製造方法を提供すること。
【解決手段】 文字やカラーリングなどが施された外観を成す第1のフィルム12と、複数の導電パターンを備えた可撓性を有する第2のフィルム13とを所定の金型内に設置し、これらの間に溶融状態の樹脂を注入して合成樹脂からなるベース11内に埋設し、上部ケース10を一体的に形成する。上部ケース10内に導体パターンを実装することができるため、プリント基板の小型化または薄型化が図れる。よって、電子機器全体の小型化または薄型化をも実現することが可能となる。
(もっと読む)
モールド金型及び半導体実装基板の製造方法
【課題】薄い樹脂モールド製品に対して樹脂の充填性を向上させたモールド金型を提供する。
【解決手段】本発明のモールド金型は、複数の半導体チップ30を実装した半導体実装基板100の樹脂モールドを行うために用いられるモールド金型であって、半導体実装基板100を上面側から押さえるように構成された上型50と、半導体実装基板を下面側から押さえるように構成された下型60とを有し、上型50及び下型60の少なくとも一つには、樹脂モールドにより樹脂20が充填されるキャビティ57が形成されており、キャビティ57には、半導体実装基板100のカット部位に対応する位置に凹部58が形成されており、凹部58の幅は、半導体実装基板100のカット幅以下である。
(もっと読む)
61 - 80 / 1,193
[ Back to top ]