
Fターム[4F206JL02]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形機運転上の時期、時点 (1,616) | 定常成形時 (1,193)
Fターム[4F206JL02]に分類される特許
81 - 100 / 1,193
可塑化装置
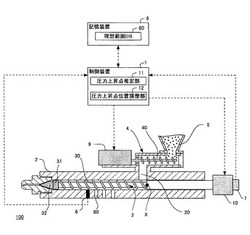
【課題】より簡易に且つ迅速に、樹脂の状態を把握可能な可塑化装置を提供すること。
【解決手段】シリンダ2内に樹脂を供給するフィーダ4と、シリンダ2内を軸方向に移動するスクリュ3とを有する可塑化装置100は、シリンダ2内の所定位置に設置されたシリンダ圧センサ6と、シリンダ圧センサ6の検出値に基づいて、計量工程の際に圧力が上昇し始める位置を推定する圧力上昇点推定部11と、を備える。
(もっと読む)
モールド金型及び半導体実装基板の製造方法

【課題】薄い樹脂モールド製品に対して樹脂の充填性を向上させたモールド金型を提供する。
【解決手段】本発明のモールド金型は、複数の半導体チップ30を実装した半導体実装基板100の樹脂モールドを行うために用いられるモールド金型であって、半導体実装基板100を上面側から押さえるように構成された上型50と、半導体実装基板を下面側から押さえるように構成された下型60とを有し、上型50及び下型60の少なくとも一つには、樹脂モールドにより樹脂20が充填されるキャビティ57が形成されており、キャビティ57には、半導体実装基板100のカット部位に対応する位置に凹部58が形成されており、凹部58の幅は、半導体実装基板100のカット幅以下である。
(もっと読む)
射出成形機
【課題】金型のキャビティへ射出充填される繊維強化熱可塑性樹脂に含まれた強化用繊維の破断を抑制すると共に分散性を高め、所定強度の成形体を得られるようにする。
【解決手段】射出ノズル11から型閉された金型のキャビティに熱可塑性樹脂と強化用繊維とからなる繊維強化熱可塑性樹脂を射出する射出成形機1であって、加熱シリンダ10、加熱シリンダ10内に回転可能に設けられたスクリュー12を備え、スクリュー12には、供給口16から供給されてきた繊維強化熱可塑性樹脂を射出ノズル11側へ移送させながら溶融・混練する圧縮部21、圧縮部21から搬送されてきた溶融・混練された繊維強化熱可塑性樹脂の計量が行われる計量部22を備え、計量部22と圧縮部20の間に強化用繊維を分散させるダルメージ部21を形成する。
(もっと読む)
微細加工を施した合成樹脂シートおよびこれを使用した合成樹脂成形品
【課題】
高級感に満ちた加飾面を備えたインモールド成形用の合成樹脂シート、および当該合成樹脂シートを備え、当該合成樹脂シートと一体化された合成樹脂成形品を提供することを課題とする。
【解決手段】
インモールド成形法に使用され、加飾面を有する合成樹脂シートにおいて、 当該合成樹脂シートの片面又は両面に、高さ又は深さ100μm以下、幅100μm以下の微細な凹凸状ラインの集合体から構成される図形、模様、文字、およびこれらの組合せを備え、当該凹凸状ラインの集合体は、視認できる少なくとも2以上の集合体から構成され、1の凹凸状ラインの集合体の高さ又は深さと、その他の凹凸状ラインの集合体の高さ又は深さが異なる構成の合成樹脂シートとした。
(もっと読む)
炭素繊維強化ポリプロピレン樹脂成形品
【課題】難燃性や成形性が良好で、ポリプロピレン樹脂と炭素繊維との界面接着性が良く力学特性に優れた炭素繊維強化ポリプロピレン樹脂成形品を提供すること。
【解決手段】(A)ポリプロピレン樹脂40〜94.5重量%、(B)炭素繊維5〜40重量%、および(C)難燃剤0.5〜20重量%を含んでなる炭素繊維強化ポリプロピレン樹脂成形品であり、成形品中において(B)炭素繊維が屈曲して存在していることを特徴とする炭素繊維強化ポリプロピレン樹脂成形品。
(もっと読む)
射出成形方法及び射出成形装置
【課題】プリプラ式射出成形装置を用いて、次ショットの際の樹脂混じりが殆どない二層構造の樹脂成形品を成形する射出成形方法を提供する。
【解決手段】樹脂原料30b,40bを可塑化溶融する可塑化装置3,4と、溶融樹脂3b,4bを金型6内に射出する射出装置IUが独立して設けられたプリプラ式射出成形装置IMDにおいて、第一の可塑化装置3の第一樹脂流路3aが射出シリンダ1の合流樹脂流路1aに接続されていると共に、第二の可塑化装置4の第二樹脂流路4aが、第一の可塑化装置3よりも射出ノズル5側に接続されており、規定量の第二の溶融樹脂4bを射出シリンダ1の合流樹脂流路1aに送り出して充填したのち、第一の溶融樹脂3bを射出シリンダ1の合流樹脂流路1aに送り出して充填し、射出シリンダ1内の第一の溶融樹脂3bと第二の溶融樹脂4bを、射出プランジャ2によって一度に金型6内に射出する構成とする。
(もっと読む)
樹脂封止装置
【課題】低い樹脂成形圧でも安定した樹脂成形が可能な信頼性の高い樹脂封止装置を提供する。
【解決手段】本発明の樹脂封止装置は、ワークを樹脂封止する樹脂封止装置100であって、ワークを上面側から押さえる上型12を保持するように構成されたトッププラテン10と、ワークを下面側から押さえる下型22を保持するように構成されたムービングプラテン20と、上型12及び下型22でワークをクランプしてワークを樹脂封止する際に、溶融した樹脂を圧送するプランジャ23と、下型22のポット21に沿ってプランジャ23を摺動可能に構成されたマルチトランスファユニット24と、マルチトランスファユニット24によりプランジャ23に加えられる樹脂成形圧を検出するロードセル30と、ロードセル30に予圧を加える予圧手段とを有する。
(もっと読む)
樹脂成形体の製造方法
【課題】有機繊維及び熱可塑性樹脂を含有し、高い衝撃強度を有する成形体を製造することが可能な樹脂組成物成形体の製造方法を提供する。
【解決手段】有機繊維と、熱可塑性樹脂とを含有する樹脂組成物を、射出成形機を用いて可塑化する可塑化工程と、
前記可塑化工程によって可塑化された樹脂組成物を、金型キャビティ内に充填する充填工程と、
前記金型キャビティ内に充填された樹脂組成物を、70〜300MPaの保圧力で0.5〜60秒間保持する保圧工程とを有する樹脂成形体の製造方法。
(もっと読む)
透明性に優れた射出成形品及びその製造方法
【課題】透明性及び延伸バランスに優れた耐熱性延伸成形容器を熱固定に賦することなく成形することが可能な射出成形品を提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂(A)と、該ポリエステル樹脂(A)の末端官能基と反応性を有する官能基を持つ鎖延長剤(B)から成り、重量平均分子量Mwが3.0×105以上の高分子量成分を1.0重量%以上の量で含有する樹脂組成物から成る射出成形品であって、下記式
ΔTc1 = 2ndTc1 ― 1stTc1
式中、2ndTc1は5分間加熱溶融後急冷した試料について示差走査熱量計で測定
した結晶化発熱ピークであり、1stTc1は溶融前の試料について示差走査熱
量計で測定した結晶化発熱ピークをそれぞれ表す、
で表されるΔTc1の値が20℃以下であることを特徴とする。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】結晶性高分子樹脂を用い、その結晶化度を向上させる公知の方法を利用しながら、製品形状の自由度が高い樹脂成形品を、比較的容易な工程で得る。
【解決手段】成形型を構成する固定型12と可動型13とで囲まれたキャビティ15’に、発泡剤を含有する結晶性高分子樹脂の融液A’を射出して充填させる射出工程と、前記キャビティに前記融液が充填され、該融液の温度が融点以下、結晶化温度以上である状態で、前記可動型を前記固定型から離間する方向に移動させて前記キャビティの容積を増大させ該キャビティ内の前記高分子樹脂を発泡させながら成形すると共に、その成形時に、少なくとも前記可動型の成形面を負圧にして該面に前記高分子樹脂の表面を吸着させることで、前記融液に臨界伸長ひずみ速度以上の速度で伸長ひずみを生じさせて、該融液を配向融液の状態にし、その状態を維持して結晶化させる結晶化工程とで、樹脂成形品を製造する。
(もっと読む)
車両用樹脂成形品及びその製造方法
【課題】パーティングラインに代表される射出成形金型の構造型同士の隙間線が金属調シート成形品に転写されても、その転写された隙間線を目立たなくすることが可能な車両用樹脂成形品及びその製造方法の提供を目的とする。
【解決手段】
本発明に係るドアハンドル10は、金属調シート成形品20のインサート成形品であって、金属調シート成形品20にて外面が覆われている。金属調シート成形品20には、射出成形金型64の雌側金型66とスライド型80との隙間線K1が転写された転写隙間線K2が形成されている。また、金属調シート成形品20は、スライド型80に形成されたシボ82が転写された凹凸パターン転写領域R2を備え、その凹凸パターン転写領域R2の境界線が転写隙間線K2に一致している。
(もっと読む)
射出成形機の作動油冷却方法
【課題】油圧アクチュエータと電動アクチュエータを組合わせたハイブリッド構成を採用し場合でも作動油に対する十分な冷却を可能にするとともに、冷却回路の大型化を伴うことなく低コストの実施を可能にする。
【解決手段】油圧アクチュエータAo…に作動油を供給する油圧ポンプ2の吐出側とオイルタンク3間を、油圧アクチュエータAo…の駆動時に閉側に切換える冷却用開閉バルブ4と作動油を冷却する熱交換器5の直列回路6により接続するとともに、作動油温度センサ7により作動油の温度を検出し、検出した作動油の温度が、予め設定した適正温度となるように、油圧アクチュエータAo…の非駆動時の期間に、冷却用開閉バルブ4を開側に切換えることにより作動油に対する冷却を行う。
(もっと読む)
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置
【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
樹脂成形充気用ノズル
【課題】構造に気体が漏れ出す欠陥がなく、作製の工程が簡単になり、快速で大量に生産することができる、樹脂成形充気用ノズルを提供する。
【解決手段】充気用ノズルを含み、充気用ノズルは、樹脂成形体と一体成形され、充気装置通過ユニットと、回復ユニットと、を含む樹脂成形充気用ノズルにおいて、樹脂成形体は、一面が裏面であり、他面が外面であり、充気装置通過ユニットは、樹脂成形体の裏面に延びるように成形され、中空な構成であり、樹脂成形体の外面へ開放する充気装置挿入空間を有し、充気装置通過ユニットに切り欠が設けられ、切り欠の延び方向を切り欠方向と定義し、回復ユニットは、充気装置通過ユニットと一体射出成形され、弾性回復力を有し、弾性回復力の回復方向を弾性回復力方向と定義し、弾性回復力方向が切り欠方向と垂直し、回復ユニットが切り欠の対向する両側から中央へ弾性回復力を加える。
(もっと読む)
成形機
【課題】射出駆動用モータの駆動力を伝達するためのベルトに比較的大きな負荷が加えられても破断や損傷することを防止できるようにする。
【解決手段】3つの射出駆動用モータ8a,8b,8cの各々に固定された駆動伝達プーリ22a,22b,22cに対してモータ用駆動伝達ベルト23を掛け回し、モータ用駆動伝達ベルト23の内側から外側に向かってこのモータ用駆動伝達ベルト23を押圧して張力を与える駆動伝達ベルト用テンションアイドラ25を設ける。3つの射出駆動用モータ8a,8b,8cを同時に駆動しているとき、各駆動伝達プーリ22a,22b,22cと駆動伝達ベルト用テンションアイドラ25の近傍を通過するモータ用駆動伝達ベルト23の部位は山折りの状態で駆動されるから、モータ用駆動伝達ベルト23が高速で回転されているときに、モータ用駆動伝達ベルト23に対する負荷を軽減することができる。
(もっと読む)
射出成形機及びストローク制御方法
【課題】射出成形機が鉛直方向に上昇したときの機械全高を容易かつ確実に制限する。
【解決手段】射出装置8のノズル部8aが型開閉装置7に対して上昇したときのノズル部8aの移動量を検出する第1の検出器13と、型開閉装置7によって固定盤12に対して上可動盤11が鉛直方向に離されたときの上可動盤11の移動量を検出する第2の検出器14と、予め設定された所定の上昇ストローク制限値を記憶する記憶部17と、第1及び第2の検出器13,14のそれぞれによって検出された、射出装置8によるノズル部8aの移動量と型開閉装置7による上可動盤11の移動量の合計値が、上昇ストローク制限値よりも小さくなるように、射出装置8及び型開閉装置7の移動量を制御する制御部18とを備える。
(もっと読む)
樹脂製弾性体
【課題】ユーザのニーズによって弾性体の気圧を自由に調整可能な樹脂製弾性体を提供する。
【解決手段】二つのドッキング具と、一つの連結具と、を含む樹脂製弾性体において、二つのドッキング具は、裏面と、外面と、をそれぞれ有し、その周縁に連結縁が成形され、連結縁はドッキング具の外側に延び、二つのドッキング具のうちの一つの裏面により収容空間が形成され、二つのドッキング具は裏面が互いに対向するように設けられ、各連結縁が互いに当接し、各ドッキング具が樹脂射出成形されたものであり、二つのドッキング具のうちの一つに充気・気体漏れユニットが設けられ、充気・気体漏れユニットにより二つのドッキング具を充気し、又は気体を漏れることができ、連結具は、射出溶接の方式により二つのドッキング具の連結縁を連結し、連結具を射出成形すると同時に、気体が二つのドッキング具内に封入される。
(もっと読む)
射出発泡成形機及びこれを用いた射出発泡成形方法
【課題】キャビティ内に射出充填した発泡性溶融樹脂を、金型を寸開することにより発泡させ、高精度の発泡成形品が得られるようにする射出発泡成形機に関し、固定型盤に対して可動型盤を進退可能に駆動するコアバック装置の構成と作動方法を提供する。
【解決手段】本発明に係る射出発泡成形機は、コアバック装置が、ボールねじナット13と、該ボールねじナット13を型開閉方向に進退動作させる駆動機構と、ボールねじナット13が前進して当接するストッパー部材18と、ボールねじナット13とストッパー部材18が当接後に両者を連結する連結装置70と、を備え、ボールねじナット13と駆動機構は、可動型盤又は固定型盤のいずれか一方の型盤に固定され、ストッパー部材18はもう一方の型盤に固定されている。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶性高分子樹脂を用い、部分ごとに高い機械的強度と寸法精度とが要求される成形品を、形状の自由度が高く、かつ比較的簡素な工程で製造可能な樹脂成形品の成形方法を提供する。
【解決手段】可動型を型締め位置より固定型から離反させた状態にセットした成形型内に、結晶性高分子樹脂の融液をショートショット状態で射出する第1射出工程と、前記融液の温度が融点以下、結晶化温度以上の状態で、該融液が臨界伸張ひずみ速度以上のひずみ速度で伸張するように、前記可動型を高速で型締めして、前記融液を配向状態とすると共に、その状態を維持して結晶化させる結晶化工程と、該結晶化工程で形成された中間成形品の周辺部分を最終形状に成形するため、前記成形型または他の成形型で、前記中間成形品の周囲に追加樹脂の融液を射出する第2射出工程とを備える。
(もっと読む)
型内被覆成形用金型
【課題】型内で成形した樹脂成形品を塗料によって被覆する型内被覆成形において、樹脂成形品の両面に塗装を施しても塗料漏れしない漏れ防止機構を備えた型内被覆成形用金型を提供する。
【解決手段】型内被覆用成形金型の製品キャビティ15の外周部に金型開閉方向に延びる補助キャビティ17Aを設けて、該補助キャビティ17Aの固定側面及び可動型面に溝部を形成する。そして、樹脂の成形の際に、該溝部で補助キャビティで成形した部分の両面に突起を形成することによって、例え、金型を微開して塗料を注入したとしても、塗料が漏れ出さないシールを形成する。また、前記補助キャビティの先端に、エジェクターピン8等を配して、補助キャビティ17A部分をエジェクターピン8で突き出して製品を取り出す方式とすれば、製品取り出しの際にも、樹脂成形品の塗装面を傷つけることがない。
(もっと読む)
81 - 100 / 1,193
[ Back to top ]