
Fターム[4F206JL02]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形機運転上の時期、時点 (1,616) | 定常成形時 (1,193)
Fターム[4F206JL02]に分類される特許
41 - 60 / 1,193
型締装置、成形機、型盤、型締装置の制御方法、及び型盤の制御方法
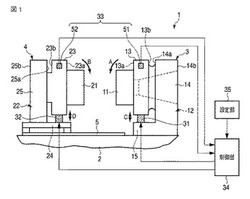
【課題】高精度に調整可能な型締装置を提供する。
【解決手段】一つの形態に係る型締装置1は、金型11が取り付けられる型盤3と、型盤3の傾きを調整可能な駆動部31と、型盤3または金型11の角度に関する情報を検出する測定部33と、測定部33からの情報に基づいて駆動部31を動作させる制御部34とを備える。
(もっと読む)
射出成形機の制御方法

【課題】保圧工程における保持圧力の立ち下がりや立ち上がりの応答特性を最適化できる射出成形機の制御方法、および、特に、保圧工程の開始直後における圧力の立ち下がりの応答特性を最適化できる射出成形機の制御方法を提供する。
【解決手段】保圧工程開始時点または保持圧力の大きさが切り換えられる時点から次の保持圧力に切り換えられる時点までの間を時系列で高応答区間と低応答区間に区分し、高応答区間の少なくとも一部区間では、オペレータが設定した応答特性に対して、応答時間をゼロに設定する応答時間ゼロ設定と、応答時間をゼロ以外の値に下げる応答時間減少設定と、サーボ機構のスプール開度の開度制限を広げる開度制限指令値拡大設定の3種類のうち少なくともいずれか一つの設定を行う。
(もっと読む)
繊維強化樹脂材とその製造方法
【課題】簡易な製法改良にて、連続繊維補強材の位置ずれや連続繊維補強材を構成する連続繊維の配向乱れを解消しながら、連続繊維補強材によって部分的に補強された繊維強化樹脂材を製造することのできる繊維強化樹脂材の製造方法を提供する。
【解決手段】下型D1と上型D2を型閉めしてできるキャビティC1内に連続繊維補強材1’を収容し、該連続繊維補強材1’を上型D2および下型D1で仮に固定してキャビティC1内に軟化もしくは溶融した第1のマトリックス樹脂2’をチャージして中間成形品3を製造するステップ、上型D2もしくは下型D1を昇降し、それらの間にスペーサSを介在させて中間成形品3の上方に第2のキャビティC2を形成し、ここに軟化もしくは溶融した第2のマトリックス樹脂4’をチャージし、第1、第2のマトリックス樹脂2’、4’が硬化することよって繊維強化樹脂材10を製造するステップからなる。
(もっと読む)
回転電機のコアの電磁誘導加熱方法及び電磁誘導加熱装置
【課題】コアの両端付近のコア板から厚さ方向の中間部付近のコア板まで均一に加熱することができる回転電機のコアの電磁誘導加熱方法及び装置を提供する。
【解決手段】複数枚のコア板Waが積層されて全体として円筒形状に形成された回転電機のコアWの内周側及び外周側に、それぞれ円筒形状をなす内周側コイル14及び外周側コイル15を配置する。この状態で、各コイル14,15に交流電流を流すことにより、コアWを電磁誘導加熱する。
(もっと読む)
枚葉加飾シート準備装置及び射出成形システム
【課題】枚葉加飾シートを用いた成形同時加飾装置における成形サイクルを短縮化する。
【解決手段】枚葉加飾シート準備装置3は、ロボットによって成形同時加飾装置に搬送される枚葉加飾シートを準備する装置であって、基体5と、切断装置47と、保持テーブル11と、センサユニットと、テーブル駆動機構15とを備えている。切断装置47は、長尺加飾シート19を切断することで枚葉加飾シートを作成する。保持テーブル11は、枚葉加飾シートを保持する保持面13を有する。位置検出装置は、保持テーブル11の保持面13に保持された枚葉加飾シート141の位置を検出する。テーブル駆動機構15は、位置検出結果に基づいて、枚葉加飾シートを基体5に対して位置決めする。
(もっと読む)
プロピレン系樹脂組成物及びその射出成形体
【課題】優れた成形加工性と成形外観、及び、剛性を有し、かつ、寸法安定性に影響する線膨張係数が小さく、とくに線膨張係数の異方性が小さい成形体を製造できるポリプロピレン系樹脂組成物を提供すること。
【解決手段】メルトフローレートが60g/10分以上であるプロピレン系重合体(成分A)を35〜54重量%、エチレンと、炭素数が4〜10のα−オレフィンとのランダム共重合体であり、メルトフローレートが1.5〜3.5g/10分であるエチレン−α−オレフィン共重合体(成分B)を15〜25重量%、及び、平均粒子径が5μm以下であるタルク(成分C)を33〜40重量%含有することを特徴とするポリプロピレン系樹脂組成物(但し、前記(成分A)、(成分B)、及び(成分C)の合計量を100重量%とする。)。
(もっと読む)
成形品
【課題】電磁波シールド性と力学特性に優れた成形品を得るための繊維強化熱可塑性樹脂組成物を提供すること。
【解決手段】(A)炭素繊維、(B)金属繊維および(C)熱可塑性樹脂を含む成形材料を成形してなる成形品であって、(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25であり、成形品における(A)炭素繊維の重量平均繊維長が0.3mmを越え、(A)炭素繊維の重量平均繊維長/(B)金属繊維の重量平均繊維長が1/2〜1/6であることを特徴とする成形品。
(もっと読む)
成形機及び成形機の画面表示切換制御方法
【課題】ユーザーの目的に見合った使用頻度の高い画面を自動的に切り換え表示できるようにする。
【解決手段】表示部10に動作設定画面20を所定時間である5分間表示され、5分経過後に動作設定画面20を動作工程画面21に切り換え表示され、切り換えられた動作工程画面21が所定時間である5分経過後にスタンバイモードによる非表示画面になる。非表示画面22の状態にあるときに該画面をタッチ操作した際、該非表示画面22から使用頻度の高い動作設定画面20に切り換え表示される。使用頻度の高い動作設定画面20が自動的に表示部10に表示させることで利便性の向上を図ることができる。
(もっと読む)
成形支援システム
【課題】熱媒体の適切な温度調節が可能で、始動時の金型の昇温のための捨てショットを少なくすることができ、また、成形サイクルの時間短縮を図ることが可能な成形支援システムを提供する。
【解決手段】熱媒体を温度調節して金型に循環させる温調機と、温調機の外部に設けられた外部温度センサと、温調機とは別に熱媒体を加熱する加熱補助機からなり、外部温度センサにより金型から温調機へ戻る熱媒体の温度を検知して、加熱補助機の制御を行うようにしている。
(もっと読む)
射出成形装置
【課題】ウェルドラインの発生を防止しつつ、バリの発生量を抑制可能とする射出成形装置を提供する。
【解決手段】環状のキャビティCを有する金型と、キャビティCに成形材料を射出する射出機構200と、を備える環状の成形品を成形する射出成形装置Sにおいて、金型には、射出機構200からキャビティCに成形材料を導く環状の第1供給通路T1が設けられており、射出機構200には、成形材料を第1供給通路T1の入り口まで導く環状の第2供給通路T2が設けられていることを特徴とする。
(もっと読む)
射出成形用金型の温度制御装置
【課題】ホットランナー部の出口部における樹脂の温度を検出するための樹脂温度検出手段52を設ける場合に、ホットランナー部における樹脂が金型のキャビティ内に射出されていないときに、ホットランナー部での滞留樹脂の過加熱を防止する。
【解決手段】ヒータ制御部41が、ホットランナー部における樹脂がキャビティ内に射出されているときには、樹脂温度検出手段52により検出される樹脂温度が第1の所定温度となるようにヒータ51に対する第1の制御量を算出して、該第1の制御量でもってヒータ51をフィードバック制御する一方、ホットランナー部における樹脂がキャビティ内に射出されていないときには、ヒータ51に対して、ホットランナー部の出口部以外の部分における樹脂の温度が、上記第1の所定温度を含む所定範囲内になるように制御する非射出時制御を実行する。
(もっと読む)
グラフェンを主成分とする透明導電膜を備えた透明導電物とその製造方法
【課題】柔軟性を有するニ次元形状の透明導電物または三次元形状を有する透明導電物の提供およびその製造方法の提供にある。
【解決手段】グラフェンを主成分とする透明導電膜層を有する透明導電物の作成において、転写シートを用いることにより、柔軟性のある二次元形状の透明導電物または3次元形状の透明導電物を作製でき、品質の良い透明導電層を作製するとともに、量産性のある透明導電物およびその製造方法を提供できる。
(もっと読む)
射出成形機のロータリ式シャットオフ弁
【課題】ロータとロータケーシングとの間の摩耗が少なく、また密着度が調節できる射出成形機のロータリ式シャットオフ弁を提供する。
【解決手段】ロータ(22)の軸受装置を、ロータケーシング(10)に装着されるオイルレス金属製の円筒状の軸受リング(30)と、断面が楔形の隙間調整リング(31)と、調整ナット(27)とから構成する。調整ナット(27)により、隙間調整リング(31)を軸受リング(30)とテーパ部(24)との間に押し込む。押し込む位置により、軸受リング(30)と隙間調整リング(31)との間の密着度あるいは隙間、および隙間調整リング(31)とロータのテーパ部(24)との間の密着度あるいは隙間を調整する。
(もっと読む)
合成樹脂製板状部材の強化方法
【課題】軽量でありながら強度も担保されており、車両用ドアの外板としても使用可能な合成樹脂製板状部材の強化方法を提供する。
【解決手段】合成樹脂製の板状部材11の内部に、繊維による3次元的な立体構造の補強シート20をインサート成形により配している。当該補強シートは、二枚のシート状繊維織物20a・20aの間に多数本の繊維体20bが架設された状態の3次元構造となっている。
(もっと読む)
三次元成形用加飾シート、該加飾シートの製造方法、加飾樹脂成形品及び加飾樹脂成形品の製造方法
【課題】耐候性、耐傷付き性及び加工性などに優れる三次元成形用加飾シート、及び該加飾シートを用いて、前記性状を有する加飾樹脂成形品を製造する方法を提供する。
【解決手段】ベースフィルム上に、少なくとも絵柄層、プライマー層(a)、プライマー層(b)及び表面保護層を順に有する加飾シートであって、該表面保護層が電離放射線硬化性樹脂組成物の硬化物からなる層であり、かつ前記プライマー層(b)が、反応性官能基Aを有するヒンダードアミン系光安定剤の重合物を含む層である三次元成形用加飾シート、及び該加飾シートを用いて、射出成形同時加飾法又はインサート成形法により、加飾樹脂成形品を製造する方法である。
(もっと読む)
成型用積層ハードコートフィルム及びその製造方法、並びに樹脂成型品の製造方法
【課題】フィルムの成型性と硬度を両立させ、しかも巻取り加工適性を備えた成型用積層ハードコートフィルムを提供する。
【解決手段】成型用積層ハードコートフィルム1は、基材フィルム11上に、樹脂を含有するハードコート層12、および保護フィルム13を順に設けてなる構成である。この成型用積層ハードコートフィルム1は、23℃、50%RHの雰囲気下における伸び率が10%以上である。
(もっと読む)
液晶高分子成形体及びその製造方法
【課題】ウエルド部の強度が高く、表面性も良好な液晶高分子成形体の提供。
【解決手段】球形フィラーを含有する液晶高分子組成物を射出成形して、ウエルド部12を有する液晶高分子成形体1を製造する方法であって、前記球形フィラーの中心粒径が60μm以下であり、20≦[前記ウエルド部の厚みT1/前記球形フィラーの中心粒径]≦55の関係を満たすように成形することを特徴とする液晶高分子成形体の製造方法;かかる製造方法で得られたことを特徴とする液晶高分子成形体。
(もっと読む)
インサート成形物の製造方法およびインサート成形物
【課題】インサートするプレフォームフィルム形状を工夫することにより、インサート成形品におけるインサートフィルム端部からの剥離の問題を解消できるインサート成形物の製造方法を提供すること。
【解決手段】予め製品形状に沿った賦形加工を施したプレフォームフィルムを射出成形金型に挿入し、射出成形をおこなうインサート成形であって、前記プレフォームフィルム端部が製品形状に対して内側に折り込まれた形状に加工するプレフォーム工程と、インサート成形を行う工程と、を備える。
(もっと読む)
筒状部材の製造方法
【課題】隣り合う屈曲部の間からコア金型を外側に引き抜くことができないために一体成形が不可能であった任意の形状の筒状部材を確実且つ容易に製造することを可能にする筒状部材の製造方法を提供する。
【解決手段】内型と外型を型閉して形成した射出空間に溶融材を射出して筒状部材Aを成形する筒状部材の製造方法において、内型の少なくとも一部として筒状のコア部材8を用い、このコア部材8の内孔が筒状部材Aの内孔10を形成する所定位置にコア部材8を配置して型閉し、射出空間に射出した溶融材6を冷却し、内型と外型を型開する際にコア部材8を残し、冷却固化した溶融材6と一体化したコア部材8を構成要素にして筒状部材Aを製造するようにした。
(もっと読む)
加飾成形体および加飾シート
【課題】本発明は、フィルムの裏面側に施された模様、色彩または文字等の視認性を十分に確保しながら適度な金属調の光沢を付与することのできる意匠性に優れた加飾シート、及び/または加飾成形体を提供することを課題とする。また、環境負荷が小さく、リサイクル性にも優れ、電磁波障害を起こさず、そりやWashOutなどのない成形体や反射体を提供することを課題とする。
【解決手段】 本発明の加飾シートは(A)少なくとも樹脂Aからなる層と樹脂Bからなる層を含んでなる積層数が200以上の積層フィルムであって、波長400〜700nmにおける平均反射率が5%以上30%以下、全光線透過率が70%以上95%以下、彩度が0以上15以下であることを特徴とする積層フィルムと(B)加飾層からなり、また、本発明の加飾成形体は、前記加飾シートが(C)基材上に設けられている。
(もっと読む)
41 - 60 / 1,193
[ Back to top ]