
Fターム[4F206JL02]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形機運転上の時期、時点 (1,616) | 定常成形時 (1,193)
Fターム[4F206JL02]に分類される特許
161 - 180 / 1,193
メタリック樹脂射出成形品の射出成形方法及びその成形品の品質評価方法
【課題】 複雑な形状の自動車用部品を対象とし、成形樹脂の組成(メタリック粒子の配向性、ベース樹脂の流動性)、金型改良及び成形条件を総合的に考慮し、最適化することで、光輝感とメタリック粒子の配向のバラツキなどによる外観不良が出ない高品位の無塗装メタリック樹脂射出成形品の製造方法とその品質評価方法を提供することを目的とする。
【解決手段】 本発明は、所定のメタリック樹脂(アルミニウム粒子、パール粒子及び着色剤を所定の割合で混練したペレット)を用いて射出成形を行うことにおいて、金型の構成と成形条件の選択により樹脂中のメタリック粒子の配向角度は好ましくは2°〜45、最も好ましくは4°〜23°となるようにしたことを特徴とするメタリック樹脂射出成形品の射出成形方法及びその成形品の品質評価方法。
(もっと読む)
熱可塑性エラストマー組成物
【課題】射出発泡成形後に良好な離型性を示し、かつ発泡セルの微細性および均一性に優れ、積層体を作成した際には熱可塑性樹脂層との密着性が良好である熱可塑性エラストマー組成物を提供すること。
【解決手段】下記成分(A)、成分(B)、成分(C)および成分(D)を含有する射出成形用熱可塑性エラストマー組成物。
(A):芳香族ビニル化合物に基づく単量体単位から構成されるブロック(a)と、共役ジエン化合物に基づく単量体単位から構成され、1,2−結合の割合が60%以上であるブロック(b)とからなるブロック共重合体の水素添加物
(B):プロピレン系樹脂
(C):鉱物油軟化剤
(D):ムーニー粘度(ML1+4,100℃)が20〜200であり、エチレンに基づく単量体単位の含有量が40〜80重量%(但し、当該共重合体ゴムを100重量%とする。)であるエチレン−プロピレン共重合体ゴム
(もっと読む)
多軸射出成形装置
【課題】 従来の一般的な射出成形装置を改造するだけで、容易且つ低コストで多軸化を実現することができる多軸射出成形装置を提供する。
【解決手段】 固定プラテン1と可動プラテン2の間に、キャビティ3に溶融樹脂8を充填する複数の射出機7を備えた多軸射出成形装置であって、固定金型4と固定プラテン1の間に、樹脂8の可塑化と射出を行なう一つのインライン式射出装置9から複数の射出機7に溶融樹脂8を供給するランナー11を形成した中間盤6を設けた。
(もっと読む)
インストルメントパネル部材及び成形型

【課題】基材露出面とパッドとの境界部分の見栄えを良くする。
【解決手段】基材3における前端側領域3aの後端縁に、前端側領域3a表面よりも下方に位置する下壁部9と、下壁部9から立ち上がり前端側領域3a表面に連続する縦壁部11とを有する段落ち部7を形成する。パッド5を、その主体をなす一般面部15と、一般面部15の前端縁に一体に連続し、下端側部分19が上記縦壁部11に接すると共に上端側部分21が基材3の前端側領域3a表面よりも上方に突出する端末部17とで構成し、端末部17の下端側部分19と上端側部分21との間に、一般面部15表面よりも下方に位置する棚部23を一体に形成する。
(もっと読む)
コア層のブレイクスルーを制御する多層ポリマー製品の成形方法
型締装置及び射出成形機
【課題】駆動源としてモータを備えた型締装置において、測定器を別途必要とせずに、型締力を測定すること。
【解決手段】金型に型締力を付与する第1及び第2の型締部と、モータを駆動源として備え、前記第1の型締部を前記第2の型締部に近接・離間する方向に移動させる駆動手段と、前記モータを制御して前記第1の型締部を前記第2の型締部に近接する方向に所定の型締位置まで移動させた後、前記第1の型締部の位置を変えずに前記モータのトルクを減らしていくモータ制御手段と、前記モータ制御手段が前記モータのトルクを減らしていく制御を行っている場合に、前記型締位置から前記第1の型締部が移動したことを検出する検出手段と、を備える。
(もっと読む)
樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法
【課題】樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法において、成形キャビティ周辺のみの温度を制御することで、ウエルドラインや転写不良等の発生を確実に防止して精密な樹脂成形品が得られるとともに、イニシャルコストもランニングコストも低減できること。
【解決手段】樹脂成形用金型ユニット1の1対の樹脂成形用金型2A,2Bには断熱空間7によって断熱された1対の入子3A,3Bによって成形キャビティ5が形成され、加熱・循環手段8及び冷却・循環手段9から媒体通路6A,6Bに加熱された媒体または冷却された媒体が流され、入子3A,3Bのみの加熱・冷却が繰り返されて所謂ヒートサイクル成形が行われるため、ウエルドラインや転写不良等の成形欠陥が確実に防止されるとともに省エネルギ化が図られる。また、加熱・冷却の切り替えを、安価で応答速度の速い熱電対10からの信号を受けて制御手段12で行っている。
(もっと読む)
粗面化ステンレス鋼板の製造方法、ならびにステンレス鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法
【課題】ステンレス鋼板の種類や表面仕上げの種類を問わずにオーバーハング部を有するピットを形成することが可能であり、かつステンレス鋼板の耐食性を低下させない粗面化ステンレス鋼板の製造方法を提供すること。
【解決手段】平均粒子径が0.01〜40μmの範囲内の無機化合物粒子を、0.1〜25g/Lの濃度で塩化第二鉄水溶液中に分散させた処理液に、ステンレス鋼板を浸漬して、ステンレス鋼板の表面に複数のピットを形成する。形成されたピットのうち60個数%以上のピットは、ピット開口部の径D2に対するピット内部の最大径D1の比率D1/D2が1.05以上である。
(もっと読む)
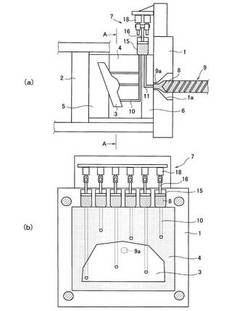
注ぐことができる食品を包装するためのシート状包装材料に開封装置部を射出成形する装置及び方法
穴部9が設けられた多層シート状包装材料2に開封装置部3を射出成形する装置10であって、この装置の型穴は、カバー部分11の第1面11aに溶融プラスチック材料が満たされるようになっている第1チャンバ32と、溶融プラスチック材料で満たされて開封装置部の注ぎ口部13を形成するようになっている第2チャンバ33とを備え、装置はさらに環状リブ部41を備え、環状リブ部は狭い断面の通路部42の範囲を定めており、通路部は、第1及び第2チャンバを連結し、引き裂き可能な薄膜連結部分19の範囲を画定し、環状リブ部は、第1チャンバ側において第1環状表面43によって境界が定められており、第1環状表面は軸線Bに平行であり、鋭利な縁部46を形成しており、カバー部分は、プラスチック材料の圧力によって、鋭利な縁部に押しつけられて引き伸ばされる。 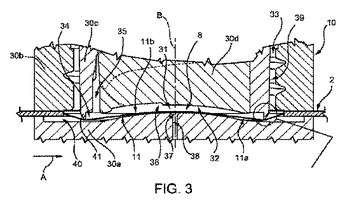 (もっと読む)
(もっと読む)
射出成形用樹脂組成物、成形体、及びその製造方法、並びに電気電子機器用筐体
【課題】流動特性、曲げ弾性率、曲げ強度、耐熱性(荷重たわみ温度)、耐衝撃性(シャルピー衝撃強度)、及び含水率の観点で優れた射出成形用樹脂組成物を提供する。
【解決手段】下記一般式(I)で表されるアミド系化合物と、難燃剤と、セルロースエステル系樹脂とを含有する射出成形用樹脂組成物。
(一般式(I)中、R1、R2、R3、及びR4は、それぞれ独立に、水素原子、脂肪族炭化水素基、又は芳香族炭化水素基を表す。R1、R2、R3、及びR4はさらに置換基を有しても良く、また、−O−、−S−、−NR6−、−CO−、−SO2−、及びこれらを組み合わせて得られる2価の基(R6は水素原子、または置換基を有していてもよい炭化水素基を表す。ただし、R6が複数個存在する場合には、それらは同一であってもよい)からなる群から選ばれる2価の基を1つ以上含んでいてもよい。)
(もっと読む)
射出成形機ならびにこのための液圧駆動ユニット
【課題】射出成形機のための液圧駆動ユニットを提供する。
【解決手段】可塑化スクリュと、射出ユニットの動きと可塑化スクリュの射出ストロークや再追加圧ストロークのための駆動ユニットを有する射出ユニット、射出の際の金型閉鎖力を発生するための駆動ユニットを有する形状拘束ユニット、及び工作物突出し装置用の駆動ユニットとを有する射出成形機であって、この駆動ユニットの少なくとも1つが、液圧ポンプと、液圧シリンダと、液圧シリンダを制御するための1つ以上の制御弁とを有する液圧駆動ユニットであり、液圧駆動ユニットの作動液が電気流動学的液体であり、液圧シリンダ用の少なくとも1つの制御弁がER弁であって、このER弁が、電気流動学的液体用の少なくとも1つの貫流間隙2と、この貫流間隙を介して電気制御フィールドに印加するための平面コンデンサ配列Kとを有する。
(もっと読む)
ポリアセタール樹脂組成物及びその製造方法
【課題】剛性・靭性等の機械的特性に優れ、且つ、高温下における対金属摺動性に優れたポリアセタール樹脂組成物及びその製造方法を提供すること。
【解決手段】
ポリアセタール樹脂(I)100質量部と、
平均粒径が50nm以上500nm以下であり、JIS K5101試験法によるpHが9.2以上10.0以下であり、かつ表面処理がなされていない軽質炭酸カルシウム(II)5〜50質量部と、
炭素数12〜27の1価の脂肪酸(III−I)と、
炭素数28以上の1価の脂肪酸(III−II)と、
脂肪酸のカルシウム塩(IV)と、
を含有し、
前記軽質炭酸カルシウム(II)に対する前記脂肪酸(III−I)と前記脂肪酸(III−II)の合計の質量比[(III−I)+(III−II)]/(II)が0.020〜0.050であり、前記脂肪酸のカルシウム塩(IV)に対する前記脂肪酸(III−I)と前記脂肪酸(III−II)の合計の質量比[(III−I)+(III−II)]/(IV)が3〜15である、ポリアセタール樹脂組成物。
(もっと読む)
成形材料供給装置の制御方法
【課題】 低コスト化を図り、また、装置全体の大型化や広い配設スペースが取られる不具合を回避するとともに、成形材料が他の部位に付着する問題を排除し、さらに、プランジャの形状やホッパーの形状及び構成の設計自由度を高める。
【解決手段】 プランジャ3を前進させ、成形機Mの加熱筒4に備えるホッパー5に収容した成形材料を加圧して加熱筒4に供給する動作を行う成形材料供給装置1において、プランジャ3を回転させるプランジャ回転駆動部6を設けるとともに、プランジャ3を前進させた後、所定位置Xpまで後退させる際に、少なくともプランジャ3による加圧力を除去する予備後退処理を予め設定した予備後退処理条件により実行するとともに、この後、プランジャ3を予め設定した回転処理条件により回転させる付着除去処理を行い、この後、プランジャ3を所定位置Xpまで後退させる制御を行う。
(もっと読む)
射出成形方法及び射出成形装置
【課題】外観品質の優れた樹脂成形品を短い成形サイクルで効率的に成形可能な射出成形技術を提供する。
【解決手段】射出成形用金型12の全体が、溶融樹脂のビカット軟化点(摂氏温度)の80〜90%の範囲内の温度に維持されるように、射出成形用金型12全体の温度を調節した状態下で、射出成形用金型12のキャビティ面30,32に加熱不活性ガスを接触させて、キャビティ面30,32を、溶融樹脂のビカット軟化点の110〜120%の範囲内の温度にまで加熱した後、成形キャビティ34内に溶融樹脂を射出、充填し、その後、キャビティ面30,32の温度を、溶融樹脂のビカット軟化点の80〜90%の範囲内の温度にまで低下させて、成形キャビティ34内の溶融樹脂を冷却、固化させるようにした。
(もっと読む)
射出装置の材料供給装置
【課題】材料供給装置の加熱による温調を電熱によらず、射出装置の供給部と同様に媒体による温調とし、射出装置側の温調後の媒体を材料供給装置側の温調の熱媒に二次的に利用できるようにする。
【解決手段】材料供給装置はフィードスクリュを内部に有するフィードシリンダと、フィードシリンダの後端に取付けたフィードスクリュのモータと、フィードシリンダの後端部上のホッパと、フィードシリンダの先端部下の送出管路とからなる。フィードシリンダに温調流路を配設する。送出管路を射出装置の温調流路を設けた供給部に載置固定する。フィードシリンダの温調流路の流入側を上記供給部の温調流路の流出側と接続し、フィードシリンダと供給部とにわたる一連の温調回路を構成する。
(もっと読む)
遊色効果を有する加飾面を備えた合成樹脂成形品の製造方法
【課題】
従来の合成樹脂成形技術では実現することができなかった新規な加飾性を合成樹脂成形品に付与することを課題とするものであり、特に遊色効果を有する加飾面を備えた合成樹脂成形品の製造方法を提供する
【解決手段】
合成樹脂シートにインクジェット印刷により印刷層を形成する工程と、印刷層の上にミラー層を形成する工程とによって準備された複層合成樹脂シートを使用し、複層合成樹脂シートの印刷層およびミラー層とは反対の面を金型の空洞内面に接触させるようにして金型内に装填する工程と、複層合成樹脂シートが装填された金型内に溶融樹脂を射出する工程とからなる合成樹脂成形品の製造方法。
(もっと読む)
ワックスモデル射出成形装置の射出ノズル
【課題】ワックス鋳造後、ワックス射出装置のワックス供給流路内に残存し、廃棄しなければならないワックス量を減らすことができる射出ノズルを提供する。
【解決手段】ワックス樹脂の射出鋳造装置に使用される射出ノズル1であって、先端にワックス樹脂の吐出口8を有する外筒部2と、一端が該吐出口8と流体的に連通し、他端が排気系に流体的に連通するように、該外筒部2内に画定される排気流路3と、該排気流路3と該吐出口8との間を閉鎖し、または開放するように、該排気流路3内を摺動可能な排気流路封止弁4とを備え、一端が該吐出口8と流体的に連通し、他端がワックス樹脂供給源に流体的に連通するように画定されるワックス供給流路5と、該ワックス樹脂流路5と該吐出口8との間を閉鎖し、または開放するように、該ワックス樹脂流路5内を摺動可能なワックス封止弁6とを備える射出ノズル1により解決する。
(もっと読む)
成形同時加飾成形品とその製造方法
【課題】 紙による美麗な加飾が可能な成形同時加飾成形品とその製造方法を提供する。
【解決手段】 引張破断伸び(JIS P 8113:1998準拠)が流れ方向及び幅方向に共に10%以上を有する易成形用紙1の一方の面に接着層3を形成し、易成形用紙1を金型4に挟み込み、次いで型締めして射出成形樹脂6を金型のキャビティ5内に充填し、次いで射出成形樹脂6の固化後に型開きして前記易成形用紙1が表面に一体成形された樹脂成形品を得るように構成した。
(もっと読む)
射出成形機の除圧方法
【課題】 高精度で安定した動作制御を実現することに加え、省エネルギ性を高めるとともに、速やかな圧力降下を実現する。
【解決手段】 駆動モータ2の回転数を可変制御することにより少なくとも作動油の吐出圧力を制御可能な可変吐出型油圧ポンプ3を備え、この可変吐出型油圧ポンプ3により所定の油圧アクチュエータ(4a…)を駆動して成形サイクルにおける所定の動作工程に対する制御を行った際に上昇した油圧回路5の残留圧力Prを所定の除圧目標圧力Pnまで低下させるに際し、駆動モータ2を回転自由状態にし、残留圧力Prが存在する油圧回路5とオイルタンク6を可変吐出型油圧ポンプ3を介して接続状態にすることにより、駆動モータ2から発生する回生電力Wpを蓄電し、蓄電した回生電力Wpを含む電力を駆動モータ2に供給する。
(もっと読む)
成形機の液圧装置
【課題】液圧回路の異常を少ない負担で検出可能な成形機の液圧装置を提供する。
【解決手段】ダイカストマシン1の液圧装置14は、液圧回路16を介して電磁流量調整弁22からの作動液が供給される液圧シリンダ13と、液圧回路16の圧力を検出する圧力センサ26と、成形サイクルにおいて、所定の駆動用供給量(F1)の作動液が電磁流量調整弁22から流出されることにより、液圧シリンダ13が駆動されるように電磁流量調整弁22を制御する制御装置17とを有する。制御装置17は、液圧回路16における作動液の定格の外部リーク量F0より多く、駆動用供給量(F1)よりも少ない、所定の診断用供給量Ftの作動液が電磁流量調整弁22から流出されるように電磁流量調整弁22を制御し、そのときの圧力センサ26の検出圧力が所定の基準圧力P0未満であるときに、異常が生じたことを報知する処理を行う。
(もっと読む)
161 - 180 / 1,193
[ Back to top ]