
Fターム[4F206JL07]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形機運転上の時期、時点 (1,616) | 異常時 (35)
Fターム[4F206JL07]に分類される特許
1 - 20 / 35
射出成形機のトラブルシューティング方法
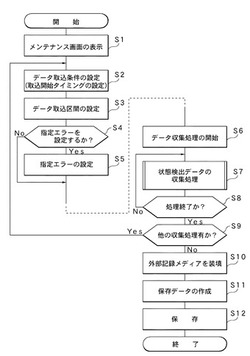
【課題】 トラブルシューティングに必要となる射出成形機の状態(状態変化)に係わる情報を十分な量及び十分な範囲で取得し、的確かつ緻密なトラブルシューティングを迅速かつ効率的に行う。
【解決手段】 予め、複数の状態検出項目,サンプリング時間Ts及びデータ取込条件を設定し、トラブルシューティング時に、動作中の射出成形機Mから、サンプリング時間Ts毎に状態検出データDm…を検出することにより、所定の記憶容量Trを有する第一バッファ2に順次記憶し、かつ記憶したデータ量が記憶容量Trに達したなら記憶した状態検出データDm…を先頭側から順次消去するエンドレス記憶処理を行うとともに、データ取込条件を満たしたなら当該データ取込条件に従って状態検出データDm…を第二バッファ3に取込むデータ取込処理を行い、第二バッファ3に取込んだ状態検出データDm…を用いてトラブルシューティングを行う。
(もっと読む)
成形機の安全ドア装置

【課題】安価に実施できて、既設のドア本体の交換も容易に行い得る成形機の安全ドア装置を提供する。
【解決手段】安全ドア装置5を、ドア本体21と、該ドア本体21を所定の開閉方向に案内するレール部材25,26と、ドア本体21をレール部材25,26に連結する連結部材23とから構成する。レール部材25,26として、めっき鋼板を加工することによって所定の形状に形成されたものを用いる。これらのレール部材25,26は、成形機に設定された所定のレール固定部にボルト27,29を用いて固着する。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】射出ユニットの機構部に過大な負荷が加わることがない射出成形機のノズルタッチ制御装置の提供。
【解決手段】速度補償器106は、速度偏差に基づいて比例、積分などの速度ループ制御をおこなってトルク指令(電流指令)を求める。トルク制限値108は、トルク制限指令TlimCMDにより、該速度補償器から入力するトルク指令を制限し、減算器110に出力する。該減算器は、トルク指令(電流指令)から、サーボアンプ114の駆動電流を検出する電流検出器(図示せず)よりフィードバックされる電流フィードバックIfを減算し電流偏差を求める。電流補償器112は、電流偏差を基に該サーボアンプに出力される電圧指令が生成する。該サーボアンプは該電流補償器から入力する電圧指令に基づいてサーボモータ116を駆動制御する。該サーボモータにトルク制限値を超える過大な負荷が発生した場合には該サーボモータが負荷に負けて回転する。
(もっと読む)
射出成形機の稼働状態監視装置
【課題】状態信号の変化を捉え、さらに、状態信号の変化の前と後を合わせて稼働状態の監視を行う射出成形機の稼働状態監視方法および稼働状態監視装置の提供。
【解決手段】設定1:状態信号Zが運転状態A(自動運転)から運転状態C(アラーム)に変化した場合、稼働状態α(異常停止)とし、設定2:状態信号Zが運転状態B(手動運転)から運転状態C(アラーム)に変化した場合、稼働状態β(手動停止)とし、設定3:状態信号Zが運転状態A(自動運転)から他の運転状態(運転状態B(手動運転)のようなアラーム以外のいかなる運転状態でもよい)に変化した場合、稼働状態γ(生産停止)とし、設定4:状態信号Zが自動運転へ変化した場合、稼働状態ε(生産中)とする。設定4の例では、自動運転に変化した場合に生産中の稼働状態(ε)とする。
(もっと読む)
金型監視装置
【課題】射出成形機の動作異常が生じたときに、その原因を除去する操作を行うことで、警報器の作動停止および制御機構の再起動が自動的に実行される金型監視装置の提供。
【解決手段】一次監視動作または二次監視動作によって射出成形機の動作が異常であるとされたときに、当該射出成形機の運転を停止すると共に警報器を作動し、射出成形機において安全扉を開く操作および運転モード切替スイッチをその他の運転モードに切り替える操作のいずれかの操作が行われたときに、当該射出成形機からの信号により、警報器の作動を停止させ、可動型が型開限の状態にあり、射出成形機における安全扉が閉められた状態にあり、かつ射出成形機における運転モード切替スイッチが自動運転モードの状態にあるときに、当該射出成形機からの信号により、制御機構が再起動される。
(もっと読む)
射出成形機
【課題】停電解消時に、停電発生により停止した成形動作を自動的に再開できるようにする射出成形機を提供すること。
【解決手段】本発明の実施例に係る射出成形機は、停電中に使用可能な電力を蓄電する蓄電装置23を備えた射出成形機であって、停電解消時に、停電発生により停止した成形動作を再開させるための復元操作の要否を判定する復元操作要否判定部212を備える。また、復元操作要否判定部212は、復元操作が不要と判定した場合に、操作者による操作入力なしに、停電発生により停止した成形動作を自動的に再開させるようにする。
(もっと読む)
金型監視装置
【課題】動作異常が生じたときに当該射出成形機の運転を停止し、成形異常が生じたときに当該射出成形機の運転を続行することが可能な金型監視装置を提供する。
【解決手段】監視カメラと制御機構とを備え、制御機構に、型開動作完了後の成形エリア内に成形品が保持された状態の可動型の型面を撮像して得られた一次基準画像データ、および成形品突出動作完了後の成形エリアから成形品が離型された状態の可動型の型面を撮像して得られた二次基準画像データが予め記録され、制御機構において、射出成形機の自動運転中に、型開動作完了後の可動型の型面を撮像して一次監視画像データを取得し、一次監視画像データを一次基準画像データと比較し、一次監視画像データが一次基準画像データと一致するときに、射出成形機の運転を続行し、一次監視画像データが一次基準画像データと相違するときに、一次監視画像データを二次基準画像データと比較する。
(もっと読む)
射出成形機
【課題】停電が発生した場合であっても、蓄電装置における電力により成形動作を継続できるようにする射出成形機を提供すること。
【解決手段】本発明の実施例に係る射出成形機は、停電の際に使用可能な電力を蓄電する蓄電装置33と、停電発生時に、蓄電装置33に蓄電された電力による成形動作の継続の可否を判定する成形動作継続可否判定部213とを備える。また、成形動作継続可否判定部213は、交流電源10からの交流電力の供給を受けることなく射出成形機の成形動作を継続することができる時間が、停電発生から外部電源による給電開始までの予定時間以上である場合に、蓄電装置33に蓄電された電力による成形動作を継続できると判定する。
(もっと読む)
射出成形機の材料監視装置
【課題】 溶融状態が不良になる原因究明と対応策を速やかに講じるとともに、可塑化不良を未然に回避して理想的な可塑化処理を実現する。
【解決手段】 加熱筒2の後部2eを加熱する後加熱部3eを含む複数の加熱部3a…により加熱される加熱筒2の後部2eに設けた材料供給部4から当該加熱筒2の内部に供給される成形材料Rをスクリュ5の回転により可塑化/計量する際における当該成形材料Rを監視するための装置であって、加熱筒2の後部2eに配設することにより成形材料Rが加熱筒2の内部で変形又は剪断される際に発生する音響放出波Weを感知して電気信号Seに変換する音響放出波感知センサ6と、電気信号Seから成形材料Rの変形又は剪断に係わる定量的な音響放出データDeを検出する音響放出検出部7と、この音響放出データDeの利用に基づく所定の材料対応処理を行う材料対応処理機能部8とを備える。
(もっと読む)
射出成形機監視装置
【課題】射出成形サイクルの変更に柔軟に対応した監視処理を行い得るようにする。
【解決手段】射出成形機監視装置20は、縦型ロータリー方式の射出成形機本体1について監視処理を行う場合、作業者の操作指示に従ってA型監視設定及びB型監視設定をそれぞれ記憶し、監視設定が「ON」の下側金型3についてのみ予め基準画像データVWを生成し、監視サイクルの開始後に基準画像データVSと比較して異常を検出する監視処理を行う。これにより射出成形機監視装置20は、下側金型3の一方を取り外した射出成形機本体1について、不必要な異常検出をすることなく、他方の下側金型3を用いた射出成形サイクルについて監視処理を継続することができる。
(もっと読む)
射出成形機の異常処理方法
【課題】 良品生産可能な自動運転を速やかに再開し、異常発生により生産効率が大きく低下する不具合を回避するとともに、選定した異常レベルに対する異常処理の最適化を図る。
【解決手段】 予め選定した異常レベルに係わる異常が発生したなら、異常の発生時から第一監視時間Tcを計時することにより、第一監視時間Tcがタイムアップする前に異常が解除されることを条件に、自動運転の再開操作を許容可能にし、かつ第一監視時間Tcのタイムアップ後に異常が解除され、かつパージ処理を行うことを条件に、自動運転の再開操作を許容可能にするとともに、少なくとも異常の発生時又は第一監視時間Tcのタイムアップから第二監視時間Trを計時し、当該第二監視時間Trがタイムアップする前に異常が解除されないときは、第二監視時間Trのタイムアップ後に保温モードHmに移行させる。
(もっと読む)
型締装置の金型保護方法
【課題】金型の異常検出が的確かつ瞬時に行える金型保護方法を提供することを目的とする。
【解決手段】油圧シリンダ装置2を介して金型6を型閉じする型閉手段3を備えた型締装置1において、制御装置20は、前記金型6が型閉じストロークの所定位置から型閉完了位置の僅か手前まで移動する間に、封じ込められた前記油圧シリンダ装置2の圧力が所定値まで変化するか否かを判断し、前記油圧シリンダ装置2の圧力が所定値まで変化したときには金型異常であると判断する。
(もっと読む)
射出成形機の制御方法
【課題】後工程機が停止状態から正常な状態に復帰するまでの間、射出成形機が停止しない程度の成形速度を保って運転し続けるように制御する。
【解決手段】後工程機からの異常信号を受けると、射出成形機は遅延サイクルモードに切り換わる。遅延サイクルモードでは加熱筒から金型装置に射出する一次射出時間、金型装置の型開時間、金型装置内の溶融樹脂の冷却時間、加熱筒の内部へ溶融樹脂を供給する計量時間をそれぞれ延長し、通常成形サイクルでは3.5〜4秒の1ショットの成形サイクルを、遅延サイクルモードでは1〜10分延長し、射出成形機1が止まらない最低限の速度で射出成形機1を運転するように制御する。
(もっと読む)
射出成形機の異常検出装置
【課題】給脂が行われて負荷が変動した場合でも最適な許容範囲が使用される射出成形機の異常検出装置を提供すること。
【解決手段】許容範囲をb1に設定し、射出成形サイクルの1サイクルを実行し、連続運転終了か否かを判断し、連続運転終了の場合に処理を終了し、連続運転終了ではない場合には、給脂が行われたか判断する(SB1〜SB4)。給脂が行われた場合には許容範囲をb2に設定し、給脂が行われなかった場合には、許容範囲がb2であるか否か判断し、許容範囲がb2でない場合にはステップSB2に戻り処理を継続し、許容範囲がb2の場合には許容範囲切換判定処理を行う(SB5〜SB7)。ステップSB7の処理の結果、切換判定はYESか否か判断し、切換判定がYESの場合にはステップSB1に戻り許容範囲をb2からb1に切り換え、サイクル処理を継続し、切換判定がYESではない場合にはステップSB2に戻り処理を継続する(SB8)。
(もっと読む)
射出成形機
【課題】射出動作異常が発生してマシンが緊急停止した後、自動運転を再開させるまでの、オペレータの手動操作の手数を減らし、かつ、自動運転の再開の当初から正常な成形製品を得ることを可能とすること。
【解決手段】インラインスクリュ式の射出成形機において、射出工程が開始されてから射出工程が完了する前までの間に、射出動作異常が発生した場合には、計量動作を実行させて、計量動作が完了した後に、マシンの運転を停止させるように制御する。
(もっと読む)
成形品取出機の故障報知システム、及び、これに使用するコントローラ
【課題】コントローラ(1)で遠隔操作される成形品取出機(2)の故障をコントローラ(1)の使用場所から離れた連絡場所(A)に伝達する故障報知システムに於いて、成形品取出機(2)の故障状態を正確且つ迅速にサービス供給先等に連絡できるようにする。
【解決手段】コントローラ(1)には、成形品取出機(2)の故障診断箇所から発生する異常音を電気信号に変換して異常音情報にするマイクロフォン(12)と、マイクロフォン(12)からの前記異常音情報を前記連絡場所(A)に通信回線(50)経由で送信する送信部(19)が設けられ、前記連絡場所(A)には、通信回線(50)経由で送信された前記異常音情報を受信する受信部(40)が設けられ、該受信部(40)で受信された異常音情報に基づいて前記成形品取出機(2)の故障の状態が判断されること。
(もっと読む)
アンギュラピンを有する金型装置
【課題】金型装置に自己診断機能を持たせ、最悪でもアンギュラピンの破損にとどめ、キャビティの破損を少なく抑えることを可能にした自己診断型金型装置を提供すること。
【解決手段】射出成形に使用される金型11の内部に備えられたスライド部品12を開閉させるためのアンギュラピン13に、ピン軸方向にのびた非貫通の縦穴16と横穴17とからなる細穴を設ける。その細穴に金型を介して外部より圧空を供給するレギュレータ21と、供給している圧空の圧力を監視する流量センサ又は圧力センサ22を接続する。
(もっと読む)
射出成形機
【課題】射出の完了から、製品取り出し機による一連の製品取り出し動作の完了までの間に、成形機にアラームが発生した場合にも、製品を金型から取り外して製品をマシン外に持ち出すことを可能とし、以って、アラーム発生時に作業者にかかる負担を大幅に軽減できる、ユーザフレンドリィなマシンを実現すること。
【解決手段】射出の完了から、製品取り出し機による一連の製品取り出し動作の完了までの間に、成形機にアラームが発生した場合には、型開き動作と、製品突き出し手段の突き出し/戻しの動作と、製品取り出し機による一連の製品取り出し動作とを、実行・完了させ、この後、成形機の運転を停止させる。
(もっと読む)
ダイカストマシンの溶湯充填状態良否判定装置及び溶湯充填状態良否判定方法
【課題】従来、熟練者のみが正常時と異常時との違いを捉えることができた射出音を、その違いを数値的に捉え、溶湯の充填状態の良否を判定可能とする。
【解決手段】ダイカストマシン1の溶湯充填状態良否判定装置50は、溶湯が一対の金型102のキャビティCaに充填されたときに発生する射出音の音圧を検出可能なマイクロフォン47と、マイクロフォン47の検出した射出音の音圧と、所定の設定音圧とを比較して溶湯の充填状態の良否を判定する制御装置5とを備えている。
(もっと読む)
型締装置及び型閉じ動作制御方法
【課題】リニアモータによる型閉じ動作を適切に制御することのできる型締装置及び型閉じ動作制御方法の提供を目的とする。
【解決手段】リニアモータによって型閉じ動作を駆動させる型締装置であって、前記型閉じ動作中の異常の検知に応じ、前記リニアモータに逆向きのトルクを発生させる制御手段を有することにより上記課題を解決する。
(もっと読む)
1 - 20 / 35
[ Back to top ]