
Fターム[4F206JP21]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 表示、記録、印刷 (462)
Fターム[4F206JP21]の下位に属するFターム
検出値、測定値の (104)
成形条件(目標値)の (66)
工程(手順)の (34)
その他のデータの (46)
マニュアル入力を伴うもの (19)
表示の様式 (127)
記録、印刷の様式 (7)
Fターム[4F206JP21]に分類される特許
1 - 20 / 59
射出成形機のデータ表示方法、及び射出成形機のデータ表示装置
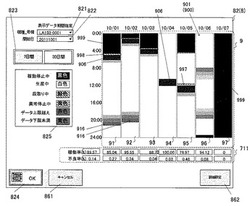
【課題】 成形データの良し悪しが一目見て分るような射出成形機のデータ表示装置を提供する。
【解決手段】 射出成形機の挙動を観察するに際し使用され、時刻(又はショット番号)と対応付けされた成形データの実測値を入力すると、設定された評価区分値に応じて色のグラデーションを付けたセル900に置換えて、前記セル900を時系列の帯状グラフ9としてディスプレイ8に表示される。
(もっと読む)
射出成形機の異常検出装置

【課題】異常検出のための閾値を自動的に設定してオペレータの負担を軽減しかつ最適な閾値を算出し、さらには一般的な射出成形機の制御装置に付加することが容易な異常検出装置を提供する。
【解決手段】可動部の動作を開始し、現在の時間または可動部の位置及び物理量を検出し、基準物理量は記憶済みか否か判断し、否の場合は時間または可動部の位置に対応させて基準物理量を記憶しSA12へ移行し、記憶済みの場合には物理量の偏差を算出し(SA01〜SA06)、偏差の絶対値を算出し、偏差の絶対値の平均値を算出し、記憶し、閾値を算出し、偏差の絶対値が閾値より大きいか否か判断し(SA07〜SA10)、大きい場合にはアラーム処理を実行し終了し、否の場合は動作完了か否か判断し、動作完了の場合にはサイクル終了か否か判断し、サイクルを終了し、否の場合はステップSA01に戻り処理を継続する(SA11〜SA13)。
(もっと読む)
射出成形機の成形監視装置
【課題】従来定量化が困難だった外観不良のような不良であっても、その不良との相関が強い成形機上で計測される物理量を特定することが可能な射出成形機の監視装置を提供すること。
【解決手段】成形監視装置付き射出成形機10は、射出成形機本体11と該射出成形機本体11を全体的に制御する制御装置12、射出成形機本体11で成形されコンベア16で搬送される成形品100を搬送途中で撮像する撮像装置14、該撮像装置14で撮像された成形品100の外観画像情報を元に成形品100の良否判別を行い良品/不良品判別結果を信号線15を介して制御装置12に送る外観検査装置13を備え、射出成形機本体11には、成形状態を監視するため、金型や射出シリンダの温度を測定する温度検出器、樹脂圧力を検出する圧力検出器、射出スクリュの回転位置・回転速度や軸方向の移動位置・移動速度を検出する位置・速度検出器などの各種物理量を検出する図示しない各種検出器が設けられている。
(もっと読む)
変形状態分析方法、樹脂成形体変形改善方法、及び樹脂成形体軽量化方法
【課題】樹脂成形体の変形対策案(例えば、反り変形対策案)を作成、設計する際に、短時間かつ計算コストが大幅に削減され、より効果的な対策案を作成することが可能となる解析方法を提供する。
【解決手段】変形する樹脂成形体について、樹脂成形体を微小領域に分割し位相最適化法を用い、所定の拘束条件、所定の制約条件の下で目的関数の最適化を行うことで樹脂成形体の変形状態を分析する変形状態分析方法であって、所定の拘束条件を、樹脂成形体の変形量の傾向とし、所定の制約条件を、各微小領域の変形が樹脂成形体の変形に寄与する程度を表す寄与率とし、目的関数の最適化では、樹脂成形体の剛性の低下を最小化するように最適化を行う。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】ノズルタッチ力を正確に制御するとともに、万一ノズルタッチに異常が発生した場合には異常を的確に検出し、さらに異常による成形不具合や機械の故障を未然に防止することができる射出成形機のノズルタッチ制御装置を提供すること。
【解決手段】ノズル2の先端が金型(固定側金型46b)の当接する前の状態1から、ノズル前後進用サーボモータ214を駆動(モータ回転)することにより、射出ユニット39を金型46方向に前進させると共にノズル2の先端も金型46方向に前進し、ノズル2の先端が金型(固定側金型46b)の射出ユニット39側の面にノズルタッチし、ノズル2の先端が金型46にタッチすると弾性部材(バネ35)が縮み始め、近接スイッチ38は弾性部材であるバネ35が縮み始めると反応する位置に設置されていることから、近接スイッチ38の反応によってノズル2が固定側金型46bにタッチしたことを検出することができる。
(もっと読む)
成形品取出機
【課題】 測定器を用いずに、設定条件に応じたエアー消費量及び電力消費量をユーザに知らせることを可能にして、総合的にエネルギー消費量を削減する設定条件をユーザ自身が設定することができる成形品取出機を提供する。
【解決手段】 消費量演算部35は、コントローラ5から入力された複数のエアー装置21の設定条件及び複数の電気装置22の設定条件と消費量情報記憶部27に記憶されている個別エアー消費量情報及び個別電力消費量情報とに基づいて、1成形サイクル当たりのエアー消費量及び電力消費量を演算する。そして表示動作制御部33は、消費量演算部35の演算結果を表示部に表示する。
(もっと読む)
射出成形機
【課題】樹脂部品がインサート成形されるフープ材の何れの箇所に異常があるのかを容易に把握できるようにする。
【解決手段】金型間で挟み込まれた状態で型閉された金型内に溶融樹脂を充填することで樹脂部品がインサート成形される長尺状のフープ材4と、インサート成形する際の所定条件が該所定条件から外れたことを異常として検出する成形条件検出センサ31と、成形条件検出センサ31で異常が検出された時に樹脂部品35がインサート成形されたフープ材4の位置を検出するフープ材動作距離検出センサ32とを備える。前記所定条件から外れたとき、それに基づき成形条件検出センサ31が異常が発生したとして検出を行ない、フープ材動作距離検出センサ32は、異常が発生した時に樹脂部品35がインサート成形されたフープ材4の位置の検出を行なう。
(もっと読む)
成形条件の調整支援方法および射出成形機
【課題】成形条件出しの作業において、作業者が安心して参考として利用できる参考情報を表示する、射出成形機の成形条件の設定支援方法を提供する。
【解決手段】成形品の重量、射出材料の種類等の成形品に関連する基礎データを、射出成形機のコントローラ20に入力する。コントローラ20は四則演算によって、入力された基礎データから、成形条件を調整するときに参考となる参考情報を計算する。参考情報として、例えば、成形品を射出するためのスクリュ6のストローク、シリンダバレル5内の溶融状態の射出材料の比重、等が挙げられる。参考情報をコントローラ20に設けられている表示装置21に表示する。作業者は、参考情報を参考にして成形条件出しを安全に実施することができる。
(もっと読む)
収縮歪の計算方法および解析プログラム
【課題】金型内に充填した熱硬化性樹脂の温度履歴と樹脂圧力を考慮した樹脂の収縮歪を予測することができる収縮歪の計算方法を提供する。
【解決手段】収縮歪の計算方法において、予め、熱硬化性樹脂の樹脂収縮歪を樹脂材料の反応率の変化、樹脂温度の変化、樹脂圧力を含む収縮歪の式として記憶装置に格納し、解析システムにより、連続の式、ナビエストークスの式、およびエネルギ保存式を、樹脂材料が充填される空間の形状に基づいて分解処理された3次元ソリッド要素に基づいて演算処理し、演算処理された結果を用いて、記憶装置に格納した収縮歪の式に基づいた熱硬化性樹脂の収縮歪を含む内容を出力する。
(もっと読む)
射出成形機監視装置
【課題】射出成形機の監視を一段と効率的に実行するものである。
【解決手段】基準製品画像データと検出製品画像データとを比較して射出成形製品における製品異常部分を検出して検出製品画像データにおける製品異常部分画素数を算出し、基準製品画像データにおける基準製品画素数に対する製品異常部分画素数の割合が、予め設定された画素数割合閾値よりも小さい場合、射出成形製品において充填不足が発生した又は正常に射出成形製品が射出成形されたと判断し、射出成形機に型開動作から次の射出成形製品取出動作へ進ませるようにしたことにより、ショートモールドが頻発してしまう場合でも、射出成形サイクルを中断させずに監視を実行でき、一段と効率的に監視を実行し得る射出成形機監視装置を実現できる。
(もっと読む)
外部記憶媒体への射出成形機のデータ保存方法および射出成形機
【課題】射出成形機の成形条件、測定値データ等の各種データを、簡易で安全性の高い方法で暗号化して外部記憶媒体に保存するデータ保存方法を提供する。
【解決手段】射出成形機1の記憶装置5に保存されている成形条件、各種測定値データ、画面のハードコピーである画像データ等のデータを、外部記憶媒体8に保存するとき、操作者が保有しているIDカード13内に格納されている識別番号15をキーにして暗号化する。パーソナルコンピュータによって読み出すときには、IDカード13をパーソナルコンピュータ用IDカード読み取り装置によって読み込んで識別番号15を得て、この識別番号15によって非暗号化する。
(もっと読む)
射出成形機のログイン履歴管理方法および射出成形機
【課題】
特定の操作者に関して、いつ、どの射出成形機にログインしたのかを容易に確認することができるログインの履歴の管理方法を提供する。
【解決手段】
射出成形機(1)において操作者の認証は、無線通信装置(11)を介してIDカード(14)から読み取った識別番号(16)によって行う。認証に成功したら、ログインの履歴をIDカード(14)内のログイン履歴ファイル(17)に記録する。ログインの履歴は、ログインした日時と、射出成形機(1)を特定する号機番号とからなる。従って、IDカード(14)内のログイン履歴ファイル(17)を閲覧すると、当該操作者がいつ、どの射出成形機にログインしたのかについて履歴を確認することができる。
(もっと読む)
射出成形機
【課題】成形条件が変更された場合であっても成形に関する情報を一定の纏まり毎に事後的に利用できるようにする射出成形機を提供すること。
【解決手段】本発明の実施例に係る射出成形機は、所定の成形条件における各ショットの成形情報を成形情報ログに記録して管理する制御装置1であって、成形条件の更新を検出する成形条件更新検出部12と、成形条件更新検出部12により成形条件の更新が検出された場合に、その成形情報ログに記録された成形情報に区切りを設定する区切り設定部13と、を有する制御装置1を備える。
(もっと読む)
射出成形機の操作履歴保存・表示方法
【課題】射出成形機の操作の履歴を情報が重複することなく、効率よく長期間保存でき、操作の履歴を操作者と共に表示する操作履歴保存・表示方法を提供する。
【解決手段】射出成形機を操作するとき、コントローラ内の操作者認証記録処理(3)によって操作者の認証を要求する。操作者の認証記録はログイン履歴ファイル(F1)に保存する。操作者がした操作の履歴は、操作履歴記録処理(4)によって操作履歴ファイル(F2)に保存する。操作によって設定が変更されたときには変更前後のそれぞれの設定値も保存する。履歴表示処理(5)は、表示要求された操作の履歴を操作履歴ファイル(F2)から読み出し、ログイン履歴ファイル(F1)から対応する操作者の情報を検索して、操作の履歴を操作者の情報と共にディスプレイ装置1に表示する。
(もっと読む)
射出成形機の画面の記録・再生方法
【課題】射出成形機の画面を長期間かつ漏れなく記録して、再生表示する方法を提供する。
【解決手段】射出成形機のディスプレイ装置(5)に画面を表示するとき、文字列、アイコン、図形のそれぞれに対応する画面表示指令を生成(2)し、この画面表示指令を解釈して画面表示(3)する。この生成された画面表示指令は、射出成形機のコントローラ内の記憶装置(8)に一定期間保存(6)する。保存されている画面表示指令は、所定の要求によって読み出し(9)て解釈(3)させ、射出成形機のディスプレイ装置(5)に再生画面として表示させることができる。画面表示指令は、外部記憶装置(11)にコピーして取り出し、パーソナルコンピュータ(PC)上で画面を表示させることもできる。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】監視対象の位置ずれに追従して監視検出画像データを得るようにし、キャビティ部分を除去した部分の明るさを合わせるように画像データを修正し、レンズ調整画面や感度設定画面を表示するようにし、安全扉の確認をするようにし、2次監視タイマの計時動作が終了する前に正常判定結果が得られたとき当該計時動作の終了を待たずに直ちに2次監視動作を終了させるようにしたことにより、取扱いが便利かつ判定精度が高い射出成形機監視装置を実現できる。
(もっと読む)
タッチパネルにおける入力ウィンドウの表示方法及び装置
【課題】設定項目や成形機の運転状況によっては、テンキー型キーウィンドウが選択されていても、設定ミスが少ないステップスイッチ型キーウィンドウで設定を変更した方がよい場合には、ステップスイッチ型キーウィンドウを優先して表示する射出成形機のタッチパネルの入力ウィンドウの表示方法及び装置を提供すること。
【解決手段】数値入力項目がタッチされたか否か判断し(SA100)、タッチ操作された場合には機械を運転中であるか否か判断し(SA101)、運転中である場合にはステップスイッチ型キーウィンドウの優先表示は有効であるか否か判断し(SA102)、有効である場合にはステップスイッチ型キーウィンドウを表示し、処理を終了し(SA103)、運転中でない場合、および、優先表示が有効でない場合には選択された入力ウィンドウを表示し(SA104)、処理を終了する。
(もっと読む)
生産機械及びその運転方法
【課題】 省エネルギ性に優れた省エネ運転を容易に行えるようにするとともに、成形品や成形条件等の内容に左右されることなく成形品質を確実に確保する。
【解決手段】 制御系Cにおける全ての制御項目の制御定数を通常運転時の制御定数Ks…に設定して運転を行う通常運転モードMsと、制御系Cにおける各制御項目を制御応答性の重要度から少なくとも二つのグループGs,Geに分類し、重要度の高いグループGsに属する制御項目Ds…の制御定数を通常運転時の制御定数Ks…に設定し、かつ重要度の低いグループGeに属する制御項目De…の制御定数Ke…を通常運転時の制御定数Ks…よりも制御応答性を低下させる大きさに設定して運転を行う省エネ運転モードMeと、通常運転モードMs又は省エネ運転モードMeを選択するモード選択手段Fsとを備える。
(もっと読む)
2−in−1型の混練射出成形装置及びその使用方法
【課題】2−in−1型の混練射出成形装置及びその使用方法を提供する。
【解決手段】前記装置は、フィード段、押圧段、溶融段、混練段、降温段及び射出成形段を含む混練押出ユニットと、それぞれがモールドユニットの入り口に接続されるバルブ制御出口を有する少なくとも一つの配分路を有する配分ユニットと、モールドユニットとから構成される。前記方法は主に、まず高分子物質をフィード段内に投入し、投入された高分子物質を、押圧、溶解、物理発泡剤との混練及び降温などのプロセスをそれぞれ経過させ、前記射出成形段を介して高分子混合物を配分ユニット内に射入する。そして、バルブ制御出口を開き、高分子物質混合物を前記モールドユニットの内部に入らせて充満させる。離型すると、高発泡製品が得られる。
(もっと読む)
射出成形機のモード切換方法
【課題】 計量工程のモード切換を行う場合でも的確な設定変更による円滑な切換を可能にするとともに、成形条件の見直しの時間を解消又は短縮して生産効率を高める。
【解決手段】 モード切換が行われたなら、第一計量モードM1による計量工程に基づく射出工程を行い、かつ射出工程中における動作物理量をスクリュ2の移動距離により積分する積分処理を行うとともに、スクリュ2が射出工程中における条件切換位置Xc…に達したなら当該条件切換位置Xc…における積分値を基準積分値Ds…として記憶する条件学習処理を行い、この後、第二計量モードM2による計量工程に基づく射出工程を行い、かつ射出工程中における動作物理量をスクリュ2の移動距離により積分する積分処理を行うとともに、得られる積分値Ddが記憶した各基準積分値Ds…に達したなら基準積分値Ds…に達した位置を新たな条件切換位置Xc…に変更する条件適用処理を行う。
(もっと読む)
1 - 20 / 59
[ Back to top ]