
Fターム[4F206JP22]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 表示、記録、印刷 (462) | 検出値、測定値の (104)
Fターム[4F206JP22]に分類される特許
1 - 20 / 104
射出成形機のトラブルシューティング方法
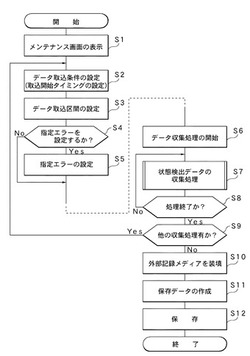
【課題】 トラブルシューティングに必要となる射出成形機の状態(状態変化)に係わる情報を十分な量及び十分な範囲で取得し、的確かつ緻密なトラブルシューティングを迅速かつ効率的に行う。
【解決手段】 予め、複数の状態検出項目,サンプリング時間Ts及びデータ取込条件を設定し、トラブルシューティング時に、動作中の射出成形機Mから、サンプリング時間Ts毎に状態検出データDm…を検出することにより、所定の記憶容量Trを有する第一バッファ2に順次記憶し、かつ記憶したデータ量が記憶容量Trに達したなら記憶した状態検出データDm…を先頭側から順次消去するエンドレス記憶処理を行うとともに、データ取込条件を満たしたなら当該データ取込条件に従って状態検出データDm…を第二バッファ3に取込むデータ取込処理を行い、第二バッファ3に取込んだ状態検出データDm…を用いてトラブルシューティングを行う。
(もっと読む)
射出成形機のモニタデータ表示装置

【課題】複数の中から任意のモニタデータを選択し、複数の射出成形機に対して、所定期間の時刻を第一軸とし、第二軸を選択されたモニタデータとしてグラフ表示できる射出成形機のモニタデータ表示装置を提供する
【解決手段】複数の射出成形機の前記モニタデータを前記第一軸の時刻を同時刻として同時に表示することを特徴とする射出成形機のモニタデータ表示装置は、全射出成形機の表示または選択した射出成形機の表示の選択、表示期間の設定、表示するモニタデータの選択がなされ、同一時間軸で表示され、1〜3号機の射出成形機の表示が選択されており、表示するモニタデータはサイクルタイムであり、表示する期間の開始日時及び、終了時刻が表示され、表示画面内の左上部に選択した機械番号と、右上部にサイクルタイムを文字表示し、左部に表示する成形機に対応する線種と、下部に開始・終了日時を表示し、中央部に各成形機に対応するグラフを個別に表示する
(もっと読む)
成形機の表示装置および表示方法
【課題】 実測成形データの時間と成形条件の変更履歴データの時間とを比較して、実測成形データとの関係において成形条件の変更履歴データが見やすくなる成形機の表示装置および表示方法を提供する。
【解決手段】 実測成形データ33の表示を行う成形機10の表示方法において、各成形の実測成形データ33と成形条件の変更履歴32をそれぞれ時間とともに記憶し、実測成形データ33の時間と成形条件の変更履歴データ32の時間を比較して実測成形データ33と成形条件の変更履歴データ32を時系列に沿って整列し、時系列に沿って整列された実測成形データ33と成形条件の変更履歴データ32を成形機10または成形機10外の表示部18に表示する。
(もっと読む)
電動射出成形機の電圧監視方法および電動射出成形機
【課題】外部から供給される三相交流電圧の品質が成形品に及ぼす影響を評価したり、三相交流電圧の異常による故障を防止することができる電圧監視方法を提供する。
【解決手段】電動射出成形機(1)に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、コントローラ(3)に記録するように構成する。そして前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も記録する。さらに、測定する電圧値が設定された許容範囲を超えたときには、電動射出成形機(1)を停止する。
(もっと読む)
射出成形機のモニタ装置
【課題】変量を色、濃度、等高線等の表示形式に変換してグラフに表示することで、1成形サイクル中で変量にばらつきが発生しているタイミングや区間、さらにはばらつきが発生している成形サイクルの特定やばらつきの傾向等の成形安定性に関する情報を視覚的に把握できるようにし、効率的な良否判定条件の設定が可能な射出成形機のモニタ装置を提供すること。
【解決手段】(a)変量Qの大きさを所定の区間に区切りそれぞれの区間に色情報をあらかじめ対応させて設定し変量Qと色情報とを対応させて表示する表示形式、(b)変量Qの大きさを所定の区間に区切りそれぞれの区間に表示の濃度情報をあらかじめ対応させて設定し変量Qと表示の濃度情報とを対応させて表示する表示形式、(c)等高線を描画する変量Qの大きさをあらかじめ設定し変量Qと等高線とを対応させて表示する表示形式が、射出成形機Mの制御装置100にされている。
(もっと読む)
射出成形機の表示装置
【課題】樹脂漏れが発生したタイミングと、そのタイミングでの樹脂圧力の値を確認することが可能な、射出成形機の表示装置を提供すること。
【解決手段】射出からの経過時間に対応させて、溶融樹脂の樹脂圧力とノズルの押し付け力を同一グラフ上に表示した例であり、樹脂圧力の曲線上の符合bはノズル2の押し付け力が上昇開始時の樹脂圧力,符号cは最大の樹脂圧力,符号dはノズル2の押し付け力が元に戻った時の樹脂圧力を示す。この例では射出中に樹脂圧力が(b)を迎えるタイミングでノズル押し付け力が上昇し始めているので、このタイミングで樹脂漏れが発生していると判断でき、グラフから樹脂漏れが発生したタイミングでの樹脂圧力がわかるため、射出中の樹脂圧力が、樹脂漏れが発生したタイミングの樹脂圧力以下となるように成形条件の変更を行えば樹脂漏れを防止できることがわかる。
(もっと読む)
射出成形装置および射出成形方法
【課題】
本発明は、ボイドとして残存する可能性が高い気泡を含んだ熱硬化樹脂がキャビティ内で加圧・硬化されることを抑制することができる、単純な構成の射出成形装置および射出成形方法を提供することを目的とする。
【解決手段】
本発明に係る射出成形装置10は、上型20および下型30と、樹脂が流入する流入口およびエアを排出する排出口を備え、上型20および下型30によって形成される所定形状の空間であるキャビティ40と、排出口から単位時間当たりに排出されたエアの排出量を計測して、計測値として出力する計測手段50と、流入口からキャビティ40内へ樹脂を流入させ、計測値が所定の値より小さくなった時、樹脂を計測値が所定の値より小さくなった時の流入速度よりも大きい所定の流入速度で流入させる樹脂流入手段60と、を備える。
(もっと読む)
射出成形機の稼働状態監視装置
【課題】状態信号の変化を捉え、さらに、状態信号の変化の前と後を合わせて稼働状態の監視を行う射出成形機の稼働状態監視方法および稼働状態監視装置の提供。
【解決手段】設定1:状態信号Zが運転状態A(自動運転)から運転状態C(アラーム)に変化した場合、稼働状態α(異常停止)とし、設定2:状態信号Zが運転状態B(手動運転)から運転状態C(アラーム)に変化した場合、稼働状態β(手動停止)とし、設定3:状態信号Zが運転状態A(自動運転)から他の運転状態(運転状態B(手動運転)のようなアラーム以外のいかなる運転状態でもよい)に変化した場合、稼働状態γ(生産停止)とし、設定4:状態信号Zが自動運転へ変化した場合、稼働状態ε(生産中)とする。設定4の例では、自動運転に変化した場合に生産中の稼働状態(ε)とする。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の操作性を一段と向上させるものである
【解決手段】監視領域の設定において、キャビティCVの画像部分を囲うように監視領域を設定する際の基準となる始点位置P1をユーザにより指定され、続いてユーザ所望の監視領域の形状を選択された後、終点位置P2を指定されると、ユーザが選択した監視領域の形状に対応させて監視領域を設定することにより、ユーザに煩雑な操作を強いることなく、監視処理において高い精度で異常の検出を行うことができ、操作性を一段と高め得る射出成形機監視装置を実現できる。
(もっと読む)
金型監視装置
【課題】射出成形機の動作異常が生じたときに、その原因を除去する操作を行うことで、警報器の作動停止および制御機構の再起動が自動的に実行される金型監視装置の提供。
【解決手段】一次監視動作または二次監視動作によって射出成形機の動作が異常であるとされたときに、当該射出成形機の運転を停止すると共に警報器を作動し、射出成形機において安全扉を開く操作および運転モード切替スイッチをその他の運転モードに切り替える操作のいずれかの操作が行われたときに、当該射出成形機からの信号により、警報器の作動を停止させ、可動型が型開限の状態にあり、射出成形機における安全扉が閉められた状態にあり、かつ射出成形機における運転モード切替スイッチが自動運転モードの状態にあるときに、当該射出成形機からの信号により、制御機構が再起動される。
(もっと読む)
金型監視装置
【課題】動作異常が生じたときに当該射出成形機の運転を停止し、成形異常が生じたときに当該射出成形機の運転を続行することが可能な金型監視装置を提供する。
【解決手段】監視カメラと制御機構とを備え、制御機構に、型開動作完了後の成形エリア内に成形品が保持された状態の可動型の型面を撮像して得られた一次基準画像データ、および成形品突出動作完了後の成形エリアから成形品が離型された状態の可動型の型面を撮像して得られた二次基準画像データが予め記録され、制御機構において、射出成形機の自動運転中に、型開動作完了後の可動型の型面を撮像して一次監視画像データを取得し、一次監視画像データを一次基準画像データと比較し、一次監視画像データが一次基準画像データと一致するときに、射出成形機の運転を続行し、一次監視画像データが一次基準画像データと相違するときに、一次監視画像データを二次基準画像データと比較する。
(もっと読む)
可塑化装置
【課題】より簡易に且つ迅速に、樹脂の状態を把握可能な可塑化装置を提供すること。
【解決手段】シリンダ2内に樹脂を供給するフィーダ4と、シリンダ2内を軸方向に移動するスクリュ3とを有する可塑化装置100は、シリンダ2内の所定位置に設置されたシリンダ圧センサ6と、シリンダ圧センサ6の検出値に基づいて、計量工程の際に圧力が上昇し始める位置を推定する圧力上昇点推定部11と、を備える。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】射出成形機本体が型開動作又は突出し動作状態にあるとき、オペレータが安全扉を開いて保守点検作業した場合に、これを確認してその後に続く1次監視処理又は2次監視処理をしない待機状態に射出成形機監視装置を制御することにより一段と安全性を高めることができる。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】監視対象の位置ずれに追従して監視検出画像データを得るようにし、キャビティ部分を除去した部分の明るさを合わせるように画像データを修正し、レンズ調整画面や感度設定画面を表示するようにし、安全扉の確認をするようにし、2次監視タイマの計時動作が終了する前に正常判定結果が得られたとき当該計時動作の終了を待たずに直ちに2次監視動作を終了させるようにしたことにより、取扱いが便利かつ判定精度が高い射出成形機監視装置を実現できる。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】可動側型の表面と当該可動側型の表面に形成されたキャビティ内に設定された金型の表面とを撮像して得たレンズ調整画面を提示すると共に、その平均明るさ値を明るさ表示欄に数値表示するようにしたことにより、画像データの明るさを適正に調整できる。
(もっと読む)
射出成形機の点検システム
【課題】点検作業員の熟練度に関わらず、点検作業を効率良く行うことができると共に、射出成形機の作動状態をより正確に把握することが可能な射出成形機の点検システムを提供することを課題とする。
【解決手段】作動状態を検出可能な各種センサを備えた射出成形機100と、点検作業によって得られた情報を入力可能に構成された点検用携帯端末220と、ネットワーク250を介して射出成形機100および点検用携帯端末220に通信可能に接続され、各種センサにより検出された検出結果を射出成形機100の作動情報として取得すると共に点検用携帯端末220への入力情報を点検情報として取得する情報管理装置230と、を備えた。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】監視対象の位置ずれに追従して監視検出画像データを得るようにし、キャビティ部分を除去した部分の明るさを合わせるように画像データを修正し、レンズ調整画面や感度設定画面を表示するようにし、安全扉の確認をするようにし、2次監視タイマの計時動作が終了する前に正常判定結果が得られたとき当該計時動作の終了を待たずに直ちに2次監視動作を終了させるようにしたことにより、取扱いが便利かつ判定精度が高い射出成形機監視装置を実現できる。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】監視対象の位置ずれに追従して監視検出画像データを得るようにし、キャビティ部分を除去した部分の明るさを合わせるように画像データを修正し、レンズ調整画面や感度設定画面を表示するようにし、安全扉の確認をするようにし、2次監視タイマの計時動作が終了する前に正常判定結果が得られたとき当該計時動作の終了を待たずに直ちに2次監視動作を終了させるようにしたことにより、取扱いが便利かつ判定精度が高い射出成形機監視装置を実現できる。
(もっと読む)
圧力制御装置及び圧力制御方法
【課題】圧力に応じた電圧値を周波数信号に変換してその周波数信号の周期に応じて圧力を制御する場合に、周波数信号の周期によらずに精度良く圧力を制御する
【解決手段】歪みゲージ1において射出成形機の所定箇所の圧力を電圧値として検出し、V/F変換器3にてその電圧値を周波数信号に変換して出力し、カウンタ4にてその周波数信号の周期を計測し、制御演算装置5において、V/F変換器3から出力された周波数信号の周波数がしきい値以下の場合は、その周波数信号の立ち上がりエッジから次の立ち上がりエッジまでのクロックによる時間を周波数信号の周期とし、また、V/F変換器3から出力された周波数信号の周波数がしきい値よりも高い場合は、その周波数信号のクロックによる一定時間内のパルス数によって一定時間を除算した値を周波数信号の周期とし、この周期に基づいて射出成形機における圧力制御を行う。
(もっと読む)
加熱溶融型成形装置
【課題】加熱溶融型成形装置から散逸する熱エネルギーを再利用可能であり、使用電力を削減する。
【解決手段】装置本体10と、装置本体10に連通し且つ熱可塑性材料が供給されるシリンダ20と、シリンダ20の先端に配設される成形ヘッド30と、シリンダ20及び成形ヘッド30を加熱し、シリンダ20内及び成形ヘッド30内の熱可塑性材料を加熱溶融する加熱装置40と、シリンダ内20に配設され、シリンダ20内の熱可塑性材料を成形ヘッド30に搬送する搬送スクリュー50と、一端がシリンダ20及び成形ヘッド30の少なくとも一方に接続され、他端が当該一方よりも低温である部位に接続された熱輸送部60と、熱輸送部60の他端側に接続された熱電変換素子70と、熱電変換素子70に接続され、熱電変換素70により発電した電力を蓄電する蓄電部80とを有する加熱溶融型成形装置1である。
(もっと読む)
1 - 20 / 104
[ Back to top ]