
Fターム[4F206JQ15]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | 射出・可塑化スクリュー (310) | スクリュー胴部 (79)
Fターム[4F206JQ15]の下位に属するFターム
溝部、谷部(溝、谷の底面のみ) (21)
フライト、山部 (27)
Fターム[4F206JQ15]に分類される特許
1 - 20 / 31
射出成形機用のスクリュ
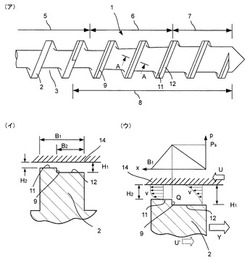
【課題】フライトやシリンダ内壁の摩耗を防止し、金属粉が成形品に混入したり、金属摩擦の発熱による焼け等の成形不良が生じることがない、射出成形機用のスクリュを提供する。
【解決手段】
射出成形機用のスクリュ(1)において、圧縮部(6)寄りの供給部(5)から計量部(7)にかけて、フライト(2)の頂部にステップ状の段部(9)を形成し、頂部(9)を後方寄りの大径部(11)と前方寄りのランド部(12)とから構成する。フライト幅(B1)は加熱シリンダ(14)の内径に対して0.16〜0.26倍に選定する。ランド部(12)と加熱シリンダ(14)の内周壁の隙間(H1)は、大径部(11)と加熱シリンダ(14)の内周壁の隙間(H2)の1.65〜2.15倍に、ランド部(12)の幅(B2)は、フライト幅(B1)の0.63〜0.79倍に選定する。
(もっと読む)
射出成形機

【課題】金型のキャビティへ射出充填される繊維強化熱可塑性樹脂に含まれた強化用繊維の破断を抑制すると共に分散性を高め、所定強度の成形体を得られるようにする。
【解決手段】射出ノズル11から型閉された金型のキャビティに熱可塑性樹脂と強化用繊維とからなる繊維強化熱可塑性樹脂を射出する射出成形機1であって、加熱シリンダ10、加熱シリンダ10内に回転可能に設けられたスクリュー12を備え、スクリュー12には、供給口16から供給されてきた繊維強化熱可塑性樹脂を射出ノズル11側へ移送させながら溶融・混練する圧縮部21、圧縮部21から搬送されてきた溶融・混練された繊維強化熱可塑性樹脂の計量が行われる計量部22を備え、計量部22と圧縮部20の間に強化用繊維を分散させるダルメージ部21を形成する。
(もっと読む)
耐摩耗性と潤滑性に優れた硬質被覆層を蒸着形成した射出成形機のスクリュー。
【課題】硬質被覆層を蒸着形成した射出成形機のスクリューにおいて、硬質被覆層が耐摩耗性と潤滑性に優れ、かつ、硬質被覆層の界面剥離の発生が低減されたスクリューを提供する。
【解決手段】硬質被覆層12を蒸着形成した射出成形機のスクリュー11において、該硬質被覆層12は、TiN膜,AlTiN膜,AlCrN膜,AlTiSiN膜、AlCrSiN膜等の硬質膜層13と、CrN膜,VN膜,TiVN膜等の潤滑膜層14とからなり、潤滑膜層14は、スクリューの軸方向の硬質被覆層12断面において、軸方向に断続的に不連続に延伸形成され、かつ、層厚方向に多層に形成され、また、スクリューの軸方向に直交する硬質被覆層12断面においては、スクリューの軸を中心とする円周方向に沿って断続的に不連続な円弧状に形成され、かつ、層厚方向に多層に形成された層構造を有する。
(もっと読む)
非導通性金属光沢めっき膜を有する樹脂製品の製造方法、及び非導通性金属光沢めっき膜を有する樹脂製品
【課題】金属光沢を有しながら、非導通性の金属膜を形成した樹脂製品を安価に提供する。
【解決手段】めっき触媒核となる金属を含む触媒成分を加圧二酸化炭素に分散させた加圧流体を用いて、表面から深さ1μmまでの表層領域1cm3あたり、触媒成分を、触媒成分の金属換算で0.003〜0.05mg含有する樹脂成形体を作製し、触媒成分を含有する樹脂成形体を無電解めっき処理することにより非導通性金属光沢めっき膜を形成する。
(もっと読む)
射出成形装置、射出成形方法および射出成形装置用の射出スクリュ
【課題】射出成形装置用の射出スクリュの溝部等に樹脂が残留することを防止し、樹脂の酸化劣化、ガス吐出口における溶融樹脂の逆流、詰まりの発生等を防止することができる射出成形装置を提供する。
【解決手段】樹脂を加熱溶融して成形用金型に射出する射出成形装置であって、樹脂を加熱溶融するための加熱シリンダ10と、溝部22の少なくとも一部に多孔性金属で構成された不活性ガス吐出部を有し、加熱シリンダ10内の加熱溶融された樹脂を射出するための射出スクリュ12と、を有する射出成形装置である。
(もっと読む)
射出成形機のスクリュおよび射出成形機
【課題】超臨界状態の不活性流体を溶融樹脂に注入するとき、確実に所定の圧力以上に維持できる射出成形機のスクリュを提供する。
【解決手段】軸方向に分割可能な複数のスクリュピース(6a)からスクリュ(6)を構成する。スクリュピース(6a)に、加熱シリンダ(5)内を第1、2のエリア(A1、A2)に分離するシール(31)を設ける。スクリュピース(6a)内に、第1、2のエリア(A1、A2)を連通し、小径部(33e)を有する溶融樹脂流路(33)を設ける。スクリュピース(6a)の端面(37)からポペット格納穴(36)を明ける。ポペット格納穴(36)にポペット(35)と皿バネ(38)を挿入してリティナ(39)で締め付ける。小径部(33e)は皿バネ(38)によって付勢されたポペット頭部(35a)によって閉塞され、所定の圧力が作用すると開口する。
(もっと読む)
成形機用スクリュー
【課題】バリヤータイプのミキシングセクションを有する成形機用スクリューにおいて、均一な溶融状態を維持しつつ、大きな押出量や吐出量を得ることを可能にする。
【解決手段】溝4Aに流入した樹脂は、順次間隙δ1を通過して、隣接する溝4B〜4Fに流れ込み、その度に、押し側の壁5によって引き延ばされて、頂上51とシリンダー1の内壁11との間の間隙δ1を通過するに際して剪断力を受けて発熱し、溶融度を高める。その他の溝4B〜4Fについても同様である。従って、6個の溝4A〜4Fに各々流入した樹脂は、溝4A〜4Fの数と同数の6回の引き延ばしと剪断力を受けて発熱するため、樹脂の溶融が十分に行われ、樹脂が十分に均質化される。
(もっと読む)
可塑化装置のスクリュおよび可塑化装置
【課題】形状を工夫することにより溶融樹脂から発生したガスを加熱筒の後部側から容易に抜くことができる可塑化装置のスクリュ、および前記スクリュが配設される可塑化装置を提供する。
【解決手段】フライト部31と溝部32a,33a,34a,35a,36aが形成され、加熱筒12内で少なくとも回転可能に設けられた可塑化装置11のスクリュ15の後部から前部に向けて、溝部32a全体が深溝に形成される第1ゾーン32と、溝後部33bが深溝から徐々に浅くなるように形成されるとともに溝前部33cが引き続き深溝に形成される第2ゾーン33と、溝後部34bが浅溝に形成されるとともに溝前部34cが引き続き深溝に形成される第3ゾーン34と、溝後部35bが引き続き浅溝に形成されるとともに溝前部35cが深溝から徐々に浅くなるように形成される第4ゾーン35と、溝部36a全体が浅溝に形成される第5ゾーン36を設ける。
(もっと読む)
溶融成形用ペレット混合物およびその製造方法、ならびに該溶融成形用ペレット混合物を用いた成形品
【課題】十分な透明性を有しながらも、耐薬品性および耐衝撃性に優れた成形品、および該成形品を製造可能な溶融成形用ペレット混合物を提供すること。
【解決手段】少なくとも非晶性ポリアリレート樹脂、およびテレフタル酸成分と1,4−シクロヘキサンジメタノール成分とを主成分とするポリエステル樹脂pを溶融混練してなるペレット(I)、およびテレフタル酸成分と1,4−シクロヘキサンジメタノール成分とを主成分とするポリエステル樹脂qのペレット(II)を含む溶融成形用ペレット混合物であって、ペレット(I)中におけるポリエステル樹脂pの配合量Wpが非晶性ポリアリレート樹脂100質量部に対して10〜500質量部であり、ペレット(I)とペレット(II)との配合比率が質量比(I/II)で10/90〜80/20であることを特徴とする溶融成形用ペレット混合物。上記溶融成形用ペレット混合物を用いて成形されたことを特徴とする成形品。
(もっと読む)
射出成形機用可塑化スクリュ
【課題】射出成形機の可塑化スクリュの圧縮部の形状を改良し、樹脂や添加剤の分解ガスの発生を減らすことができる射出成形機の可塑化スクリュを提供すること。
【解決手段】射出成形機のスクリュSは、供給部F、圧縮部C、および計量部Mを備える。図7はスクリュSの圧縮部Cの一部を図示したものである。溶融が完了した液相のメルトフィルム112は、容易にスクリュフライト10cを越えてスクリュ前方(メルトフィルム流動方向116)に流れていき、固相のソリッドベッド114はスクリュ溝前方にある段差部118に引っかかり、スクリュ溝12cに沿ってせん断圧縮を受けながらスクリュSの先端側に移送されるため、ソリッドベッド114に選択的にせん断圧縮を掛けて樹脂溶融を行うことが可能である。これによって、樹脂に加えるせん断圧縮エネルギーの量を抑えることが可能となり、発生する分解ガスの量を低減することが可能となる。
(もっと読む)
樹脂発泡体の製造装置及び樹脂発泡体の製造方法
【課題】高発泡倍率の樹脂発泡体を高い形状精度で製造することができる樹脂発泡体の製造装置及び樹脂発泡体の製造方法を提供する。
【解決手段】スクリュー20は、圧縮部31と、第1〜第3の供給部30a〜30cとを含んでいる。第1の供給部30aにおけるフライト25のピッチは、圧縮部31におけるフライト25のピッチよりも大きい。第2の供給部30bにおけるフライト25のピッチは、第1及び第3の供給部30a、30cにおけるフライト25のピッチよりも小さい。超音波印加機構46は、射出機構10がキャビティ43に対して樹脂の射出を開始してから樹脂の射出を終了するまでの間の期間の少なくとも一部において、成形型40に超音波を印加する。
(もっと読む)
射出成形機のスクリュおよび射出成形機
【課題】超臨界流体を溶融樹脂に注入するとき、確実に超臨界圧力以上に維持できる射出成形機のスクリュを提供する。
【解決手段】スクリュ(6)に、加熱シリンダ(5)内を第1、2のエリア(A1、A2)に分離するシール(31)を設ける。スクリュ(6)に、第1のエリア(A1)と第2のエリア(A2)を連通する貫通孔(33)を明け、貫通孔(33)にポペット弁(34)を設ける。所定の圧力の溶融樹脂が作用するとポペット弁(34)が開き、溶融樹脂が第1のエリア(A1)から第2のエリア(A2)に流動する。第1のエリア(A1)内の溶融樹脂の圧力を超臨界圧以上に維持できる。
(もっと読む)
混練機、射出成形装置及び被混練物の計量方法
【課題】被混練物を計量し圧力を高めて吐出することが可能な混練機を提供する。
【解決手段】外周部8aにスクリュー7を有し回転可能に設けられた軸状のスクリュー部8と、スクリュー部の外周部及び先端部8bを囲繞するように設けられたシリンダー部9と、を有し、シリンダー部とスクリュー部の外周部及び先端部との間の混練空間に、スクリュー部の内部側に設けられた循環流路を通して被混練物Wを循環させて混練を行う混練機2であって、被混練物を混練空間の外部に吐出させるためスクリュー部の先端部に対向する位置のシリンダー部に設けられた吐出口12と、吐出口を開閉する吐出口開閉機構13と、循環流路を開閉する循環流路開閉機構14と、スクリュー部をスクリュー部の軸線方向Dに進退させるスクリュー駆動機構15と、を備える。
(もっと読む)
耐湿性軽量樹脂成形体の製造方法
【課題】水中または高湿環境下においても使用可能な高外観な耐湿性軽量成形体の製造方法を提供する。
【手段】本発明の耐湿性軽量樹脂成形体の製造方法は、二段圧縮スクリュを有する射出成形機を用いて、熱可塑性樹脂100重量部と、有機系発泡剤のみからなる化学発泡剤0.001〜0.5重量部と、無機系発泡核剤0.1〜1.0重量部とを含む熱可塑性樹脂組成物を溶融する工程と、該溶融状態の熱可塑性樹脂組成物に物理発泡剤を該射出成形機のシリンダ途中から供給する工程と、射出発泡成形する工程とを含むことを特徴とする。
(もっと読む)
射出スクリュ
【課題】 紙繊維が主成分の成形材料用の射出スクリュとして、圧縮比やスクリュ長さなどの仕様を、流動や混練に水分を要する成形材料に適応した仕様にし、材料計量の安定化と成形工程のハイサイクル化を図る。
【解決手段】 スクリュの有効長さLの後端から先端までを順に供給部f、圧縮部c、計量部mに区画し、その各部にわたりスクリュフライトを連続形成した紙繊維を主成分とする成形材料の射出成形に用いる射出スクリュである。スクリュ有効長さLと外径Dの比L/Dを10〜16、外径Dに対する圧縮部の長さLc/Dを3〜4.5、圧縮比1.1〜1.5、供給部fの溝深さhf/Dを0.1〜0.15に設定する。計量部mの長さLm/Dを2〜3.5、 供給部の長さLf/Dを5〜8に設定する。
(もっと読む)
芳香族ポリカーボネート樹脂成形品の成形方法およびその成形品
【課題】射出成形においてヤケがなく、透明性に優れた芳香族ポリカーボネート樹脂成形品の成形方法およびその成形品を提供する。
【解決手段】芳香族ポリカーボネート樹脂組成物(A成分)を射出成形機を用いて射出成形する方法であって、該射出成形機におけるスクリューの圧縮比が1.4〜2. 0の範囲にあり、かつコンプレッションゾーンの長さ(C)とスクリュー全長(L)との比(C/L)が0.3〜0.7の範囲にあることを特徴とする射出成形方法。
(もっと読む)
射出成型機の射出ユニット
【課題】追加工の必要なしに、規格品の樹脂ペレットを用いて射出成型することが可能な射出成型機の射出ユニットを提供する。
【解決手段】一端に供給口12が設けられたシリンダ16と、シリンダ16の中空部18に設けられ、供給口12から供給されたペレットをシリンダ16の他端に向かって、シリンダ16の内周面22に沿って送るスクリュー20と、供給口12から供給されたペレットをシリンダ16内で溶融させる溶融ヒーター34と、スクリュー20をその長手方向を中心に回転駆動させる回転駆動手段と、を有する射出成型機の射出ユニット10において、供給口12の近傍にペレットを軟化させる軟化ヒーター30を設けたことを特徴とする射出成型機の射出ユニット10である。
(もっと読む)
可塑化装置の制御方法
【課題】ベント孔を備えずに加熱筒内のガスや水分を排気することができる可塑化装置の制御方法の提供。
【解決手段】原料Mの入口側から前方へ第1フィードゾーンFZ1、第1コンプレッションゾーンCZ1、第1メータリングゾーンMZ1をフライト高さが順次低くなるよう形成し、第1メータリングゾーンMZ1の前方にデコンプレッションゾーンDZをフライト高さが第1メータリングゾーンMZ1より高くなるように形成し、デコンプレッションゾーンDZから前方へ第2フィードゾーンFZ2、第2コンプレッションゾーンCZ2、第2メータリングゾーンMZ2をフライト高さが順次低くなるように形成するスクリュ3を用いた可塑化装置15の制御方法であって、原料供給装置13は、第1フィードゾーンFZ1、第1コンプレッションゾーンCZ1及び第1メータリングゾーンMZ1を原料M又は溶融原料Mmで充満しないように原料Mの供給量を制限して制御する。
(もっと読む)
射出装置のスクリュー
【課題】 長繊維を含んだ樹脂を射出する過程で該樹脂がスクリューの長手方向に沿ってフライトにより移送される時に、長繊維によって負荷がかかることなく滑らかに射出作業を行うことができる射出装置のスクリューを提供することを目的とする。
【解決手段】 射出装置のスクリューに関し、樹脂が投入されるバレル10の内部に回転自在に配設され、投入された樹脂を移送させるように長手方向に沿って複数の螺旋状フライト23を有する射出装置1のスクリュー20であって、上記フライト23の周りに沿って間隔を置いて複数の溝30が形成される。かかる構成のスクリュー20では、長繊維を含んだ合成樹脂の射出時に負荷がかかることなく滑らかに樹脂が移送されることで滞留による樹脂の炭化現象が防止される。
(もっと読む)
ガス発泡射出成形機
【課題】ガス発泡射出成形機に用いるスクリュの全長を短くすること。
【解決手段】加熱シリンダ内に回転並びに前後進可能に配設されたスクリュを有し、該スクリュは、原料樹脂を混練・可塑化して溶融樹脂とする第1ステージと、該第1ステージから送り込まれた溶融樹脂にガスを混合する第2ステージとを有し、該第2ステージに対してガスを注入するガス注入装置が設けられて、ガスが混合された溶融樹脂を金型内に射出・充填することにより、発泡成形品を得るようにしたガス発泡射出成形機において、第1ステージにおけるネジのピッチPとスクリュの直径Dとの比であるP/Dを0.7〜0.8に設定し、第2ステージにおけるネジのピッチPとスクリュの直径Dとの比であるP/Dを1.0〜1.2に設定した、構成をとる。
(もっと読む)
1 - 20 / 31
[ Back to top ]