
Fターム[4F206JT02]の内容
プラスチック等の射出成形 (77,100) | 駆動手段、制御手段 (2,060) | 可塑化、射出用(射出用ノズルの開閉用を含む) (311) | スクリュー、プランジャーの駆動用 (257)
Fターム[4F206JT02]に分類される特許
1 - 20 / 257
射出成形機の制御装置
射出成形機およびその射出制御方法
【課題】成形材料を射出成形する際に、成形サイクル毎に成形品の重量や外観寸法にばらつきを生じることがある。
【解決手段】射出充填を行う射出工程で、充填速度条件で速度制御する充填工程の後、保持圧力条件で圧力制御する保圧工程を行う射出成形機及びその射出制御方法において、充填工程の開始から終了までの全領域又はその一部領域を、時間又は射出軸の位置に基づく射出圧力検出区間とし、1回の成形サイクル毎に、その区間内で逐次検出される射出圧力の平均値又は積分値のうちの少なくとも一方からなる実測値と、予め基準として設定した射出圧力検出区間内における射出圧力の平均値又は積分値のうちの少なくとも一方からなる基準値とを比較して、その実測値とその基準値の差又はそれらの大小関係のうちの少なくとも一方に応じて、予め設定した保持圧力条件を補正して、同じ成形サイクル中の保圧工程のみ、補正後の条件で圧力制御する。
(もっと読む)
射出成形機のスクリュ取り付け構造

【課題】スクリュ交換時の作業性が良く、かつスクリュ駆動部の大きさが小さくなった場合でも対応できるような射出成形機のスクリュ取付け構造の提供。
【解決手段】スクリュ10の基部の外周にリテーナ50との係合溝である切り欠き12を設け、該切り欠きに該スクリュの軸方向の移動を規制するための該リテーナを係合させると共に、該スクリュの基部を挿通するためのキーあるいはスプラインが設けられた孔を有し、該スクリュの回転方向の移動を規制する固定ブッシュ30をスクリュ駆動部70に固定したスクリュの取付け構造において、該固定ブッシュおよび該スクリュ駆動部の何れか、あるいは双方に該スクリュの回転軸に直交する方向に設けられた該リテーナをスライドさせるためのガイド溝32と、該ガイド溝に該リテーナを挿通し、該リテーナと該固定ブッシュを共に固定するための固定ブッシュ固定ボルト31を該固定ブッシュに設けたスクリュ取り付け構造。
(もっと読む)
射出装置
【課題】応答性を向上させることができる射出装置を提供すること。
【解決手段】射出装置11において、射出シリンダ17の第2室17fにはアキュムレータ22が接続されるとともに、射出シリンダ17の第2ロッド17dには、射出シリンダ17の移動速度を制御する制御ユニットSが接続されている。この制御ユニットSは、第2ロッド17dの移動に追従して第2ロッド17dと同一方向へ移動可能な回転軸24と、第2ロッド17dの直線運動を回転軸24の回転運動に変換するナット25と、回転軸24の他端に連結されたブレーキディスク26と、を有する。制御ユニットSはブレーキディスク26に摺接して摩擦抵抗を発生させる第1及び第2ブレーキパッド27a,27bと、駆動用モータM1によって移動する駆動用ナットN1と、駆動用ナットN1の移動に追従して第2ブレーキパッド27bをブレーキディスク26に対し移動させる移動機構と、を有する。
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】制御装置15は、低速射出においては、ピストンロッド25に固定された継手27に対して出力部材71が前進方向へ当接した状態で、駆動装置11の駆動力のみによりプランジャ5を駆動し、高速射出においては、着脱部13による連結が解除された状態で、シリンダ装置7の駆動力のみによりプランジャ5を駆動し、また、ピストンロッド25を被駆動部に対して相対的に前進させ、プランジャ後退においては、着脱部13による連結がなされた状態で、駆動装置11の駆動力によりプランジャ5を後退させる。
(もっと読む)
成形機の射出装置
【課題】射出プランジャを駆動する液圧装置を小型化できる成形機の射出装置を提供する。
【解決手段】射出装置5は、キャビティCaへ成形材料を押し出す射出プランジャ11と、射出プランジャ11を駆動するシリンダ装置13と、作動液を送出可能なポンプ15と、ポンプ15を駆動するモータ17と、圧力が付与された作動液を保持するアキュムレータ19と、シリンダ装置13への作動液の供給を制御する液圧回路321と、液圧回路321及びモータ17を制御する制御装置22とを有し、液圧回路321及び制御装置22は、ポンプ15によりアキュムレータ19を蓄圧し、高速射出をアキュムレータ19からシリンダ装置13への作動液の供給により行い、増圧及び射出プランジャ11の後退をポンプ15からシリンダ装置13への作動液の供給により行うように構成されている。
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、キャビティ105に溶湯を押し出すプランジャ5と、プランジャ5と連結された射出シリンダ装置7と、変換シリンダ装置29と、射出ヘッド側室21hと変換ヘッド側室33hとを連通するヘッド側連通路51と、変換ピストン35により変換ヘッド側室33hの作動液を射出ヘッド側室21hへ押し出す方向へ変換ロッド37を駆動可能な駆動装置31と、射出ヘッド側室21hに作動液を供給可能なアキュムレータ11と、射出ヘッド側室21hから変換ヘッド側室33hへの作動液の流れを禁止可能なヘッド側逆止弁55とを有している。
(もっと読む)
射出装置
【課題】射出シリンダの高加速化を実現すること。
【解決手段】作動用シリンダ23のピストン23pを作動させることにより、ヘッド側室23hから作動油を押出す。その一方で、作動用シリンダ23のピストン23pの作動に合わせて収容シリンダ24のピストン24pを作動させ、収容シリンダ24のヘッド側室24hに作動油を流入させる。そして、作動用シリンダ23のピストン23pの動作速度が所望速度に到達したタイミングで、収容シリンダ24のピストン24pの作動を停止させる。
(もっと読む)
射出装置
【課題】単一の駆動手段では実現できない、高い射出速度と射出圧を実現可能し得る射出装置を提供すること。
【解決手段】作動油を射出シリンダ16に供給する作動用シリンダ23,24と、作動用シリンダ23,24のピストン23p,24pを駆動させるサーボモータM1,M2と、からなる作動機構を、複数組、射出シリンダ16に接続する。そして、成形材料を射出する低速工程及び高速工程時には、サーボ制御により、各作動用シリンダ23のピストン23pを前進動作させて作動油を射出シリンダ16のヘッド側室16hに供給する。また、増圧工程時には、サーボ制御により、作動用シリンダ24のピストン24pを前進動作させて作動油を射出シリンダ16のヘッド側室16hに供給する。このように複数組の作動機構を備えることで、サーボモータM1,M2に高い性能を要求せずに、射出シリンダ16の高速化及び高圧化を図ることが可能となる。
(もっと読む)
射出装置
【課題】簡単な構成で潤滑剤の供給を可能とした射出装置を提供する。
【解決手段】筒状に形成されて一方側にスクリュ31が接続されると共に他方側に射出モータ43に接続されたボールねじ46が接続され、外周に第1のスプライン49が設けられた回転摺動部材40と、回転摺動部材40を囲繞するよう配設されており計量モータ42に配設された第2のスプライン47が第1のスプライン49とスプライン係合することにより回転摺動部材40を回転させる計量モータ42とを有する射出装置であって、回転摺動部材40は、潤滑剤61を当該回転摺動部材40の内側から第1及び第2のスプライン49,47の係合位置に供給する貫通孔61を有する。
(もっと読む)
射出装置、射出成形機、及び、射出制御方法
【課題】計量後における計量サーボモータの回転トルクを低減することで不要な電力消費を防止し、機構系の負担を軽減すること。
【解決手段】金型30を開閉する型締装置20と、金型30内に材料を射出する射出装置40とを備え、射出装置40は、金型30内に材料を射出することができるスクリュ54と、スクリュ54を回転駆動するとともに最大限界回転トルクが可変である計量サーボモータ61と、計量サーボモータ61の最大限界回転トルクを、スクリュ54により材料を計量した後、スクリュ54を金型30方向に移動させて射出する前にゼロにする又はゼロに収束させる制御部70とを備えている。
(もっと読む)
射出成形機
【課題】電源コンバータの大型化を必要とすることなく、必要な際にDCリンクのエネルギを所望の値に維持すること。
【解決手段】所定の成形サイクルで成形を行うために電源からの電力を変換してDCリンクを介してモータに供給する電源コンバータを制御する制御装置を備えた射出成形機であって、前記電源コンバータは、前記電源からの電力を変換して前記DCリンク側に出力する順方向及び前記モータの回生電力を変換して前記電源側に出力する逆方向の双方向の動作が可能であり、前記制御装置は、前記成形サイクルにおける所定期間だけ、前記DCリンクの両極間電圧が所定の目標電圧となるように、前記電源コンバータを前記順方向で動作させる。
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、プランジャ5と、シリンダ装置7と、駆動装置11と、着脱部13とを有する。プランジャ5は、キャビティ105に成形材料を押し出し可能である。シリンダ装置7は、プランジャ5と連結されたピストンロッド25を有する。駆動装置11は、被駆動部(ナット65等)を有し、ナット65等をピストンロッド25と平行な方向において駆動可能である。着脱部13は、ピストンロッド25とナット65等との連結及び当該連結の解除が可能である。
(もっと読む)
射出成形機の表示装置
【課題】樹脂漏れが発生したタイミングと、そのタイミングでの樹脂圧力の値を確認することが可能な、射出成形機の表示装置を提供すること。
【解決手段】射出からの経過時間に対応させて、溶融樹脂の樹脂圧力とノズルの押し付け力を同一グラフ上に表示した例であり、樹脂圧力の曲線上の符合bはノズル2の押し付け力が上昇開始時の樹脂圧力,符号cは最大の樹脂圧力,符号dはノズル2の押し付け力が元に戻った時の樹脂圧力を示す。この例では射出中に樹脂圧力が(b)を迎えるタイミングでノズル押し付け力が上昇し始めているので、このタイミングで樹脂漏れが発生していると判断でき、グラフから樹脂漏れが発生したタイミングでの樹脂圧力がわかるため、射出中の樹脂圧力が、樹脂漏れが発生したタイミングの樹脂圧力以下となるように成形条件の変更を行えば樹脂漏れを防止できることがわかる。
(もっと読む)
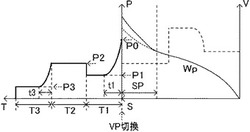
成形条件の設定方法
【課題】充填速度および保圧の応答度合いの選択肢を広げることで応答特性を最適化できると共にその選択作業を容易にする成形条件の設定方法を提供する。
【解決手段】射出充填の開始から終了までを1以上の区間に分割し、各区間に対して射出充填の速度と射出充填の圧力のうちいずれか一方を設定することで、成形条件を1段以上の階段状に設定し、前記1以上の区間のうち少なくとも一つの区間について、当該区間に設定した射出充填の速度又は射出充填の圧力となるまで射出軸の駆動を制御するための応答区間を設定すると共に当該応答区間における成形条件を、曲り度合いが異なる2種類以上の関数から選択する。
(もっと読む)
縦型射出成形機
【課題】、射出ノズルや加熱筒を着脱するときの着脱作業を容易に行なえるようにする。
【解決手段】金型が装着される型開閉ユニットの保持プレート7に、ユニットベース2を介して射出ユニット1を保持した縦型射出成形機において、ユニットベース2に、縦型射出成形機の前後左右の4方向に位置して開口部35を設け、開口部35に連通する作業空間部40をユニットベース2の内側に設ける。これにより、加熱筒4を下降させ、ユニットベース2の内側の作業空間部40に射出ノズル5や加熱筒4の先端側を挿通させた状態において、開口部35から作業空間部40へ手や工具等を差し入れて、射出ノズル5の着脱や加熱筒4の着脱作業を容易に行うことができる。
(もっと読む)
射出装置と成形機および射出装置の制御方法
【課題】一方のボールねじ側に設けた力検出器と他方のボールねじ側に設けたダミー部材とを有する射出装置において、射出圧力等を正確に制御可能な射出装置を提供する。
【解決手段】射出装置13は、射出部の一例であるバレル41を支持する固定側フレーム40と、押出し部材の一例であるスクリュー42を回転可能に支持する移動側フレーム43と、一対のボールねじと、これらボールねじを回転させるサーボモータを有する射出用駆動機構とを備えている。第1のボールねじと移動側フレーム43との間に、ロードセル等の力検出器が設けられている。第2のボールねじと移動側フレーム43との間にダミー部材81が設けられている。制御部14は、力検出器の出力に基いて第1の射出用駆動機構を制御するとともに、力検出器の出力と、力検出器およびダミー部材81のそれぞれのばね定数を考慮した演算とに基いて、第2の射出用駆動機構を制御する。
(もっと読む)
ノズル封止板を備えた射出成形機及び射出成形機の成形運転開始方法
【課題】、成形サイクルの最初の回から良品成形が可能となる射出成形機およびその射出成形機の成形運転開始方法を提供すること。
【解決手段】射出ユニットのシリンダの先端部に設けられたノズルから金型のキャビティに樹脂を射出する射出成形機のノズルを封止する封止位置とノズルを封止しない退避位置に移動可能なノズル封止板を備えた射出成形機の成形運転開始方法において、背圧を掛けて、計量位置まで手動計量を行ったかを判断し、手動計量を行った場合には、連続成形運転を開始し、連続成形運転を開始し、手動計量を行っていない場合には、ノズル封止板をノズル封止位置まで移動し(SA01,SA02)、ノズル封止板にノズルタッチするまでシリンダを移動させ、手動計量を開始し、ノズル封止板からノズルのノズルタッチ解除するため、シリンダを所定距離後退させ(SA03〜SA06)、ノズル封止板を退避位置へ移動させ、連続成形運転を開始する(SA07,SA08)。
(もっと読む)
ダイレクト成形機
【課題】成形中に基材の上面に対して補助的な作業をするためのスペースを確保できるダイレクト成形機の提供。
【解決手段】本発明のダイレクト成形機1は、第1の金型22と射出装置3とを備え、あらかじめ成形された板状の基材Bが第1の金型22の上にセットされ、第1の金型22と基材Bとが接触することにより第1の金型22と基材Bの表面とで限られたキャビティCが形成され、射出装置3は基材Bより下に配設され、かつ第1の金型22を通じてキャビティC内に樹脂材料を射出し、樹脂部品を射出成形しながら基材Bに固定することができる。
(もっと読む)
薄肉成形品の成形方法
【課題】中型以上の液晶用の導光板を薄肉で成形することができる薄肉成形品の成形方法を提供する。
【解決手段】
加熱シリンダ(5)とスクリュ(6)とからなる射出装置(2)を使用して成形する。最初に金型(20、21)を所定量開いた状態にしてスクリュ(6)を軸方向に駆動してキャビティに溶融樹脂を射出する。そして金型(20、21)を型締めして射出された溶融樹脂を圧縮する。この圧縮の実施中に、所定時間だけスクリュ(6)を後退させてキャビティ内の溶融樹脂の樹脂圧を低下させる。その後スクリュ(6)に軸方向の駆動力をかけて溶融樹脂に所定の樹脂圧を印加する保圧を実施する。保圧におけるスクリュ(6)の駆動は、速度制御を実施し、その後圧力制御に切り換えるようにしてもよい。
(もっと読む)
1 - 20 / 257
[ Back to top ]