
Fターム[4F206JT38]の内容
プラスチック等の射出成形 (77,100) | 駆動手段、制御手段 (2,060) | 駆動力の伝達手段 (252) | ボールネジを使用するもの (182)
Fターム[4F206JT38]に分類される特許
1 - 20 / 182
射出装置
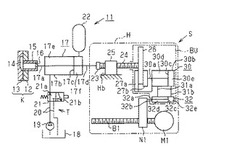
【課題】応答性を向上させることができる射出装置を提供すること。
【解決手段】射出装置11において、射出シリンダ17の第2室17fにはアキュムレータ22が接続されるとともに、射出シリンダ17の第2ロッド17dには、射出シリンダ17の移動速度を制御する制御ユニットSが接続されている。この制御ユニットSは、第2ロッド17dの移動に追従して第2ロッド17dと同一方向へ移動可能な回転軸24と、第2ロッド17dの直線運動を回転軸24の回転運動に変換するナット25と、回転軸24の他端に連結されたブレーキディスク26と、を有する。制御ユニットSはブレーキディスク26に摺接して摩擦抵抗を発生させる第1及び第2ブレーキパッド27a,27bと、駆動用モータM1によって移動する駆動用ナットN1と、駆動用ナットN1の移動に追従して第2ブレーキパッド27bをブレーキディスク26に対し移動させる移動機構と、を有する。
(もっと読む)
射出成形機

【課題】長尺の部品が組み付けられるエンドプレートの設置位置をより柔軟に設定可能な射出成形機を提供すること。
【解決手段】竪型射出成形機100は、型締用ボールねじ機構50が組み付けられるエンドプレート12と、上端が可動プラテン11に結合され下端がエンドプレート12に結合されるタイバー13a〜13bとを備える。エンドプレート12は、エンドプレート12の剛性を補強する補強部12xを含み、補強部12xは、エンドプレート12に対して脱着可能である。
(もっと読む)
射出成形機のノズル前後進用モータの制御装置
【課題】型閉じ工程における金型タッチ位置までの工程と金型タッチ位置から型締め完了までの工程と同期して動作させることにより、サイクル時間が伸び生産性が低下する問題を解決する射出成形機のノズル前後進用モータの制御装置の提供。
【解決手段】金型開閉用サーボモータで金型の開閉を行う型締機構と、ノズル前後進用サーボモータでノズルを前後進させるノズル前後進機構を有する射出成形機の該ノズル前後進用サーボモータの制御装置は、前記金型開閉用サーボモータによって可動側金型が固定側金型にタッチする位置まで型閉じを行い、可動側金型が固定側金型にタッチした位置から型締め完了位置まで型締めし、可動側金型が固定側金型にタッチするのと同時に前記ノズルが金型とタッチするように前記ノズル前後進用のサーボモータによって前記ノズルを前進させ、型締め完了と同時に所定のノズルタッチ力を発生するように前記ノズルを前進させる。
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、キャビティ105に溶湯を押し出すプランジャ5と、プランジャ5と連結された射出シリンダ装置7と、変換シリンダ装置29と、射出ヘッド側室21hと変換ヘッド側室33hとを連通するヘッド側連通路51と、変換ピストン35により変換ヘッド側室33hの作動液を射出ヘッド側室21hへ押し出す方向へ変換ロッド37を駆動可能な駆動装置31と、射出ヘッド側室21hに作動液を供給可能なアキュムレータ11と、射出ヘッド側室21hから変換ヘッド側室33hへの作動液の流れを禁止可能なヘッド側逆止弁55とを有している。
(もっと読む)
射出装置
【課題】簡単な構成で潤滑剤の供給を可能とした射出装置を提供する。
【解決手段】筒状に形成されて一方側にスクリュ31が接続されると共に他方側に射出モータ43に接続されたボールねじ46が接続され、外周に第1のスプライン49が設けられた回転摺動部材40と、回転摺動部材40を囲繞するよう配設されており計量モータ42に配設された第2のスプライン47が第1のスプライン49とスプライン係合することにより回転摺動部材40を回転させる計量モータ42とを有する射出装置であって、回転摺動部材40は、潤滑剤61を当該回転摺動部材40の内側から第1及び第2のスプライン49,47の係合位置に供給する貫通孔61を有する。
(もっと読む)
同期ノズルタッチ機構を有する射出成形機
【課題】射出ユニット後退に要した時間を毎サイクル計測し、型締完了と同時または遅延時間に合わせてノズルタッチ完了を行わせることが可能な同期ノズルタッチ機構を有する射出成形機を提供すること。
【解決手段】スプルーブレイク使用時に型締時間と射出ユニット前進時間を同じにするために減算して差分を計算する。スプルーブレイク使用時に型締時間と射出ユニット前進時間を同じにするために、型締時間から射出ユニット前進時間を減算して差分を計算する。nショット目の型締時間(型閉じ開始から型締完了までの時間)を計測してTとし、射出ユニット前進開始からノズルタッチ完了までの時間(射出ユニット前進時間)を計測してtとし、時間差α=T−tにより差分を計算する。時間差αに基づいて射出ユニット前進開始の時刻(タイミング)を設定する。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】射出ユニットの機構部に過大な負荷が加わることがない射出成形機のノズルタッチ制御装置の提供。
【解決手段】速度補償器106は、速度偏差に基づいて比例、積分などの速度ループ制御をおこなってトルク指令(電流指令)を求める。トルク制限値108は、トルク制限指令TlimCMDにより、該速度補償器から入力するトルク指令を制限し、減算器110に出力する。該減算器は、トルク指令(電流指令)から、サーボアンプ114の駆動電流を検出する電流検出器(図示せず)よりフィードバックされる電流フィードバックIfを減算し電流偏差を求める。電流補償器112は、電流偏差を基に該サーボアンプに出力される電圧指令が生成する。該サーボアンプは該電流補償器から入力する電圧指令に基づいてサーボモータ116を駆動制御する。該サーボモータにトルク制限値を超える過大な負荷が発生した場合には該サーボモータが負荷に負けて回転する。
(もっと読む)
射出装置、射出成形機、及び、射出制御方法
【課題】計量後における計量サーボモータの回転トルクを低減することで不要な電力消費を防止し、機構系の負担を軽減すること。
【解決手段】金型30を開閉する型締装置20と、金型30内に材料を射出する射出装置40とを備え、射出装置40は、金型30内に材料を射出することができるスクリュ54と、スクリュ54を回転駆動するとともに最大限界回転トルクが可変である計量サーボモータ61と、計量サーボモータ61の最大限界回転トルクを、スクリュ54により材料を計量した後、スクリュ54を金型30方向に移動させて射出する前にゼロにする又はゼロに収束させる制御部70とを備えている。
(もっと読む)
射出成形機
【課題】電源コンバータの大型化を必要とすることなく、必要な際にDCリンクのエネルギを所望の値に維持すること。
【解決手段】所定の成形サイクルで成形を行うために電源からの電力を変換してDCリンクを介してモータに供給する電源コンバータを制御する制御装置を備えた射出成形機であって、前記電源コンバータは、前記電源からの電力を変換して前記DCリンク側に出力する順方向及び前記モータの回生電力を変換して前記電源側に出力する逆方向の双方向の動作が可能であり、前記制御装置は、前記成形サイクルにおける所定期間だけ、前記DCリンクの両極間電圧が所定の目標電圧となるように、前記電源コンバータを前記順方向で動作させる。
(もっと読む)
射出成形機及び成形品の製造方法
【課題】ノズルの流路の断面積を容易に変更して、流路から成形型内に射出する成形材料の温度を精度よく制御する。
【解決手段】射出成形機1は、ノズル30の流路31から成形材料Sを成形型10内に射出する。流路31には絞り部32が形成されている。流路調節部材50は、流路31内に配置され、絞り部32との間の距離の変化に伴い絞り部32との間の流路31の断面積を変更する。ネジ機構8は、ノズル30の回転により、流路調節部材50に対してノズル30を変位させる。回転手段60は、ノズル30を回転させて、絞り部32と流路調節部材50との間の距離を変化させる。
(もっと読む)
縦型射出成形機
【課題】、射出ノズルや加熱筒を着脱するときの着脱作業を容易に行なえるようにする。
【解決手段】金型が装着される型開閉ユニットの保持プレート7に、ユニットベース2を介して射出ユニット1を保持した縦型射出成形機において、ユニットベース2に、縦型射出成形機の前後左右の4方向に位置して開口部35を設け、開口部35に連通する作業空間部40をユニットベース2の内側に設ける。これにより、加熱筒4を下降させ、ユニットベース2の内側の作業空間部40に射出ノズル5や加熱筒4の先端側を挿通させた状態において、開口部35から作業空間部40へ手や工具等を差し入れて、射出ノズル5の着脱や加熱筒4の着脱作業を容易に行うことができる。
(もっと読む)
成形機
【課題】射出駆動用モータの駆動力を伝達するためのベルトに比較的大きな負荷が加えられても破断や損傷することを防止できるようにする。
【解決手段】3つの射出駆動用モータ8a,8b,8cの各々に固定された駆動伝達プーリ22a,22b,22cに対してモータ用駆動伝達ベルト23を掛け回し、モータ用駆動伝達ベルト23の内側から外側に向かってこのモータ用駆動伝達ベルト23を押圧して張力を与える駆動伝達ベルト用テンションアイドラ25を設ける。3つの射出駆動用モータ8a,8b,8cを同時に駆動しているとき、各駆動伝達プーリ22a,22b,22cと駆動伝達ベルト用テンションアイドラ25の近傍を通過するモータ用駆動伝達ベルト23の部位は山折りの状態で駆動されるから、モータ用駆動伝達ベルト23が高速で回転されているときに、モータ用駆動伝達ベルト23に対する負荷を軽減することができる。
(もっと読む)
電動射出成形機のスクリュ駆動装置
【課題】高速に射出することができるにも拘わらず、軸方向の長さが短く、シンプルで安価なスクリュ駆動装置を提供する。
【解決手段】スクリュ駆動装置(5)は、スクリュ(3)の後端部にその一方の端部(6a)が固定されているボールネジ(6)と、これに螺合しているボールナット(7)と、第1、2のモータ(9、10)とから構成する。そして、第1のモータ(9)は、ロータ(21)を円筒部(21a)と底部(21b)とから中空に形成し、ボールネジ(6)の他方の端部(6b)を底部(21b)に固着する。第2のモータ(10)は、ロータ(24)を中空に形成し、その内側にボールナット(7)を固定する。この第2のモータ(10)は、第1のモータ(9)の内側になるように配置する。
(もっと読む)
射出成形機及び電力用半導体素子消耗度監視システム
【課題】電力変換装置における電力用半導体素子の消耗度をより正確に且つより低い演算負荷で監視する電力用半導体素子消耗度監視システムを備える射出成形機を提供すること。
【解決手段】電力変換装置10における電力用半導体素子の消耗度を監視する電力用半導体素子消耗度監視システム100を備える射出成形機は、電力変換装置10の運転状態が予め設定された複数の運転パターンの何れに該当するかを判定する運転状態判定部451と、それら複数の運転パターンのそれぞれが実行された場合のその電力用半導体素子の消耗度を予め記憶する消耗度参照テーブル460と、消耗度参照テーブル460を参照して、運転状態判定部451が判定した運転パターンが実行された場合のその電力用半導体素子の消耗度を取得して積算する消耗度積算部452と、を備える。
(もっと読む)
ダイカストマシン
【課題】小型にしてエネルギ効率が高く、かつ射出プランジャの前進速度を高精度に制御可能なダイカストマシンを提供する。
【解決手段】ダイカストマシンの射出用メカニズム10を、射出用サーボモータ12と、当該射出用サーボモータ12の回転力を直進運動に変換する射出用ボールねじ機構13と、当該射出用ボールねじ機構13を構成するねじ軸13aによりピストン体14aが駆動される圧油発生用油圧シリンダ14と、当該圧油発生用油圧シリンダ14と射出用油圧シリンダ1の前進用油室1aとをつなぐ管路15に備えられたチェック弁16とをもって構成する。
(もっと読む)
射出成形機及び射出成形機用制御回路
【課題】射出時におけるスクリュの加減速指令に対する応答性が良好で、高品質の薄物又は精密品を歩留まり良く成形可能な射出成形機及び射出成形機用制御回路を提供する。
【解決手段】射出制御用サーボアンプ26を介して射出用電動サーボモータ4を駆動する射出モータ駆動回路を備えた射出成形機において、前記射出制御用サーボアンプ26に、コントローラ11から出力される射出位置指令パターンxij0にスクリュ1の位置を追随させる射出速度指令vijと、コントローラ11から出力される加速度指令パターンaij0に所要の定数を乗算して得られるトルク加算値taを供給する。
(もっと読む)
ノズルタッチ方法およびノズルタッチ装置
【課題】ブレーキの摩耗は小さく、高価なサーボモータや制御アンプを使用することなく、所望のタッチ力を得ることができるノズルタッチ方法を提供する。
【解決手段】 射出ユニット(1)を、ノズルタッチ方向に駆動している過程において、該ユニット(1)が設定位置に達すると、押部材(14、15、19、…)の駆動を低速度、定押し力に変更し、その後、押部材に設けられているストッパ(35、35)が射出ユニット(1)に取り付けられているブラケット(18)に当接すると、押部材の駆動が停止し、そして押部材に制動(25)をかける。
(もっと読む)
射出成形方法、およびその装置
【課題】品質が安定した成形品を、微小型開き状態を有する射出成形で成形する。
【解決手段】所定の圧力での型締め状態における金型の型締め位置の変更に応じて、微小型開き状態での金型の位置を変更させる。これにより温度変動等により型締め状態における型締め位置が変更された場合であっても、微小型開き状態での型開き量が一定となり、品質の安定した成形品を、微小型開き状態を有する射出成形で成形できる。
(もっと読む)
射出成形方法、およびその装置
【課題】良好な微細転写が可能で、ムラの少ない射出成形方法を提供する。
【解決手段】射出装置から金型内に溶融成形材料を射出し、射出した溶融成形材料を金型内で冷却、固化させて成形品とし、この成形品を、金型内に前後進可能に設けられた押出部材を電動機により前進させて、金型内から押し出し、取り出し可能とした射出成形方法であり、金型が有するキャビティ内の所定位置まで押出部材を押し出し、かつ押出部材に所定量の力を付与して所定の押出し位置に保持させ、その後金型内に射出装置から溶融成形材料を射出し、金型内に射出した溶融成形材料による圧力が、押出部材に、押出部材に加えた所定量の力を超えたときなどに、その圧力により押出部材を金型内で後退させることとして射出成形方法を構成した。
(もっと読む)
圧力制御装置及び圧力制御方法
【課題】圧力に応じた電圧値を周波数信号に変換してその周波数信号の周期に応じて圧力を制御する場合に、周波数信号の周期によらずに精度良く圧力を制御する
【解決手段】歪みゲージ1において射出成形機の所定箇所の圧力を電圧値として検出し、V/F変換器3にてその電圧値を周波数信号に変換して出力し、カウンタ4にてその周波数信号の周期を計測し、制御演算装置5において、V/F変換器3から出力された周波数信号の周波数がしきい値以下の場合は、その周波数信号の立ち上がりエッジから次の立ち上がりエッジまでのクロックによる時間を周波数信号の周期とし、また、V/F変換器3から出力された周波数信号の周波数がしきい値よりも高い場合は、その周波数信号のクロックによる一定時間内のパルス数によって一定時間を除算した値を周波数信号の周期とし、この周期に基づいて射出成形機における圧力制御を行う。
(もっと読む)
1 - 20 / 182
[ Back to top ]