
Fターム[4F206JW06]の内容
プラスチック等の射出成形 (77,100) | 成形品の後処理、後加工 (1,033) | 熱処理 (150) | 加熱 (97)
Fターム[4F206JW06]の下位に属するFターム
アニーリング (29)
Fターム[4F206JW06]に分類される特許
41 - 60 / 68
中空体成形装置
【課題】三次元曲面形状の接合面を有する樹脂部材の接合面を均一に加熱溶融可能な加熱体を備えた中空体成形装置を提供する。
【解決手段】中空体成形装置は、第1凸部と第2凹部とを有する第1金型と、第1凹部と第2凸部とを有する第2金型とを対向して当接することで、第1凸部と第1凹部とにより第1キャビティを、また第2凹部と第2凸部とにより第2キャビティを形成し、この第1キャビティと第2キャビティに溶融樹脂を注入して各々接合面を有する第1半中空部材と第2半中空部材とを形成し、第1凹部に保持された第1中空部材と、第2凹部に保持された第2中空部材とを隙間を持って対向配置するとともに、加熱手段により各々の接合面を加熱溶融して圧接することで第1半中空部材と第2半中空部材とを溶着する中空体成形装置であって、前記加熱手段は、所定形状の基板の両面に複数の赤外線照射体を隣接して配置した加熱体を備えることを特徴とする。
(もっと読む)
軟質容器及びその製造方法

【課題】気密性を十分に確保しつつ生産性を向上でき、特に湿気硬化性シーリング材用に好適な軟質容器及びその製造方法を提供する。
【解決手段】導電性を有する薄膜10aの両面に樹脂フィルム10b、10cを積層状に設けた軟質フィルムからなる筒状の本体部10と、本体部10の上端外周部に設けたリング部材11と、本体部10の下端開口部を閉塞する底板部材12とを有し、リング部材11と底板部材12とを本体部10に対してインサートインジェクションにより一体成形した容器本体2と、容器本体2の上端開口部13を閉塞する蓋部材3とを備え、容器本体2内に内容物5を充填した状態で、蓋部材3の嵌合筒部20をリング部材11に内嵌させ、蓋部材3とリング部材11との嵌合部間に配置される本体部10の上端部を高周波誘導加熱することで、本体部10を介して蓋部材3をリング部材11に気密に融着した。
(もっと読む)
弾性ローラ成形用金型、弾性ローラ及び電子写真方式の画像形成装置
【課題】弾力性、寸法安定性、耐密着性、電気的等質性等の性能が優れ、長寿命の弾性ローラの製造に適し、生産性の向上及び原料である液状シリコーン混合物の無駄削減、製品歩留まりの向上を可能とする弾性ローラ成形用金型、これにより製造した弾性ローラ、現像ローラ、並びにこれを用いた画像形成装置の提供
【解決手段】キャビティを備えた円筒金型、前記円筒金型の端部に装着されたところの、スプルを備えた一端部金型、および前記円筒金型の他の端部に装着されたところの、ベントを備えた他端部金型を有し、前記スプルの形状がキャビティ側に向かって広がった円錐台状であることを特徴とする弾性ローラ成形用金型、この弾性ローラ成形用金型を用いて製造してなることを特徴とする弾性ローラ、弾性ローラに一層以上のコート層を設けた現像ローラ、及びこの現像ローラを備えてなることを特徴とする電子写真方式の画像形成装置。
(もっと読む)
複合体及びその製造方法
【課題】接着剤を用いることなく樹脂とゴムとを直接的かつ強固に接合する。
【解決手段】ラジカル発生剤(有機過酸化物など)で加硫した加硫ゴム部材と、下記式(1)で表される軌道相互作用エネルギー係数Sが0.006以上である水素原子又は硫黄原子を一分子中に少なくとも平均2つ有する熱可塑性樹脂で構成された樹脂部材とを組合せて、樹脂部材と加硫ゴム部材とが直接接合した複合体を得る。
S=(CHOMO,n)2/|Ec−EHOMO,n|+(CLUMO,n)2/|Ec−ELUMO,n| (1)
(式中、Ecはジカルの軌道エネルギー(eV)、CHOMO,nは樹脂の基本単位を構成する第n番目の水素原子の最高被占分子軌道(HOMO)の分子軌道係数、EHOMO,nは前記HOMOの軌道エネルギー(eV)、CLUMO,nは前記n番目の水素原子又は硫黄原子の最低空分子軌道(LUMO)の分子軌道係数、ELUMO,nは前記LUMOの軌道エネルギー(eV)を示し、半経験的分子軌道法MOPACPM3により算出された値である)
(もっと読む)
自動車用内装部品の製造方法
【課題】樹脂基材とその表面に積層される加飾材とからなる積層構造体における端末処理方法であって、均一な加熱処理が行なえるとともに、巻込み時にシワや蛇行等の外観不良を回避でき、美麗な端末処理が行なえる。
【解決手段】積層構造体20,100の巻込みシロ26,123の端末処理方法であって、巻込みユニット70における巻込みコマ71の端面71bに真空吸引力を作用させて、巻込みシロ26を吸着保持した状態でヒーター81による加熱処理を施し、加熱ムラをなくすとともに、加熱軟化処理後は巻込みコマ71により巻込みシロ26を吸着保持しながらテンションを加えつつ、本体裏面側に巻込み処理することで、シワの発生を可及的に防止でき、美麗な製品外観を確保する。
(もっと読む)
ビニル環状炭化水素重合体を含有する樹脂組成物からなる成形物及びその製造方法
【課題】ビニル環状炭化水素重合体を主成分とする樹脂組成物からなる成形物であって、透明性、耐熱性、低吸水性などに優れ、複屈折が小さく、長期間にわたる高温高湿試験及び繰り返しスチーム試験でも白濁することがない成形物を提供すること。
【解決手段】少なくとも一種のビニル環状炭化水素重合体、及び該重合体に非相溶な配合剤を含有する樹脂組成物を樹脂温度を220〜320℃に、かつ、射出成形機のシリンダー内で250℃以上の樹脂温度で滞留する時間を30分間以内に制御して射出成形され、波長780nmで測定した、該成形物の当初の光線透過率(a)と、該成形物を温度65℃、相対湿度90%の雰囲気下に1000時間保持した後の成形物の光線透過率(b)とが、[(b)/(a)]×100≧70の関係を満足する成形物とその製造方法。
(もっと読む)
被覆部材の製造方法
熱可塑性樹脂層(30)により被覆された部材(10)を製造する方法を提供する。この方法は、a)部材(10)を準備する工程、b)プラスチックからなる中間層(20)を、前記部材(10)の少なくとも一部の上に施与する工程、c)前記中間層(20)をプラズマガスによりプラズマ処理する工程、ここで前記中間層(20)の分子または分子の構造は、前記中間層(20)の少なくとも表面において変性される、およびd)熱可塑性樹脂層(30)と、前記中間層(20)を備えた前記部材(10)とが相互に強固に結合するように、熱可塑性樹脂相(30)を射出成形して被覆する工程を有する。  (もっと読む)
(もっと読む)
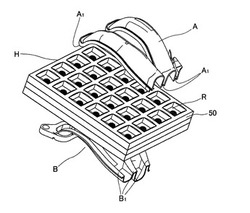
中空成形品
【課題】半成形品の接合部の強度は充分に大きく、しかも接合時に成形工程が複雑になる射出の問題、樹脂の選択の問題等がなく、しかも安価に成形することができる中空成形品を提供する。
【解決手段】第1、2の半成形品(A1、A2)と第3の半成形品(B)とからなる。第1、2の半成形品(A1、A2)は、中空成形品(C)を長手方向に分割したときの分割面に第1、2の接合端面(a、a)を、横方向に分割したときの分割面に第1、2の端部接合端面(a、a)をそれぞれ有し、第3の半成形品(B)は、中空成形品を長手方向に分割したときの分割面に第3の接合端面(b)を有する。そして第1、2の接合端面(a、a)と第3の接合端面(b)が互いに、また第1、2の端部接合端面(a、a)が互いに接合されて中空成形品(C)が構成されている。
(もっと読む)
座や背凭れ、パーティション等として機能する構造物の製造方法およびその方法により製造された構造物
本発明は、膜部材とその周縁の全部または一部を保持する膜支持部材とから成る構造物において、加熱処理により膜部材に張力を付与する際に、膜支持部材や膜部材の機能や外観を損ねてしまうことを防止する方法に関し、膜部材(2)として熱収縮性を有する弾性素材を用い、膜部材(2)を無張力下あるいは構造物として必要な張力より弱い張力で膜支持部材(3)に固定し、その後に膜支持部材(3)における温度を当該膜支持部材(3)の溶融温度よりも低温の状態に維持しながら膜部材(2)を加熱し、膜部材(2)を熱収縮させて該膜部材(2)に構造物として必要な弾力性を発揮させる張力を与えるようにしている。 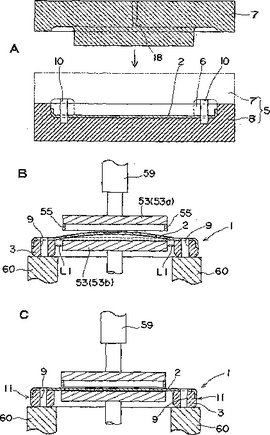 (もっと読む)
(もっと読む)
樹脂成形品の製造方法及び樹脂成形品
【課題】
樹脂燃料タンクとの溶着に必要な厚さを十分に確保でき、接着不良や燃料不透性の低下を防止する樹脂成形品の製造方法及び樹脂成形品を提供する。
【解決手段】
この樹脂成形品の製造方法は、第1型枠10のキャビティ11a内に、樹脂燃料タンクに溶着可能な第1樹脂材料を射出して溶着部材50を成形し、第2型枠20に密接するように第1型枠10を相対移動し、第2型枠20のキャビティ21a内に第2樹脂材料を射出して溶着部材50に固着させると共に、本体40の外層部41を成形し、更に第2型枠20内に燃料不透過性の第3樹脂材料を射出し、外層部41内に内層部42を成形する。これによれは、溶着部材50と本体40とが別々に成形されるので、溶着部材50の溶着時に必要な厚さを十分に確保して、接着不良や燃料不透性の低下を確実に防止する。
(もっと読む)
金属樹脂複合部品および、その製造方法
【課題】 金属部品と同等の強度を有し、且つ軽量な金属樹脂複合部品を提供する。
【解決手段】 樹脂と、該樹脂の架橋助剤となる架橋型多官能モノマーと、前記樹脂中に分散されるトリアジン類で表面処理された金属製フィラーとを配合して混練し、該混練物を金型で成形し、成形後に放射線を照射して前記樹脂を架橋し、該架橋樹脂成形品を100℃以上で熱処理し、引張強度が100MPa以上、比重が3以下とされている。
(もっと読む)
屈折率調整用熱圧転写材及びこれを用いた成型品の製造方法
【課題】 複雑な製造工程を経ることなく、製造コストの抑制を図りながら、シンプルな構成で、確実かつ強力に所望の機能を果たすことができる屈折率調整用転写材及びこれを用いた成型品の製造方法を提供することを目的とする。
【解決手段】 離型性を有する基体シート上に屈折率調整層が積層されてなる屈折率調整用熱圧転写材であって、前記屈折率調整層が、前記基体シートからの剥離性と被転写物への接着性との両機能を備えてなる屈折率調整用熱圧転写材及びこの転写材を射出成型金型内に挟み込み、屈折率調整層側に溶融樹脂を射出することにより樹脂成型品を形成するのと同時に、この樹脂成型品の表面に前記転写材を接着させ、その後離型性を有する基体シートを剥離することからなる成型品の製造方法。
(もっと読む)
2成分射出成形法でスロットルバルブユニットを製造するための方法
本発明は、ハウジング部分(10,13,53)と、該ハウジング部分(10,13,53)に対して相対的に運動可能なバルブ部分(17,18,23)とを有するスロットルバルブユニットを製造するための方法に関する。以下の方法ステップが実施される:
まず、第1のキャビティ内で第1のプラスチック材料からハウジング部分(10,13,53)の射出成形が行われる。得られた、ハウジング部分(10,13,53)の前射出成形体(41)は、第1のキャビティとは空間的に分離された第2のキャビティ(42)内へ移送される。第2のキャビティでは、ハウジング部分(10,13,53)の前射出成形体(41)の内部で第2のプラスチック材料(57)から運動可能なバルブ部分(17,18,23)の射出成形が行われる。第2のキャビティ(42)内への前射出成形体(41)の移送の前に、収縮特性に影響を与え、ひいては前射出成形体(41)とバルブ部分(17,18,23)との間のギャップジオメトリを意図的に調整するために前射出成形体(41)の中間処理が行われる。  (もっと読む)
(もっと読む)
射出成形と高周波ウェルダーの連続成形法および成形品
【課題】 本発明は射出成形に用いる材質が、軟質材料であっても誘電損失係数が高いもの、例えば塩化ビニール樹脂やポリアミド樹脂等であれば、射出成形によって出来上がった複数の成形品を、1つの金型で射出・接合できる成形方法を提供することを課題とする。また、その際に一次成形品の接合部の形状を大きくしたり、変えたりしないことをもう1つの課題とする。さらに、従来法よりもコストを下げ、バラツキを抑えるということをもう1つの課題とする。
【解決手段】 複数の部品が接合されることによりなる合成樹脂製成形品の成形方法において、該接合が該複数の部品を成形した金型と同じ金型を用いて行われ、該複数の部品の接合部を高周波溶着によって接合し、前記射出成形および高周波溶着が成形機の連続した動作として成形されることを特徴とする合成樹脂製成形品の成形方法を提供する。
(もっと読む)
配管ブロックの製造方法及びマニホールドブロックの製造方法
【課題】容易に製造することができ、流体がリークするおそれもない配管ブロックやマニホールドブロックの製造方法を提供する。
【解決手段】配管ブロック21を、必要とする流路22の形状に合わせて形成した抵抗発熱線材23とともに成形することにより、配管ブロック内に抵抗発熱線材を設ける第1の工程と、抵抗発熱線材に電源を接続し、この電源から抵抗発熱線材に電流を流して抵抗発熱線材を発熱させることにより、配管ブロックにおける抵抗発熱線材の周りの部分を加熱溶融する第2の工程と、配管ブロックの溶融部分21Aを除去して又は抵抗発熱線材を引き抜いて配管ブロックに流路を形成する第3の工程とを有する方法とする。また、マニホールドブロックの製造方法では、必要とする空間部の形状に合わせて形成した並列抵抗発熱線材と、必要とする前記空間部への接続口部の形状に合わせて形成した付属抵抗発熱線材とを有してなる抵抗発熱線材を用いる。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなり、所望ならば製品表面に加飾材23が貼付される。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理する際、加熱治具70に低温用ヒーター71、高温用ヒーター72の2段のヒーター71,72を設け、巻込み支点部213は、高温用ヒーター72により充分に加熱処理し、巻込みシロ24は低温用ヒーター71により加熱処理し、溶融面の凹凸を解消し、円滑な巻込み操作を可能とする。
(もっと読む)
樹脂成形品の製造方法及び製造装置
【課題】 樹脂成形品に発生した成長方向の異なるバリを、成形品に損傷を与えることなく確実に除去する。
【解決手段】 回転駆動手段264を駆動し、液体供給手段263の高圧ポンプ263Bを駆動する。これにより、ノズル262を含めた支持部材261が鉛直軸266を中心にして回転されるとともに複数のノズル262から高圧水が樹脂成形品21に向けて上方から噴射される。この時、支持部材261が回転されることにより、各ノズル262から噴射される高圧水の噴流40は、支持部材261の鉛直軸線41に対して斜め下方に向け方向転換されるようになる。すなわち、各ノズル262からの高圧水噴流40は樹脂成形品21に対し鉛直軸線41を中心にして360度の方向から噴射される。
(もっと読む)
フック板の製造システムおよび方法
フックが配されたベッドを有する基体を製造するためのシステムおよび方法であり、特に拡大形状の頭部を持ったフックを有するフック板を製造するためのシステムである。このシステムは、加熱された概ね平らなコイニング板と、フック板の下に配される弾性層と、コイニング板とコイニングされるステムの先端との間に配される形成シートとの使用を含むことができる。 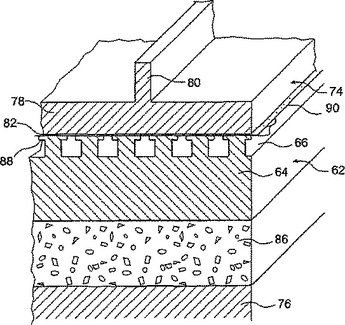 (もっと読む)
(もっと読む)
優れた耐環境応力亀裂性を持つ物品を形成するための方法、組成物及びブレンド
【解決手段】薄肉管を製造するための複数の処理を記載し、下記の工程:物品を射出成型する工程及び物品をアニーリングする工程、重合体と高メルトフローの重合体とのブレンドを射出成型する工程、重合体とナノ粒子又はナノ複合材料とのブレンドを射出成型する工程を包含する。また、重合体又はブレンドのESCR及び/又は引裂抵抗を改善するためのナノ粒子の使用も開示する。 (もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなり、所望ならば製品表面に加飾材23が貼付される。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、薄肉ヒンジ部24を形成し、その後、シリンダ駆動される巻込み駒81により巻込みシロ25を起立させるとともに、加熱治具70に当接させて加熱軟化させた後、巻込み駒81をスライドさせて巻込みシロ25の巻込み処理を行ない、剛性並びに見栄え上、好ましい端末処理部Aを形成する。
(もっと読む)
41 - 60 / 68
[ Back to top ]