
Fターム[4F207AG08]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 管状体(←配管パイプ) (362)
Fターム[4F207AG08]の下位に属するFターム
異形管(←非円形断面) (19)
波形管(←ひだ付き管) (28)
有節管 (8)
曲り管 (3)
Fターム[4F207AG08]に分類される特許
141 - 160 / 304
熱収縮性チューブの製造方法およびその製造装置
【課題】薄肉の軟質チューブの表面汚れを低減しチューブの引き伸ばし不良を解消すると共に自動機で芯材の挿入を容易にする熱収縮性チューブを提供する。
【解決手段】樹脂材料が少なくとも部分的に架橋されたチューブを、前記樹脂材料の融点以上の温度に加熱する加熱工程と、前記チューブが所定内径の60〜90%まで拡張されたときに前記チューブを予冷却して、所定内径にまで拡張する拡張工程と、拡張された前記チューブを冷却する冷却工程とを含む熱収縮性チューブの製造方法。
(もっと読む)
積層樹脂成形体、積層樹脂成形体製造方法及び多層成形品
【課題】低薬液透過性、耐薬品性、耐バクテリア性等に優れ、層間接着力が良好な積層樹脂成形体を提供する。
【解決手段】本発明は、熱可塑性ポリマー層(A)、ポリアミド系樹脂層(B)及び熱可塑性樹脂層(C)を有する積層樹脂成形体であって、熱可塑性ポリマー層(A)、ポリアミド系樹脂層(B)及び熱可塑性樹脂層(C)は、この順に積層され、互いに強固に接着しており、熱可塑性ポリマーは、ポリアミド系樹脂と熱融着により接着するものであり、かつ、含フッ素エチレン性重合体であり、ポリアミド系樹脂は、アミン価が10〜60(当量/106g)であるものであり、熱可塑性樹脂は、官能基を有することにより熱融着によってポリアミド系樹脂と強固に接着するものであり、かつ、含フッ素エチレン性重合体であり、官能基は、カルボニル基を有するものであることを特徴とする積層樹脂成形体である。
(もっと読む)
押出機のための位置合わせ可能な冷却プラグ
パイプの製造のための成形装置は、再循環成形ブロックに対する押出ヘッドのミスアライメントを補正するために、押出ヘッドに調整可能に固定された冷却プラグを有利に使用する。これによって、成形パイプの壁の厚み変動を補正するための成形装置を調整するための簡略な調整がもたらされる。この装置を、既存の位置合わせシステムと組み合わせて使用することができる。 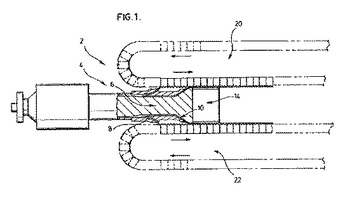 (もっと読む)
(もっと読む)
複合管およびその製造方法

【課題】十分な断熱性能を備えていることは勿論のこと、発泡樹脂保護層が柔らかく、継手への接続作業が容易でかつ発泡樹脂保護層の外観形状に優れた複合管およびその製造方法を提供することを目的としている。
【解決手段】ポリプロピレンを30〜60重量%含有する熱可塑性エラストマーを主成分とする樹脂組成物に熱可塑性エラストマー100重量部に対して発泡剤を1.0〜10重量部の割合で添加した発泡性組成物を管本体の周囲を囲繞するように押出成形して発泡させて発泡倍率1.5〜3.0倍で発泡した発泡樹脂から形成されてなる発泡樹脂保護層が得るようにした。
(もっと読む)
フィルム用多層芯管およびその製造方法
【課題】フィルムの捲取時の段差発生およびしわの発生を効果的に防止可能であり、且つ効率的な製造が可能なフィルム用多層芯管を提供する。
【解決手段】100%伸長時の引張応力が0.5〜10MPa、密度が0.85〜0.91g/ccであり、更に0.1〜20重量%の滑り性改質剤を配合した熱可塑性エラストマー(a)からなる外管と、引張降伏応力が20MPa以上、密度が0.88〜0.95g/ccである硬質樹脂(b)からなる中空内管との共押出積層体からなることを特徴とする、フィルム用多層芯管。
(もっと読む)
キャリブレータ
本発明は、主として矩形の断面を有する押出し成形中空熱可塑性プロファイル(1)の製造用のキャリブレータに関し、当該キャリブレータは、協働で前記キャリブレータを通して延出しその断面が製造されるべき前記熱可塑性プロファイル(1)の外形を決定する通路(K)を形成するべく互いに離間して配置された多数の層状プレート(S)を支持する固定フレーム構造体(7)を有する。本発明に拠れば、前記通路(K)の壁の少なくとも1つは前記キャリブレータ・プレート(5)の可動部分(8;9)によって区画形成され、この部分は、キャリブレータ(4)を異なる高さ/幅比を有する熱可塑性プロファイル(1)に適合させるべく前記通路に対して垂直方向に調節可能である。  (もっと読む)
(もっと読む)
発泡成形体およびその製造方法
【課題】 本発明は、従来の発泡成形体に対してさらに環境に優しい発泡成形体を安価に、かつ効率的に作ることが可能となる発泡成形体の製造方法およびその製造方法により得られる発泡成形体を提供することにある。
【解決手段】 発泡成形体の製造方法であって、少なくとも熱膨潤性マイクロカプセルを分散させた熱可塑性樹脂をサーキュラーダイを有する押出機より押し出し筒状熱可塑性樹脂を得る工程、該筒状熱可塑性樹脂を平板状に広げると同時に1.5倍以上10.0倍以下の発泡倍率で発泡させ、冷却固化させる工程を含むことを特徴とする発泡成形体の製造方法を提供する。前記熱可塑性樹脂が、20以上60重量%以下のフィラーを含むことを特徴とする発泡成形体の製造方法を提供する。前記フィラーが、フィラー全体量に対して30以上100重量%以下の繊維状有機フィラーを含むことを特徴とする請求項2に記載の発泡成形体の製造方法を提供する。
(もっと読む)
半導電性ベルトの製造方法
【課題】半導電性ベルトにおける電気抵抗値の電圧依存性を小さくすることが可能であるとともに、電気抵抗値の面内バラツキを抑制可能な、電気特性に優れた半導電性ベルトの製造方法を提供することを目的とする。
【解決手段】導電性フィラーを含有するポリエーテルサルホン系樹脂フィルムからなる半導電性ベルトを製造する方法であって、前記導電性フィラーを含有するポリエーテルサルホン系樹脂をフィルム状に成形した後、該フィルム1にプラズマ処理を施すことを特徴とする。
(もっと読む)
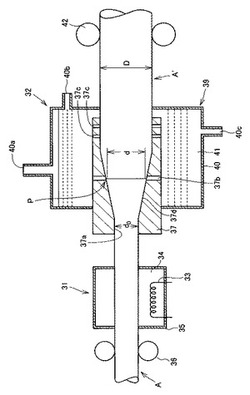
樹脂成型装置
【課題】 樹脂チューブの引き取り速度を速くして生産性の向上に寄与することのできる樹脂成型装置を提供する。
【解決手段】 溶融樹脂から樹脂チューブ1を成型する樹脂成型装置において、前記樹脂チューブの内径及び外径を規定する冶具として、チューブ成型部14及び心棒15を備えた。
(もっと読む)
未加硫ゴムホースの予備加熱方法および装置。
【課題】 未加硫ゴムホースの供給(送り)速度に関わらず、電磁誘導による予備加熱を均一に行い、加硫工程に先立つゴムホースの昇温を均一にして、加硫製品の安定した品質を確保できる未加硫ゴムホースの予備加熱方法および装置を提供することを目的とする。【解決手段】 磁性金属体2を含む未加硫ゴムホース1を電磁誘導コイル5の通電にて前記磁性金属体2に発生する電磁熱により予備加熱するものであって、速度検出手段4により検出した未加硫ゴムホース1の送り速度に応じて前記電磁誘導コイル5の電力を制御する電力制御手段6を設けたことにより、未加硫ゴムホース1の送り速度の加減に伴って電磁誘導コイル5の電力も加減されるので、磁性金属体2を含む未加硫ゴムホース1が過度に予備加熱されることがなく、均一かつ適度に昇温されて加硫工程における加硫時間が効果的に短縮され、加硫装置の小型化を可能にし、加硫製品の安定した品質が確保できる。 (もっと読む)
燃料ホースの製法
【課題】先端部の外側ゴム層が剥がれないようにすることができる燃料ホースの製法を提供する。
【解決手段】樹脂層12と、上記樹脂層12の外周に積層される外側ゴム層13とを備えた燃料ホースの製法であって、押出成形により樹脂層12を形成した後、外側ゴム層13を押出成形するのに先立って、上記樹脂層12の外周面を減圧下でマイクロ波プラズマ処理する。
(もっと読む)
保護カバーの製造方法及びその保護カバー
【課題】復元力に優れた発泡体であって、装着性が高く、高い保持性で被保護材を長期間に亘り保護できる保護カバーの製造方法及びその保護カバー、並びにその保護カバーの製造装置を提供する。
【解決手段】熱可塑性樹脂を押出発泡し、断面が環状であり、かつ壁部が軸方向に切断された筒状発泡体1を成形する成形工程と、切断部に隣接する一方の側壁を他方の側壁側に折り曲げる折曲工程とを経て保護カバーを製造し、前記折曲工程において、前記一方の側壁の内壁を冷却し、内外壁の収縮差を利用して他方の側壁側に折り曲げて製造する。
(もっと読む)
樹脂発泡シート製造装置用プラグ及び樹脂発泡シート製造方法
【課題】発泡シートの引き取り抵抗が小さくなり、切断回数が少なくなり、メンテナンスが簡略化でき、低倍で引き取り速度の高い発泡シートも安定して製造が可能となるプラグの提供。
【解決手段】押出機内で溶融混合された樹脂と発泡剤との溶融混合物を、前記押出機に取り付けたダイを通して低圧領域に押出して発泡させ、前記発泡により得られた発泡中間体を、プラグの外周面に沿わせて延伸させて樹脂発泡シートを製造する樹脂発泡シート製造装置に用いるプラグにおいて、プラグ外面にセラミック材料が溶射されてなるセラミック溶射部が形成されていることを特徴とする樹脂発泡シート製造装置用プラグ。
(もっと読む)
積層発泡シート及びその製造方法
【課題】 本発明は、軽量性及び帯電防止性能に優れた積層発泡シートを提供する。
【解決手段】 本発明の積層発泡シートの製造方法は、ポリプロピレン系樹脂を発泡剤の存在下にて溶融混練して発泡性ポリプロピレン系樹脂とする一方、エチレン−プロピレンランダム共重合体50〜90重量%、高密度ポリエチレン10〜50重量%、並びに、エチレン−プロピレンブロック共重合体及び/又はプロピレン単独重合体0〜20重量%を含むポリオレフィン系樹脂と、帯電防止剤とを含有する帯電防止樹脂組成物を溶融混練して共押出発泡し、発泡性ポリプロピレン系樹脂を発泡させてなる筒状の発泡層と、この発泡層の内面に積層一体化された帯電防止樹脂組成物からなる筒状の帯電防止層とからなる筒状発泡体を製造し、この筒状発泡体をマンドレルに供給して冷却した上で筒状発泡体を展開することを特徴とする。
(もっと読む)
建築用配管材およびこの建築用配管材の成形方法
【課題】配管材そのもので防火措置が可能な施工性に優れた建築用配管材、およびこの建築用配管材の成形方法を提供することを目的としている。
【解決手段】本発明の建築用配管材は、ポリ塩化ビニル系樹脂に熱膨張性黒鉛を含有させた耐火性樹脂組成物で構成されており、その配合比が、ポリ塩化ビニル系樹脂100重量部に対して、熱膨張性黒鉛が1〜10重量部であることを特徴とする。
(もっと読む)
短繊維配向ゴム又は合成樹脂の製造法及び押出成形用拡張ダイ
【課題】短繊維を周方向に効率良く配向させることにより、周方向において優れた機械的性質を有する筒状体を容易に成形することができる短繊維配向ゴム又は合成樹脂の製造法及び押出成形用ダイヘッドの提供を目的としている。
【解決手段】短繊維が混錬されているゴム又は合成樹脂を断面環状の成形空間6から押し出し、短繊維を所定方向に配向させたゴム又は合成樹脂の筒状体を成形する方法であり、成形空間6において径が押出方向に拡大する拡張部9を通過させ、成形空間9の入口部6iの流路幅Wiと出口部6oの流路幅Wo、及び、成形空間6の軸心を中心とする入口部6iの半径Riと出口部6oの半径Roとが、Wo/Wi<Ro/Riの関係を満たしている。そして、成形する前記筒状体の周方向の機械的性質に応じ、Ro/Riの値を2≦Ro/Ri≦8の範囲内で調整することによって前記短繊維の配向を調節する。
(もっと読む)
ホースの製造方法及びワイヤ巻き付け装置
【課題】高圧ホースのワイヤ補強層を編み上げる際、ワイヤの浮きや弛みの発生を防止することができるとともに、ホース裁断時にホース端部の広がりを効果的に防ぐことができるホースの製造方法及びワイヤ巻き付け装置を提供する。
【解決手段】内管14の周囲にワイヤWを巻き付けてワイヤ補強層18を有するホースを製造する方法であって、前記ワイヤが前記内管の径方向外側に広がらないように該ワイヤにくせを付ける工程を含むことを特徴とするホースの製造方法。好ましくは、ワイヤ巻き付け装置10が、ワイヤが内管の径方向外側に広がらないように該ワイヤにくせを付けるくせ付け用ローラ48を備え、内管を支持したマンドレル12を回転定盤20の中心孔22に通過させるとともに該回転定盤を回転させることにより、マンドレルに支持された内管の周囲にくせが付けられたワイヤを巻き付ける。
(もっと読む)
ゴムマンドレル
【課題】耐熱老化性に優れると共に、補強材のブラスメッキスチールコードとの良好な接着性に有し、耐久性に優れたゴムマンドレルを提供することを目的とすること。
【解決手段】ブラスメッキスチールコードを補強材とし、(A)エチレン−(メタ)アクリル酸エステル共重合ゴム及び/又は水素化されたアクリロニトリル−ジエン共重合ゴムからなるゴム成分100質量部に対して、(B)フェノール樹脂1〜30質量部、(C)シリカ1〜30質量部、(D)特定構造のトリアジン系化合物0.1〜5質量部、及び(E)有機過酸化物1〜15質量部を配合してなるゴム組成物で形成したゴムマンドレルである。
(もっと読む)
マンドレル
【課題】耐水老化性、耐熱老化性、耐熱性、ヒートサイクル性が優れたマンドレルを提供。
【解決手段】芳香族ジカルボン酸と脂肪族又は脂環族ジオールとから構成されたポリエステルからなるハードセグメント及び主として脂肪族ポリカーボネートからなるソフトセグメントが結合されてなるポリエステルエラストマーであって、該熱可塑性ポリエステルエラストマーの示差走査熱量計を用いて昇温速度20℃/分で室温から300℃に昇温し、300℃で3分間保持した後に、降温速度100℃/分で室温まで降温するサイクルを3回繰り返した時の一回目の測定で得られる融点(Tm1)と3回目の測定で得られる融点(Tm3)との融点差(Tm1−Tm3)が0〜50℃であり、かつ切断時の引張強度が15〜100MPaである熱可塑性ポリエステルエラストマーを含有するマンドレル。
(もっと読む)
樹脂製燃料タンク用燃料ホースおよびその製法
【課題】ジョイントを介することなく、樹脂製燃料タンクに直接溶着することができる樹脂製燃料タンク用燃料ホースおよびその製法を提供する。
【解決手段】EVOHと変性HDPEとを主成分するアロイ材料からなるバリア層1の内周面および外周面に、HDPEからなる溶着層2が形成された3層構造を有し、その一端開口部が、拡径部に形成されているとともに肉厚部に形成されている。その拡径部(肉厚部)は、押出成形において、金型の型面の拡径部分にホース基体を押し出す際に、金型の移動速度を低下させることにより、形成することができる。
(もっと読む)
141 - 160 / 304
[ Back to top ]