
Fターム[4F207AG08]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 管状体(←配管パイプ) (362)
Fターム[4F207AG08]の下位に属するFターム
異形管(←非円形断面) (19)
波形管(←ひだ付き管) (28)
有節管 (8)
曲り管 (3)
Fターム[4F207AG08]に分類される特許
81 - 100 / 304
環状外形を有する多層構造体並びにその製造方法及び装置
環状外形を有する多層フィルム構造体並びに開示された構造体の製造方法及び製造装置を開示する。この環状多層物品は、均一な厚さ、少なくとも4層の層を有し、重なり合った外周領域及び重なり合っていない外周領域を含み、ここで、重なり合っていない領域の層構造は、重なり合った層内で二重になっている。この構造体の製造方法は、熱可塑性樹脂材料の少なくとも4つの層を有する多層流動流を用意し、この多層流動流を環状ダイの分配マニホールドに供給して、環状多層流動流を形成し、そしてこの環状ダイから環状多層流動流を取り出して、環状多層構造体を形成することを含む。少なくとも4つの層の多層流動流を環状ダイのマニホールドに供給する、任意的な層マルチプライヤーを有するフィードブロック及び多層流動流を押し出す少なくとも1個の分配マニホールドを有する環状ダイを含んでなる装置も開示される。  (もっと読む)
(もっと読む)
押出成形金型

【課題】熱可塑性樹脂の流れを制御し、シームレス製品の品質を安定させることのできる押出成形金型を提供する。
【解決手段】押出成形金型は、周面3を有する軸状のマンドレル5を、シリンダ状のダイボディーに挿入し、マンドレル5とダイボディーとの間隙に供給される熱可塑性樹脂を、マンドレル5の一端11から他端13へ向かう押出方向に導くものである。マンドレル5の周面3には、凹状拡流部15と導入路17と複数のスパイラル溝19とが形成されている。凹状拡流部15は、その両側の端部27を互いに反対向きに延ばした三日月形の凹部である。スパイラル溝19は、マンドレル5の周面3の凹状拡流部15から押出方向に隔たる位置を始端35としている。
(もっと読む)
樹脂発泡シート及び発泡樹脂製容器

【課題】ソリッド層の表面に接着させた表装シートなどの接着物を容易に剥離しうる樹脂発泡シートを提供し、ひいては、表面に表装シートなどを接着させて用いられる用途に適した発泡樹脂製容器を提供することを課題としている。
【解決手段】発泡層の表面にソリッド層が形成されている樹脂発泡シートであって、前記ソリッド層の表面粗さが0.10μm以上の算術平均粗さ(Ra)となるように形成されていることを特徴とする樹脂発泡シートなどを提供する。
(もっと読む)
押出用中芯、ゴムホースの製造方法およびゴムホース
【課題】使用する材料、材料の種類を少なくして簡単、かつ、安価に製造することができ、引き抜きも短時間で簡単に行うことができるとともに、使用する材料、材料の種類を少なくしてごみの排出量を少なくすることのできる押出用中芯を提供する。
【解決手段】ゴムホースを成形するための押出用中芯35であって、円筒状のセット用中芯33と、このセット用中芯33の外周に被せ、沿わせたデニット加工丸編みの伸縮性筒状布32とを備え、伸縮性筒状布32が、ゴムホースを成形する成形素材およびセット用中芯33に対して離型性を有した素材で織られている。
(もっと読む)
背圧制御ブレーキ装置を備えた押出装置
本発明は、プラスチックより成る筒形の半製品を製造するための押出装置であって、圧力負荷されたプラスチックの溶融物を提供するための押出機(1)と、溶融物をほぼ筒形のプラスチックストランド(8)として前記押出機(1)から押し出す、前記押出機(1)に配置された少なくとも1つの押出工具(7)と、プラスチックストランド(8)を冷却し、かつこのプラスチックストランド(8)に所定の外径(d)を与えるための、前記押出工具(7)に後置接続され、新たに押し出されたプラスチックストランド(8)によって通過されるキャリブレータ(2)と、プラスチックストランド(8)に該プラスチックストランド(8)の送り方向とは逆向きの可変な軸方向力(A)を加えるための、前記キャリブレータ(2)に後置接続されたブレーキ装置(3)と、前記ブレーキ装置(3)によってプラスチックストランド(8)に加えられた軸方向力(A)を測定する力センサ(9)と、を有している形式のものに関する。本発明の課題は、このような形式の押出装置を改良して、高精度の調整が得られ、高耐熱性のプラスチックを処理するために適したものを提供することである。この課題を解決した本発明によれば、前記ブレーキ装置(3)が、プラスチックストランド(8)に対して半径方向で可動にガイドされた、摩擦面(19)を備えた少なくとも1つのブレーキシュー(16)を有しており、プラスチックストランド(8)に軸方向力(A)を加えるために、半径方向で可動にガイドされたブレーキシュー(16)が、プラスチックストランド(8)の外周面に前記摩擦面(19)が当接する際に該摩擦面(19)を半径方向力(R)で押圧可能であって、前記摩擦面(19)が、筒形周面の凹状の切欠として構成されている。  (もっと読む)
(もっと読む)
ゴムホース製造方法
【課題】加硫手段にガラス窓を設けることなく、加硫されるゴムホースの撓み(懸垂曲線)を算出することができるゴムホース製造方法を得る。
【解決手段】カテナリ測定器44はゴムホース12の懸垂曲線を測定する。そして、カテナリ測定器44によって測定されたゴムホースの懸垂曲線に基づいて張力調整制御部50が加硫パイプ26を通過するゴムホース12の懸垂曲線を算出し、ゴムホース12に付与する張力を調整して加硫パイプ26を通過するゴムホース12の懸垂曲線を決められた形状に変更する。ここで、カテナリ測定器44は、ゴム押出 加硫パイプ26よりゴムホース送り出し方向下流側に設けられる。このため、加硫パイプ26にガラス窓を設けることなく、加硫されるゴムホース12の懸垂曲線を算出することができる。
(もっと読む)
ポリテトラフルオロエチレン樹脂製チューブの製造装置及びその製造方法並びにポリテトラフルオロエチレン樹脂製チューブ
【課題】本発明は、極細のPTFE樹脂製チューブを煩雑な工程を経ることなく製造することができるPTFE樹脂製チューブの製造装置及びその製造方法並びにPTFE樹脂製チューブを提供する。
【解決手段】押出成形装置10のマンドレルを、マンドレル芯材2とマンドレル補強管3とからなる二重軸構造とする。マンドレル補強管3の下端部から突出されたマンドレル芯材2の下端部2Aを、ダイ6の開口部6Aを介してトップダイ7の形成用開口部7Aに貫通配置する。マンドレル芯材2の外径は、0.05〜1.0mmであり、マンドレル補強管3の内径はマンドレル心材2の外径と同寸法である。トップダイ7の形成用開口部7Aの直径は0.11〜1.4mmである。押出成形装置10によって製造されるPTFE樹脂製チューブの内径は0.05〜1.0mmであり、厚さは、0.03〜0.2mmである。
(もっと読む)
多層ポリマー物品およびその製造方法
ポリマー物品は、第1の層およびこの第1の層と直接接触する第2の層を含み得る。第1の層は、低表面エネルギーポリマーを含み得、少なくとも5%の接触指数を有し得る。第2の層は、エラストマーを含み得る。 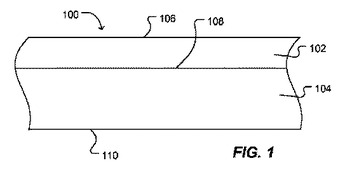 (もっと読む)
(もっと読む)
筒状フィルムの切断方法
【課題】熱可塑性樹脂または熱可塑性エラストマー組成物からなる筒状フィルムの切断端をささくれの問題を生じることなく均一にすることが可能な筒状フィルムの切断方法を提供する。
【解決手段】熱可塑性樹脂または熱可塑性エラストマー組成物からなる筒状フィルム1を所定の長さに切断する際に、筒状フィルム1を取り付ける拡縮可能なドラム2を使用する。ドラム2はドラム周方向に沿って延在する幅1〜5mmの切断用隙間2Cを有している。縮径状態のドラム2の外周側に筒状フィルム1を切断用隙間2Cを跨ぐように配置した後、ドラム2を拡径して筒状フィルム1を拡径したドラム2により内側から保持する。次いでカッター6を切断用隙間2Cに沿って移動させながら筒状フィルム1を1周にわたって切断する。
(もっと読む)
ゴムチューブの製造方法
【課題】 管壁内の所定の位置に補強繊維体が埋設されたゴムチューブを高い品質で、かつ効率的に製造する方法を提供する。
【解決手段】 押出ヘッドのダイ41とマンドレル42により形成される内部空間から未架橋ゴムを押出して未架橋ゴムチューブを形成しながら、未架橋ゴムチューブの管壁内部に補強繊維体2を埋設一体化するチューブ押出工程に引き続いて、未架橋ゴムチューブを加熱して架橋するチューブ架橋工程(5)を行うゴムチューブAの連続成形方法において、補強繊維体2を未架橋ゴム内に誘導可能なガイド部材43を、ダイの内周面から前記内部空間にその先端部が突出するように設け、チューブ押出工程の未架橋ゴム押出とともに補強繊維体2をガイド部材先端部から繰り出すようにして、チューブAの管壁内部の所定位置に補強繊維体2を埋設する。
(もっと読む)
熱収縮性フッ素樹脂チューブの製造方法
【課題】溶融押出成形において1段の操作により成形され、外径のばらつきが低減される熱収縮性のフッ素樹脂チューブ等を提供する。
【解決手段】溶融したフッ素樹脂材料を金型20によりチューブ状に押し出す押出工程と、金型から押し出されたチューブ状のフッ素樹脂材料を一定の引き取り速度で連続的に引き取りつつ、金型の近傍においてチューブ状のフッ素樹脂材料の内周面を円筒形状の冷却部材30の外周面に接触させて、チューブ状のフッ素樹脂材料Fを170℃以下の温度に冷却する冷却工程により、フッ素樹脂チューブを製造する。
(もっと読む)
フルオロポリマー物品
【課題】層状シート、燃料または化学物質を移送するためのホースなどに有用なフルオロポリマー−フルオロポリマー組立体を提供すること。
【解決手段】本発明は、第1の実質的に中実の部分フッ素化熱可塑性ポリマーを含む第1の層と、第2の実質的に中実の部分フッ素化熱可塑性ポリマーを含む第2の層とを含み、前記第2の層は前記第1の層と接合しており、前記第1のポリマーと前記第2のポリマーとは異なる組成を有する物品を提供する。本発明は、層状物品、および層状物品の製造方法も提供する。
(もっと読む)
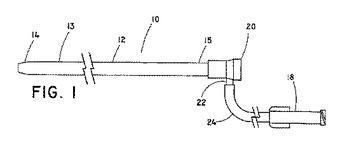
補強されたチューブを形成する方法
連続工程で補強されたチューブ状の医療装置を形成する方法、及び、該連続形成方法で形成される医療装置を提供する。線状に移動可能な細長いコアを準備する。官能化ポリマーとポリマー製のアウタージャケットの間が結合されるように、コアの移動した部分の周りに官能化ポリマーのコーティングを押出成形し、移動した部分に沿って官能化ポリマーコーティングの外側表面に補強材を形成し、移動した部分に沿って官能化ポリマー及び補強部材を覆うようにポリマー製のアウタージャケットを押出成形することによって、コアの移動した部分の周りに細長いチューブ状部材が形成される。細長いチューブ状部材はチューブ状の医療装置を形成するために所望の長さに切断され、コアが装置から取り除かれる。
 (もっと読む)
(もっと読む)
硬質塩化ビニル系樹脂管の製造方法
【課題】塩化ビニル系樹脂管として優れた表面平滑性と耐久性とを併せもつ硬質塩化ビニル樹脂管の製造方法を提供することを目的とする。
【解決手段】塩化ビニルモノマー100重量部と、式 CH2=CH−SiRnX3-n(式中、Rは水素原子又は炭素数1〜3のアルキル基、Xは炭素数1〜3のアルコキシ基、nは0〜2の整数である。)で表されるビニルシラン化合物0.1〜10重量部を共重合して得られる架橋性塩化ビニル共重合体に、錫メルカプト系化合物と錫マレート触媒とを含有してなる塩化ビニル系樹脂組成物を押出機に供給し、押出成形時にベント孔から減圧して管状成形体を成形し、その後、該管状成形体を架橋処理することを含む硬質塩化ビニル系樹脂管の製造方法。
(もっと読む)
スパイラルホースの製造方法
【課題】 スパイラル装置に配置された糸巻きチーズにおける補強コードの綾落ちを抑制して、補強コードのコード切れを防止するようにしたスパイラルホースの製造方法を提供する。
【解決手段】 スパイラル装置1に配置された糸巻きチーズ2における補強コード4の占有体積V(cm3 )と巻き重量W(g)との比V/Wを1.24〜1.34(cm3 /g)に設定した。
(もっと読む)
中空押出成形物の水冷装置
【課題】中空押出成形物が水冷槽の水中を進行して十分に冷却硬化するまでに不規則な径変化や真円度の低下、曲がり等を生じるのを防止でき、高い寸法精度の中空押出成形品が得られる水冷装置を提供する。
【解決手段】押出機Eから押し出される中空押出成形物Mを水中に通過させる減圧水冷槽1の成形物入口部にアウトサイジングユニット2が嵌装され、減圧水冷槽1に対する冷却水循環供給手段と、減圧水冷槽1内の空気層10を減圧する真空吸引手段とを備える。アウトサイジングユニット2は、各々サイジング孔を有する複数個のサイザー部材20A〜20Hが減圧水冷槽1内の水中においてサイジング孔中心を同一軸線上に位置させて所定間隔置きに配列し、中空押出成形物Mが中空内部の気圧によって張り切った状態を保ちつつ、サイザー部材20A〜20Hのサイジング孔を順次通過する過程で外径を絞られつつ冷却するように構成されてなる。
(もっと読む)
中空押出成形物の水冷装置
【課題】成形物の径変化や真円度の低下を防止でき、成形物の歪みも生じにくく、高い寸法精度の中空押出成形品が得られる水冷装置の提供。
【解決手段】押出機Eから押し出される中空押出成形物Mを水W中に通過させて冷却する減圧水冷槽1と、下位に配置した調整水槽2と、調整水槽2内の水Wを給水ポンプP1を介して減圧水冷槽1内へ底部側から供給する給水管路L1と、調整水槽2内の水Wを冷却する冷水器3とを備える。減圧水冷槽1と調整水槽2の間に、減圧水冷槽1の水Wをオーバーフローさせて調整水槽2に流下させる溢流管路L2と、減圧水冷槽1内の水Wをその底部側から調整水槽2へ自然流下させる自然流下管路L3とが接続され、給水手段による給水量が自然流下管路L3による調整水槽への排水量より多く、その差に相当する水Wが溢流管路L2より調整水槽2に流下する。
(もっと読む)
押出可能なフルオロポリマーブレンド
【課題】機械的性質を損なわずに製品の高品質を維持したまま、より高い生産速度でフルオロポリマー材料を加工できる組成物の提供。
【解決手段】多量の第1の半結晶質フッ素化コポリマーと、組成物中の溶融欠陥を低減させるために有効な少量の第2のフルオロポリマーとを含む組成物であって、各フルオロポリマーが、(a)半結晶質過フッ素化コポリマー、(b)少なくとも1つの本質的に過フッ素化されたモノマーと少なくとも1つの非フッ素化水素含有モノマーとの共重合単位から誘導されたフルオロポリマー、(c)少なくとも1つの部分的にフッ素化されたモノマー、及び任意に少なくとも1つの本質的に過フッ素化されたモノマーとの共重合単位から誘導されたフルオロポリマー、及び(d)テトラフルオロエチレンとヘキサフルオロプロピレンとの非晶質コポリマーから選択される溶融加工性フルオロ熱可塑性組成物。
(もっと読む)
ポリオレフィン系樹脂積層発泡体
【課題】 本発明は、電子製品、精密機器、回路基盤、シリコン半導体、ディスプレイ用ガラス基板などの精密電子機器の包装材料として好適なものであって、精密電子機器に異物が転写しても水洗いや、水を含んだ布で拭う等の精密電子機器表面の汚染物質洗浄時に優れた洗浄性能を付与することができる、ポリオレフィン系樹脂積層発泡体を提供することを目的とする。
【解決手段】 本発明のポリオレフィン系樹脂積層発泡体は、ポリオレフィン系樹脂発泡体層の少なくとも片面にポリオレフィン系樹脂層が積層されてなるポリオレフィン系樹脂積層発泡体であり、ポリアルキレンオキサイド及び親水親油バランス(HLB値)8以上の界面活性剤から選択される1以上の親水性化合物が、前記ポリオレフィン系樹脂層に該樹脂層を構成しているポリオレフィン系樹脂100重量部に対して0.5〜20重量部の割合で添加されていると共に、前記親水性化合物が、前記ポリオレフィン系樹脂発泡体層に実質的に無添加であることを特徴とする。
(もっと読む)
ステレオコンプレックス核形成剤を用いた医療機器の破壊靭性向上
破壊靭性を向上させたステント等のポリマー製埋込型機器をPLLA/PDLAブレンドから作製する方法を開示している。ブレンドを溶融加工して、結晶成長のための核形成部位であるステレオコンプレックス結晶子を形成できるようにする。溶融加工したブレンドからポリマー構造物を形成し、ポリマー構造物から機器を形成する。ステレオコンプレックス結晶子は、核形成密度の増大及び結晶サイズの縮小をもたらし、それによって、形成された機器の破壊靭性が増大される。 (もっと読む)
81 - 100 / 304
[ Back to top ]