
Fターム[4F207AG08]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 管状体(←配管パイプ) (362)
Fターム[4F207AG08]の下位に属するFターム
異形管(←非円形断面) (19)
波形管(←ひだ付き管) (28)
有節管 (8)
曲り管 (3)
Fターム[4F207AG08]に分類される特許
41 - 60 / 304
円筒部材の製造方法および製造装置
【課題】連続的もしくは間欠的に成形されて送給される薄肉の連続円筒膜の内周側に支持体を挿入配置できない場合であっても、その連続円筒膜の切断時の、切断刃と連続円筒膜との接触面積を十分小さく抑える等して、連続円筒膜の変形、変位等を十分に防止することで、所定の長さに切断分離された円筒膜の切断面を、常に平滑かつ平坦なものとして、OA機器の転写ベルト、中間転写ベルト等としての適用を十分可能とする円筒部材の製造方法を提供する。
【解決手段】連続的もしくは間欠的に送給される合成樹脂製の連続円筒膜1から所定の長さの円筒膜を切断分離させるに当り、連続円筒膜1を、中心軸線と直交する方向に偏平な形状に保持した状態で、前記中心軸線を隔てて配置されて、それぞれの偏平面1aに対向して位置する二枚の切断刃4のそれぞれを、前記中心軸線と直交する方向へ、順次に、往動切断変位および復動切断変位させて、所定の長さの円筒膜を切断分離させる。
(もっと読む)
樹脂発泡シートの製造方法及び反射シート

【課題】 サーキュラーダイを用いて樹脂発泡シートを形成した際に、樹脂発泡シートに厚みムラが発生するのを抑制することができる樹脂発泡シートの製造方法を提供すると共に、斯かる製造方法で製造された樹脂発泡シートからなる反射シートを提供することを課題とする。
【解決手段】 熱溶融された発泡性樹脂組成物をサーキュラーダイから押し出しして発泡層を備える筒状体を形成しつつ、該筒状体の押し出し方向前方に配置されたマンドレルの外周面を前記筒状体に内側から摺接させて拡径し、拡径された筒状体をシート状に形成して樹脂発泡シートを製造する樹脂発泡シートの製造方法において、サーキュラーダイとマンドレルとの間における筒状体の内部空間の温度を60℃〜110℃に維持することを特徴とする。
(もっと読む)
閉断面ビーム要素を製造する方法及び押し出しデバイス
電子写真用中間転写ベルト、電子写真用中間転写ベルトの製造方法
【課題】多数枚プリントしても、クリーニング不良の発生が無く、継続して高品質のプリント画像が得られる優れた電子写真用中間転写ベルトの提供。
又、特定の熱可塑性ポリイミドを用いることにより、環状に押出成形して短時間で連続的にシームレスベルトを作製することができる電子写真用中間転写ベルトの製造方法の提供。
【解決手段】ガラス転移点が200℃以上350℃以下で、且つ、5質量%分解温度が300℃以上であるポリイミド樹脂を有する樹脂組成物を環状に押出成形して得られたものであることを特徴とする電子写真用中間転写ベルト。
(もっと読む)
押出設備
本発明は、高温の軟化した粘性プラスチック材料を供給する押出スクリュー(12)と、押出スクリュー(12)と押出ヘッド(14)とを具備する押出設備(10)を提供する。押出ヘッドは、粘性プラスチック材料を受け入れる環状室(24)を具備する。粘性プラスチック材料は、一定期間内で、一定の温度で値miから一定値mcst(mcst>mi)まで変化する粘度を有する。押出設備は、更に、押出スクリュー(12)と押出ヘッド(14)との間にバッファー室(16)を設け、粘性プラスチック材料を一定期間貯留して、押出ヘッド(14)に投入される前に粘性プラスチック材料が粘度値mcstに到達する。 (もっと読む)
断熱パイプカバーの製造方法
【課題】発泡テープを一旦巻き取ったり、また短冊状に切り分ける等の工程を必要としない、断熱パイプカバーの製造方法を提供する。
【解決手段】巻回した樹脂発泡テープの側縁部を接合して断熱パイプカバーの製造する方法であって、押出機に発泡性樹脂を供給し、ダイから当該樹脂を押し出すと同時に発泡させて得た発泡テープを直接マントル成形機に供給し、マントル成形機上で隣接する発泡テープの側縁部同士を熱融着させながら発泡テープを並列巻回する断熱パイプカバーの製造方法。
(もっと読む)
ポリイミドシームレス環状ベルトおよびその製造方法
【課題】膜厚、導電性および表面粗さなどの物性が十分に均一で、生産性に優れたポリイミドシームレス環状ベルトを製造する方法を提供すること。
【解決手段】ポリイミド前駆体を押出成形法によりシームレス環形状に成形した後、イミド化反応を行うことを特徴とするポリイミドシームレス環状ベルトの製造方法。
(もっと読む)
樹脂成形品の製造方法
【課題】アニール処理された樹脂成形品を切断して製品化する場合において、切断面に再び発生した残留応力を除去ないし低減し、高品質で歩留りの良い樹脂成形品の製造を可能にするとともに、生産性の向上を図り、他の部品との結合に適正な切断面を確保することを課題とした。
【解決手段】アニール処理された熱可塑性樹脂成形品の所定の切断箇所の切断工程後において、切断したことにより生じるその切断端面の残留応力を低減させるために、樹脂成形品の切断面に樹脂の塗布による樹脂コーティング処理を施す工程を設けた。
【効果】熱可塑性樹脂の塑性変形の性質を利用する押出成形や射出成形等の成形を行い、これによる成型部材を切断することにより製品化する場合において、その切断が原因として切断部に残留応力が発生したとしても、それを低減する樹脂成形品の切断面に樹脂の塗布による樹脂コーティング処理を施す工程により、クラックや歪みが発生しない高品質で歩留りの良い樹脂成形品の製造を可能にするとともに、簡単な処理工程で生産性の向上を図り、他の部品との結合に適正な切断面を確保できる。
(もっと読む)
トナー供給ローラ及びその製造方法
【課題】長期に亘って一定量のトナー供給を維持することができ、画像不良の発生を抑制することができるトナー供給ローラを提供する。
【解決手段】導電性軸体の外周上に2層以上の導電性発泡ゴム層を有するトナー供給ローラであって、該導電性発泡ゴム層の最外層の発泡ゴム平均セル径が100μm以上800μm以下であり、該導電性発泡ゴム層の内層の発泡ゴム平均セル径が300μm以上800μm以下であり、該最外層と該内層の界面にはスキン層が存在し、該スキン層の厚さが10μm以上200μm以下であることを特徴とするトナー供給ローラ。
(もっと読む)
スポンジローラ、定着ローラ、定着装置、および、画像形成装置
【課題】コストアップや設置スペースの増大なしに、定着ベルトの片寄りを効果的に低減させ、良好な品質の画像を得られる定着ローラを提供する。
【解決手段】押し出し成形法によって形成された高分子物資で構成される多孔質体からなる多孔質層が、心軸の周囲に設けられているスポンジローラにおいて、前記多孔質層が、前記定着ローラの一方の端側の第1の多孔質体と、他方の端側の第2の多孔質体と、の2つの円筒状部材により構成され、かつ、前記第1の多孔質体と第2の多孔質体とが、押し出し成形時に押し出し成形機から押し出された押し出し方向が互いに逆に、配置されているスポンジローラ。
(もっと読む)
ダイスおよびそれを用いたシームレスベルトの製造方法
【課題】押出し成形により製造した樹脂チューブに異物に由来する凸部が生じることを抑制することのできるダイスの提供。
【解決手段】樹脂組成物を溶融押し出しして樹脂チューブを成形するためのダイスであって、熔融樹脂組成物の導入口と、該導入口から導入された熔融樹脂組成物をチューブ形状に成形するための環状流路と、該導入口から導入された熔融樹脂組成物を該環状流路の周方向に均一に導入するためのスパイラル流路と、該スパイラル流路と該環状流路とを連結する連結流路とを備え、更に、該連結流路内に、該熔融樹脂組成物に含まれる異物を除去するためのフィルタが配置されていることを特徴とするダイス。
(もっと読む)
回転、屈曲等の稼働部に使用可能な高耐久性チューブ、及びその製造方法
【課題】過酷な屈曲、伸縮、捩れ等に耐えうる物性を有し、かつチューブ間又は他の部材との接触時の滑り抵抗が低減されたチューブを提供する。
【解決手段】複数のチューブが、両端が固定され、当該チューブ間で、及び/又は他の部材と接触するように束ねられている部位を有し、かつ前記両端の固定部が相対的に移動する動作を繰り返し行う稼動部を有する製品に用いられるチューブにおいて、熱可塑性ポリエーテルエステルエラストマーを押出成形して得られ、外側表面が梨地状に形成されているチューブ;並びにその製造方法。
(もっと読む)
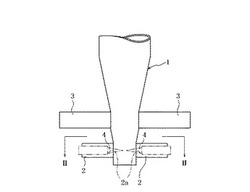
樹脂被覆鋼管の製造方法および製造装置
【課題】鋼管の溶接余盛部におけるPE被膜の低下を抑制して、鋼管の溶接余盛部においても所定の膜厚を有するPE被覆鋼管を製造コストの上昇を抑制しながら製造する。
【解決手段】溶接余盛部6を有する第1の鋼管P1、および、溶接余盛部7を有し、第1の鋼管P1に続く第2の鋼管P2を、軸方向へ送りながら、第1の鋼管P1および第2の鋼管P2の外面にPEシート8を供給することによってPE被覆鋼管を製造する際に、(a)第2の鋼管P2へのPEシート8の供給が開始される時から、第1の鋼管P1へのPEシート8の供給が終了する時までの期間を少なくとも含む第1の期間には、第1の鋼管P1および第2の鋼管P2の周速度を制御し、(b)第1の期間を除いた第1の鋼管P1のみまたは第2の鋼管P2のみにPEシート8が供給される第2の期間には、第1の鋼管P1または第2の鋼管P2に供給されるPEシート8の張力を制御する。
(もっと読む)
導電性成形体の製造方法およびこれにより得られる導電性成形体
【課題】導電性材料の量を増やすことなく、表面抵抗性を大きくすることができる、導電性成形体の製造方法を提供すること。
【解決手段】導電性成形体材料を押出成形する製造方法において、押し出された成形体を延伸倍率2倍以上で延伸する工程を含むことにより、導電性成形体の表面抵抗性を大きくすることができる。さらに、より安価な熱可塑性樹脂を用いて導電性成形体を製造することができ、管状の導電性成形体をも押出成形により容易に製造することができる
(もっと読む)
押出成形金型の温調構造
【課題】あらゆる熱可塑性樹脂を原料とする押出成形を良好に行え、しかもシームレス製品の品質を安定させることのできる押出成形金型の温調構造を提供する。
【解決手段】押出成形金型の温調構造11は、コア1をその軸方向に貫く挿通孔13と、コア1に設けたインナヒータ15と、間隙31から押出される熱可塑性樹脂の径方向の収縮を規制するインサイドマンドレル17と、コア1の挿通孔13に挿通されインサイドマンドレル17に冷媒を導入する冷媒導入管19と、ダイ7に設けたアウタヒータ21とを備え、インナヒータ15が冷媒導入管19の周りに空隙35を介して配置されたものである。
(もっと読む)
導電性樹脂チューブの製造方法、導電性樹脂チューブの製造装置およびローラの製造方法
【課題】外周面へのプラズマ処理が低減された導電性樹脂チューブを製造することが可能な導電性樹脂チューブの製造方法、導電性樹脂チューブの製造装置、およびその導電性樹脂チューブを用いたローラの製造方法を提供する。
【解決手段】導電性樹脂チューブ前駆体を第1の電極とし、導電性樹脂チューブ前駆体の内側に配置された電極を第2の電極として、第1の電極と第2の電極との間に電圧を印加することによってガスのプラズマを発生させて、導電性樹脂チューブ前駆体の内周面をプラズマにより連続的に処理する導電性樹脂チューブの製造方法および導電性樹脂チューブの製造装置、ならびにそのようにして製造された導電性樹脂チューブを用いたローラの製造方法である。
(もっと読む)
管体の押出成形方法および管体の押出成形装置
【課題】管体(ホース)の押出成形方法は、マンドレルを用いなくても、複雑な曲げ形状を有する管体を製造する。
【解決手段】製造方法は、断面円形の開口側内周面25aを有する押出孔25と、押出孔25と同芯上に配置された芯側ダイス26とを有する押出ダイス23を用いて、開口側内周面25aと芯側ダイス26の芯側外周面26dとの間に形成される押出通路27を通じて、ゴム材料を押し出すことにより押出管体HAを形成する。このとき、芯側ダイス26を押出孔25に対して回転および軸方向へ位置制御することにより、ゴム材料が開口側内周面25aと芯側外周面26dとに接触する面積を周方向で変更し、ゴム材料が押し出される速度を周方向で異なる値に設定して、押出管体HAを曲げ形状とする。
(もっと読む)
押出成形用樹脂組成物及び架橋ポリエチレン管の製造方法
【課題】酸化防止剤や滑剤の成形時におけるブリードアウトによる目ヤニの発生を極力抑えることができる架橋ポリエチレン管成形用樹脂組成物及びこの架橋ポリエチレン管成形用樹脂組成物を用いた架橋ポリエチレン管の製造方法を提供する。
【解決手段】シラングラフトポリエチレンと、酸化防止剤と、滑材とを含み、かつ、シラングラフトポリエチレン100重量部に対してマレイン酸変性ポリエチレンを0.5〜2.0重量部含む押出成形用樹脂組成物を管状に押出成形するとともに、シラングラフトポリエチレンを架橋させるようにした。
(もっと読む)
光拡散シート、光拡散シートの製造方法、および発光装置
【課題】 高い光拡散性及び高い光透過性を有する光拡散シートを提供することにある。
【解決手段】 ポリスチレン系樹脂が含有され、シートの面1cm2 当たりの気泡個数が1×107 個以上であり、厚さが0.3〜1.0mmであることを特徴とする光拡散シートを提供する。
(もっと読む)
長尺ゴム部材の牽引装置、長尺ゴム部材の牽引方法、及び長尺ゴム部材の製造方法。
【課題】長尺ゴム部材の牽引時において、長尺ゴム部材に不具合が生じるのを抑制しつつ、長尺ゴム部材の滑りを抑制する長尺ゴム部材の牽引装置を提供することが目的である。
【解決手段】未加硫ゴムホース91を長手方向に牽引する牽引装置10であって、未加硫ゴムホース91の牽引経路上に間隔をあけて複数配置され、未加硫ゴムホース91の外周面を一方側から押圧しつつ牽引方向Kへ移動するホース押圧部材20と、牽引経路上にホース押圧部材40と重ならないように複数配置され、未加硫ゴムホース91の外周面を一方側に対して反対側から押圧しつつホース押圧部材20と共に牽引方向Kへ移動するホース押圧部材40と、を牽引装置10が有することで、未加硫ゴムホース91の牽引時において、未加硫ゴムホース91に不具合が生じるのを抑制しつつ、未加硫ゴムホース91の滑りを抑制することができる。
(もっと読む)
41 - 60 / 304
[ Back to top ]