
Fターム[4F207AG08]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 管状体(←配管パイプ) (362)
Fターム[4F207AG08]の下位に属するFターム
異形管(←非円形断面) (19)
波形管(←ひだ付き管) (28)
有節管 (8)
曲り管 (3)
Fターム[4F207AG08]に分類される特許
61 - 80 / 304
薄層樹脂被覆鋼管およびその製造方法
【課題】被覆樹脂層全体の厚さを300μm以下に押出し成形して成り、使用済み後は鋼管と樹脂を分離することなく、そのまま廃棄処分することができる薄層樹脂被覆鋼管およびその製造方法を提供する。
【解決手段】電縫鋼管10の表面の溶接ビートが除去処理され、次いでサイジングミルにより鋼管10の外周面の真円度を数十ミクロン単位に高める成形加工が行なわれ、この鋼管10の外周面に接着剤が塗布され、その上に多層ダイスにより鋼管10全周面へ均等厚さに押出された被覆樹脂層2を順次に複数層被覆して、被覆樹脂層2全体の厚さが300μm以下に押出し成形され、管軸方向に均等断面に構成されている。
(もっと読む)
押出成形金型、押出成形装置および医療用チューブ

【課題】 一端側部分と他端側部分とが特性の異なる成形材料からなり、その移行部が外層と内層とからなる医療用チューブを成形する際に、異なる成形材料の容積比を滑らかに、かつ急激に変化させることのできる押出成形金型、押出成形装置および医療用チューブを提供すること。
【解決手段】 押出成形金型20を、外周側凹部21aが形成された角ボディー21と、外周側凹部21a内に設置され外周側凹部21aとの間に外周側流路Aを形成するとともに内周側凹部22aが形成された外側マンドレル22と、内周側凹部22a内に設置され内周側凹部22aとの間に内周側流路Bを形成する内側マンドレル23と、外周側流路Aと内周側流路Bとを合流させて医療用チューブ10を成形するチューブ形状形成部とで構成した。そして、外周側流路Aおよび内周側流路Bを、上流側から下流側にいくにしたがって順次分岐させた。
(もっと読む)
導電性ローラとそれを用いた電子写真装置
【課題】柔軟性に優れるととともに前記柔軟性が周方向の全周に亘ってほぼ一定で、例えば転写ローラとして使用した際に紙の表面に形成される画像に、特に低温条件下でムラ等を生じるおそれがない導電性ローラと、前記導電性ローラを転写ローラとして組み込んだ電子写真装置とを提供する。
【解決手段】導電性ローラ1は、ローラ本体2の外周面6に、高低差hが100μm以上、ピッチwが800μm以下である複数の凸条7と凹溝8とを交互に設けるとともに、内部に、面積占有率が10%以上、80%以下である複数の中空部9、10を設けた。電子写真装置は、前記導電性ローラを、転写ローラとして組み込んだ。
(もっと読む)
熱可塑性樹脂発泡管の製造方法
【課題】 本発明は、平滑な内周面を有する熱可塑性樹脂発泡管を製造することができる熱可塑性樹脂発泡管の製造方法を提供する。
【解決手段】本発明の熱可塑性樹脂発泡管の製造方法は、熱可塑性樹脂を押出機に供給して発泡剤の存在下にて溶融混練して上記押出機の先端に取り付けたサーキュラダイから押出発泡させる熱可塑性樹脂発泡管の製造方法であって、サーキュラダイの内ダイの先端に冷却マンドレルが接続されており、上記冷却マンドレルの外周面には、所定間隔を存して環状の冷却媒体排出用溝部及び冷却媒体供給用溝部が形成されていると共に、冷却媒体供給用溝部と冷却媒体排出用溝部とが連結溝部を介して連結、連通しており、冷却媒体供給用溝部から冷却媒体を供給して冷却媒体排出用溝部から吸引し排出することによって熱可塑性樹脂発泡管の内周面を冷却することを特徴する。
(もっと読む)
帯状部材の製造装置
【課題】帯状部材の製造不良を低減し、品質向上、コスト削減を図る上で有利な帯状部材の製造装置を提供する。
【解決手段】各ボビン32から引き出されたスチールワイヤ26は、整列機構36により所定のピッチでそれらの長手方向を平行させ並べられた状態で押し出し機38に至る。この際、各ボビン32に設けられた制動機構34により、各ボビン32からそれぞれ引き出されるスチールコード26に均一の張力が付与されている。均一の張力が付与され整然と並べられた状態の複数本のスチールコード26に対して押し出し機38によりゴム材料24が被覆されることにより帯状部材28が押し出される。押し出し機38から押し出された帯状部材28は、冷却部54において巻回されて冷却される。冷却された帯状部材28は、アキュームレータ56を経て巻き取り機58でドラム60に巻き取られる。
(もっと読む)
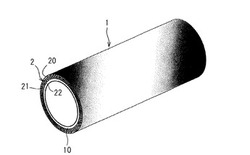
継手付チューブ
【課題】チューブと継手が良好な接着により一体化している継手付チューブを提供する。
【解決手段】少なくとも内層と外層の2層からなるチューブ1と、該チューブ1の少なくとも一箇所に射出成型によって形成された継手2とからなる継手付チューブ10であって、上記チューブ1の内層と外層が接着されているとともに、上記チューブ1の外層と上記継手2が同系の構成材料からなり、上記チューブ1の外層と上記継手2が接着されている継手付チューブ10。上記チューブ1の内層と外層が、電子線照射により共架橋されているか、同系の構成材料からなることか、共押出により成型されている継手付チューブ10。上記継手2が、SPSを構成材料として含み、上記チューブ1の外層が、スチレン系共重合体を構成材料として含む継手付チューブ10。
(もっと読む)
多層成形体及びそれを用いた燃料用部品
【課題】燃料等の有機物の流体搬送に用いられる配管用部材、容器、チューブ等の用途において、ポリアリーレンスルフィド樹脂本来の有機物の流体に対する優れたバリアー性を損なうことなく、他の樹脂成分と優れた密着性を発現する多層成形体、及びそれを用いた燃料用部品を提供する。
【解決手段】ゲル浸透クロマトグラフィーにより求められる分子量分布のピーク分子量が23,000〜100,000の範囲であるポリアリーレンスルフィド樹脂(a1)、芳香族系エポキシ樹脂(a2)及び熱可塑性エラストマー(a3)を必須成分とするポリアリーレンスルフィド樹脂組成物(A)と、アミノ基、アミド基、水酸基、カルボキシル基、酸無水物基、イソシアネート基及びエポキシ基の中から選ばれる1種以上の官能基を有する熱可塑性樹脂(B)とを共押出成形して得られる多層構造を有することを特徴とする多層成形体。
(もっと読む)
ポリエチレン製シラン架橋パイプの製造方法
【課題】耐久性、外観、押出し成型性に優れる給水給湯パイプに適したポリエチレン製シラン架橋パイプの製造方法を提供。
【解決手段】特定の要件を満たすポリエチレンをベース樹脂として用い、下記の工程を含むポリエチレン製シラン架橋パイプの製造方法であって、
(1)該ベース樹脂100重量部に対して、0.5〜10重量部の有機不飽和シラン化合物、0.01〜5重量部の有機過酸化物、0.005〜10重量部のシラノール縮合触媒との混合物を押出機内で加熱しながら溶融・混練・反応させ、パイプ状に押出す工程、
(2)その後押出されたパイプ状物を加熱して、シラノール縮合反応によりシラン架橋させる工程、
押出機中で、
1)有機過酸化物の1分間半減期温度より10℃以上低い温度で混合物をシラングラフト反応ゾーン前まで送り、
2)混合物の溶融・混練・シラングラフト反応を同時にシラングラフト反応ゾーンで行う、ことを特徴とするポリエチレン製シラン架橋パイプの製造方法。
(もっと読む)
押出成形金型
【課題】熱可塑性樹脂の流れを制御し、シームレス製品の品質を安定させることのできる押出成形金型を提供すること。
【解決手段】押出成形金型は、周面3を有する軸状のマンドレルを、シリンダ状のダイボディーに挿入し、マンドレルとダイボディーとの間隙に供給される熱可塑性樹脂を、マンドレルの一端から他端へ向かう押出方向Fに導くものである。マンドレルの周面3には、導入路17と複数のスパイラル溝19とが形成されている。導入路17は、親通路171と親通路171から2つに分岐する子通路172とを含み、子通路172の通路面積は、親通路171の通路面積を二等分した面積と等しくされている。
(もっと読む)
筒状製品を押出成形するダイ工具
ダイ工具が、該工具の長さに延びる一連の通路を形成することによって形成され、各通路は該工具のボディ部材内に円周が画定されている。好ましくは、通路は主として、穿孔方法を用いて形成される。通路は、一の又は複数の押出口に隣接する出口の所定パターンを画定している。入口と出口との間の通路は、一連の接続されたボディ部材内に形成することができ、各通路がそれぞれのボディ部材を通って延びている。この設計のダイ工具はより頑丈(robust)であり、製造の費用効率が高い。  (もっと読む)
(もっと読む)
熱可塑性樹脂組成物とゴム組成物の積層ホース
【課題】熱可塑性樹脂組成物とジエン系ゴム組成物との接着に溶剤系接着剤を使用しないで製造される熱可塑性樹脂組成物とジエン系ゴム組成物との積層ホースを提供する。
【解決手段】熱可塑性樹脂組成物(a)からなる樹脂層2と液状ポリマー組成物(b)からなる接着層3とジエン系ゴム組成物(c)からなるゴム層4とが、ならびに所望により補強層5および被覆層6が、この順に積層してなる積層ホースであって、該液状ポリマー組成物(b)が該熱可塑性樹脂組成物(a)中の熱可塑性樹脂が有する官能基(A)と親和性または反応性を有する官能基(B)を有し、かつ、ブタジエン単位中の1,2−結合単位含量が25mol%以上である変性液状ポリブタジエンを30質量%以上含有し、ならびに該液状ポリマー組成物(b)および/または該ジエン系ゴム組成物(c)が架橋剤を含む、ことを特徴とする積層ホース。
(もっと読む)
複合管の製造方法
【課題】目やにの発生を少なく抑え、ロングラン性に富んだ複合管の製造方法を提供することを目的としている。
【解決手段】架橋ポリエチレン管6bの周囲を囲繞するように、ポリプロピレンを含有する熱可塑性樹脂エラストマーを主成分とし、発泡剤を含む発泡性樹脂組成物を管状に押し出すとともに、発泡倍率1.5〜3.0倍に発泡させて管本体の周囲を囲繞する発泡樹脂保護層7aを形成する複合管7bの製造方法であって、前記発泡性樹脂組成物が、発泡剤として、発泡開始温度が170℃以上、最大発泡温度が190℃〜230℃である熱膨張型発泡粒子を含むとともに、熱膨張型発泡粒子を融点が110〜130℃の熱可塑性樹脂からなるベース樹脂中に分散混合してマスターバッチ化した熱膨張型発泡粒子マスターバッチと他の成分とを混合して得られることを特徴としている。
(もっと読む)
押出成形金型の肉厚調整構造
【課題】シームレス製品の肉厚を調整できる領域を所望に画定でき、しかもシームレス製品の全周の肉厚を高い精度で均一化できる押出成形金型の肉厚調整構造を提供する。
【解決手段】肉厚調整構造1は、押出成形金型9のマンドレル5と、マンドレル5に内周面11を近接させるアジャストリング13との間に確保される熱可塑性樹脂の吐出口17の広さを調整するものである。アジャストリング13は、マンドレル5の周りに周回する外側面27からマンドレル5へ向けて複数のスリット29を切り込まれた割頭部21と、割頭部21を押出成形金型9のダイボディー3に連結し割頭部21がマンドレル5に進退するよう弾性変形する可撓縮径部23とを備える。
(もっと読む)
ポリテトラフルオロエチレン(PTFE)管
【課題】本発明は、気体に対する改善された透過抵抗を持った管を提供することを目的とする。
【解決手段】本発明は、ポリテトラフルオロエチレン(PTFE)管に関し、さらに詳しくは、可撓性ホース用PTFE管に関する。特に、本発明は、ホース編組外皮、外面ホース保護材、端部付属品からさらになる補強されたホース集合体の生産の際に使用するための円滑穴を有するPTFE管に関する。PTFE管は、外面の谷部および山部からなり、谷部壁厚W1を外面渦巻きに与えるように、管の領域が薄くされる工程によって、最初の壁厚W0および内径IDを有する非渦巻き管から取得できるPTFE管であって、渦巻きPTFE管が非渦巻き管と比較して、7.6%より大きい改善された透過抵抗を有し、その比較が、(i)等しい内径IDの、かつ(ii)単位長さ当たりのPTFEに等しい重量の、管との間でなされる。
(もっと読む)
難燃性熱可塑性エラストマー樹脂組成物およびその用途
【課題】
高い難燃性とノンドリップ性を有すると共に、耐熱老化性、柔軟性、靱性、耐摩耗性、弾性回復性に優れ、押出成形による電線被覆やチューブ成形、溶融紡糸加工によるモノフィラメントに適した難燃熱可塑性エラストマー樹脂組成物を提供する。
【解決手段】
主として結晶性芳香族ポリエステル単位からなる高融点結晶性重合体セグメント(a1)95〜45量%と、主として脂肪族ポリエーテル単位および/または脂肪族ポリエステル単位からなる低融点重合体セグメント(a2)5〜55重量%とを主たる構成成分とするポリエステルブロック共重合体(A1)および/または、ポリアルキレンフタレートおよび/またはその共重合体(a3)10〜50重量%および架橋可能なポリ(メタ)アクリレート、(メタ)アクリレート共重合体、ポリエチレン/(メタ)アクリレート共重合体から選ばれた少なくとも1種の(共)重合体(a4)50〜90重量%との混合物を、ラジカル発生剤の存在下に押出成形機内で溶融混合する際に動的架橋された熱可塑性エラストマー(A2)からなる熱可塑性エラストマーまたは組成物(A)100重量部に対して、リン系化合物難燃剤(B)10〜60重量部と、シリコーン系ドリップ防止剤(C)0.1〜10重量部と、耐熱剤(D)0.01〜10重量部を配合してなる難燃熱可塑性エラストマー樹脂組成物。
(もっと読む)
複合中空パイプおよびその製造方法
【課題】エネルギー効率や演色性に優れることから、広く利用が進んできているLED照明装置の筐体等として有用な、光透過性と熱伝導性(放熱性)を兼ね備えた複合中空パイプを提供する。
【解決手段】断面形状が相似形である1次元中空パイプであって、光透過率が35%以上の樹脂または樹脂組成物からなる光透過性樹脂層8と、2W/m・K以上の熱伝導率を有する樹脂組成物からなる熱伝導性樹脂層9とを組み合わせて構成される複合中空パイプ。
(もっと読む)
ブルームする傾向が低下した熱可塑性ポリウレタン
本発明は、(1)ヒドロキシル末端化ポリエステル中間体、(2)ポリイソシアネート、および(3)グリコール鎖伸長剤の反応生成物から構成される熱可塑性ポリウレタンを開示し;ここで上記ヒドロキシル末端化ポリエステル中間体は、1,3−プロピレングリコールおよびジカルボン酸から誘導される反復ユニットから構成され;ここで上記ヒドロキシル末端化ポリエステル中間体は、数平均分子量500〜10,000を有し;そしてここで上記熱可塑性ポリウレタンは、上記ポリイソシアネートおよび上記グリコール鎖伸長剤の反応生成物である硬質セグメントを含む。この熱可塑性ポリウレタンは、大いに減少したブルームする傾向を有するという点で独特である。これは、ブルーミングが、上記熱可塑性ポリウレタンを含む物品を外見において濁らせるもしくは曇らせるので、高い透明性が求められる応用において非常に望ましい。 (もっと読む)
車両用空調ダクトの成形方法
【課題】軽量性、断熱性、剛性、耐衝撃性、温度および湿度の変化に対する耐久性に優れることが特に要求される車両用空調ダクトを成形する成形方法を提供する。
【解決手段】第一の押出機7および第二の押出機8から一対の分割金型13,13間に溶融状態の一対の熱可塑性樹脂シート16,16を押し出し配置した後、金型周囲に位置する型枠17,17を金型に対して相対的に前進させて押し出した熱可塑性樹脂シート16,16と密着させる。次いで、一対の分割金型13,13を閉じるとともにその一方の金型および他方の金型のキャビティ14,14にそれぞれ対応する熱可塑性樹脂シート16,16を真空吸引させることにより車両用空調ダクトを形成する。
(もっと読む)
燻煙および空気乾燥が可能な単層または多層のチューブ状食品包装フィルム、およびその製造のための方法
この発明は、燻煙および空気乾燥が可能な単層または多層のチューブ状食品包装フィルム、特に燻煙および/または空気乾燥されたソーセージもしくは肉製品用のソーセージケーシングであって、このポリマーベースの食品フィルムは、(共)押出フィルムブロー成形工場で、ブローヘッドのノズルに供給されトリプルバブルプロセスで二軸延伸で(共)押出されたプラスチックにより、均質の溶融プラスチック材料から製造され、均質の溶融プラスチック材料は、PETまたはさまざまなPETの混合物と、PVOHおよび/またはPEBAとでできたプラスチック混合物から作られる。この方法はさらに、食品フィルムの製造のための方法に関する。 (もっと読む)
冷媒輸送用ホース及びその製造方法
【課題】優れた耐冷媒透過性(冷媒不透過性)と柔軟性と有する冷媒輸送用ホースの製造方法を提供すること。
【解決手段】第1のポリアミド層、エチレン・ビニルアルコール共重合体層及び第2のポリアミド層の三層を共押出する工程を含む冷媒輸送用ホースの製造方法であって、各層を押出するダイの吐出口の間隙が、下記の条件:T2/(T1+T3)<0.20[但し、T1が第1のポリアミド層を押出するダイの口金の厚さ(μm)であり、T2がエチレン・ビニルアルコール共重合体層を押出するダイの口金の厚さ(μm)であり、そしてT3が第2のポリアミド層を押出するダイの口金の厚さ(μm)である。]を満足することを特徴とする冷媒輸送用ホースの製造方法
(もっと読む)
61 - 80 / 304
[ Back to top ]