
Fターム[4F207AG28]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 部分(細部) (74) | リブ又は突起を有するもの(←凹部、孔) (23)
Fターム[4F207AG28]に分類される特許
1 - 20 / 23
集光シートの製造方法
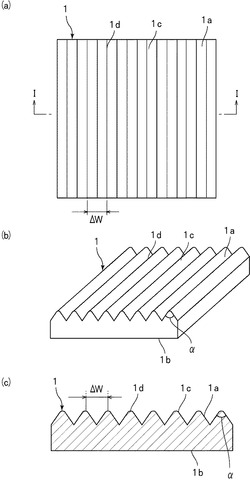
【課題】熱による寸法変化が小さい集光シートを得ることができる集光シートの製造方法を提供する。
【解決手段】本発明に係る集光シートの製造方法では、少なくとも一方の表面に、略平行に配列された複数の突条1cを有する集光シート1を得る。本発明に係る集光シートの製造方法では、賦型ロールを用いて、該賦型ロールの表面に溶融押出しされたシート状の熱可塑性樹脂を圧着させ、少なくとも一方の表面に、略平行に配列された複数の突条を有する延伸前集光シートを得る。その後、該延伸前集光シートを上記突条の長さ方向に延伸する。上記熱可塑性樹脂のガラス転移温度をTg(℃)としたとき、上記延伸時に、上記延伸前集光シートを、(Tg−5)℃以上、(Tg+20)℃以下の延伸温度で、かつ1倍を超え、3倍以下の延伸倍率で延伸する。
(もっと読む)
樹脂被覆装置及び樹脂被覆方法

【課題】樹脂被覆装置において、外観による識別が可能な樹脂被覆線材を低い製造コスト製造する。
【解決手段】本発明の樹脂被覆装置1は、走行する金属線材Wの全周囲に対して、第1の樹脂3を金属線材の長手方向に沿って連続的に被覆する被覆手段4と、被覆手段4で第1の樹脂3の被覆層が形成された被覆線材の周囲の一部に対して、第2の樹脂5を長手方向に沿って断続的に被覆することで断続する複数の樹脂突起6を形成する突起形成手段7を備えていることを特徴とするものである。
(もっと読む)
光制御板の製造方法
【課題】凹凸形状を一側面に有する光制御板をより効率的に製造可能な光制御板の製造方法を提供する。
【解決手段】光制御板の製造方法では、押出し成形で形成した樹脂シートの一側面に形状ロールを利用して凹凸形状を付形して検査用光制御板1Sを得て、検査用光制御板の凹凸形状が許容範囲内か否かを検査する。許容範囲内の場合、凹凸形状を有する樹脂シートを分割して光制御板とし、許容範囲内でない場合、形状ロールの温度及び樹脂シートの搬送速度の少なくとも一方を調整する。検査用光制御板を検査する工程では、凹凸形状の形成側と形成されていない側からそれぞれ光を入射した場合の第1及び第2の全光線透過率の少なくとも一方で規定されており凹凸形状を示す指標を取得し、基準光制御板に対する指標に基づいて、検査用光制御板に対する指標から、検査用光制御板の凹凸形状を評価する。
(もっと読む)
自動車燃料用インタンクチューブおよびその製法
【課題】耐圧性能に優れたインタンクチューブの提供を目的とする。
【解決手段】燃料タンク2内に配設され、燃料タンク2の変位および燃料ポンプ5の振動を吸収する構成を備えた単層構造の自動車燃料用インタンクチューブ1である。そして、上記自動車燃料用インタンクチューブ1が、脂肪族ポリアミド樹脂を主成分とする樹脂材料からなる単層構造に形成され、かつ、下記の耐圧特性(X)を備えている。
(X)試験液〔Fuel C:メタノール=85:15(容量基準)〕中に80℃で168時間浸漬したインタンクチューブ内に、加圧媒体としてシリコンオイルを充填し、インタンクチューブの両端を試験用パイプで塞ぎ、昇圧速度1.0MPa/minで、室温にて耐圧試験を行い、インタンクチューブが破裂するか、もしくは試験用パイプが抜けた時の圧力(破壊圧力)が2.8MPa以上である。
(もっと読む)
共押出し成形の方法、共押出し成形ダイ、及びそこから作製される押出し成形物品
それぞれポリマー材料を供給することができる2つのダイ空洞と、その2つのダイ空洞のそれぞれの少なくとも一部分の間に介在する配分プレートと、を備えるダイ。配分プレートは、分配エッジと、複数個の押出し成形チャネルとを有する。第1の押出し成形チャネル及び第2の押出し成形チャネルは、それぞれ第1のダイ空洞及び第2のダイ空洞における入口開口部から、分配エッジ上の出口開口部まで伸長する。第1の押出し成形チャネル及び第2の押出し成形チャネルの出口開口部は、交互位置に分配エッジに沿って配置される。そのようなダイを用いて押出し成形する方法、及びそこから作製される押出し成形物品も開示される。本方法は、第1のポリマー組成物及び第2のポリマー組成物を共押出し成形する工程を含む。押出し成形物品は、第1のポリマー組成物の複数個の長手方向の第1の縞と、第2のポリマー組成物の複数個の長手方向の第2の縞と、を交互に備える。 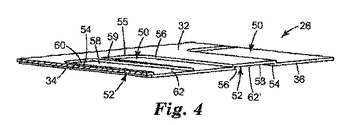 (もっと読む)
(もっと読む)
パイプの製造に用いられる中空プロファイル
螺旋状二重壁熱可塑性パイプを製造するために用いられる中空プロファイル(1)であって、実質的に矩形の断面を有し、2つの側壁(5)と外壁(3)と内壁(4)が前記プロファイル内で空洞(2)を制限する。この中空プロファイルでは、パイプの内壁(4)を形成するための壁が、パイプの外壁(3)を形成するための中空プロファイルの壁(3)よりも厚くなっている。中空プロファイルの肉厚壁(4)に隣接する縁部の丸み内径(7)が、空洞(6)の他の2つの縁部の丸み径(6)よりも大幅に大きくなっており、肉厚壁(4)の内面が、プロファイルの空洞において、パイプの内側を形成するプロファイルの側で、少なくとも実質的にプロファイルの全長にわたってプロファイルの長手方向に延びるリブ(8)を備えている。 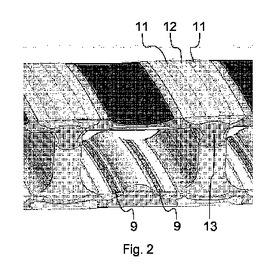 (もっと読む)
(もっと読む)
貫通孔を有する押出発泡シートの製造方法
【課題】 本発明は、加工後の連続気泡層の厚み減少や通気量の低下を招くことのない、貫通孔を有する押出発泡シートの製造方法を提供することを目的とする。
【解決手段】 貫通孔の表面直径に対する直径比が0.3〜0.5である針またはピンを複数本束ねてなる針群を配置してなる針ロールを用いて、該発泡シートに貫通孔を設けることにより、貫通孔を有する押出発泡シートの製造方法を改善することができる。さらに、押出発泡シートの押出発泡生産ラインに取り込むことにより、生産性をさらに改善することができる。
(もっと読む)
医療用チューブを成形するための押出成形用金型および押出成形方法
【課題】 樹脂からなる成形用材料を用いて複雑な形状の医療用チューブの成形が行える医療用チューブを成形するための押出成形用金型および押出成形方法を提供すること。
【解決手段】 隔壁部12を挟んで流路13a等が形成された医療用チューブ10を成形する押出成形用金型20を、凹部25b,27a,28aが形成された外形成形金型と、ランド部23を備えたピン22とで構成した。また、外形成形金型とピン22との間に形成される空間を、成形用材料を先細り円筒状に形成する後部側成形空間部と、医療用チューブ10を形成できる断面形状を備えた先端側成形空間部とで構成した。そして、先端側成形空間部の断面形状のうち、先端部の断面形状を医療用チューブ10の断面形状と同じにし、後部側部分の断面形状をランド部23における流路13a等を形成する部分のうちの流路13a,13cを形成する部分を除いた形状にした。
(もっと読む)
ウェザストリップの中空シール部への穿孔方法及び装置
【課題】中空シール部内に支柱を備えたオープニングウェザストリップの支柱へのエア抜き孔の穿孔方法において、エアの抜け道を確保し、良好なドア閉じ性を確保するためのエア抜き孔を支柱に短時間で確実に穿孔できるようにする。
【解決手段】口金11内にはU字管18が組み込まれ、U字管18の一端は、口金11のコア金型19より突出してL字形に屈折し、他端は押出されるウェザストリップ6外側の口金11の吐出側より突出する。口金吐出側のウェザストリップ外側に設けられる作動装置21には前記U字管18にスライド可能に通したワイヤー状の穿孔治具22が連結され、該治具22をU字管18を通して進退させ、その一端をU字管18の一端より押出し方向と直交する方向に出入りさせてウェザストリップ6の中空シール部内の支柱5に突き刺し、エア抜き孔の穿孔を行う。
(もっと読む)
樹脂成形品及び該樹脂成形品で形成された収納本体を備えたキャビネット
【課題】樹脂成形品である補助収納部の表面部に成形時に発生するヒケを目立たなくするとともに、積極的に意匠性を向上させる。
【解決手段】樹脂成形品である補助収納部1の収納本体8は、その前面壁11における化粧面となる表面部23と一体で成形されるリブ部20及び底部13を備えており、リブ部20の下端部22に対応する表面部23の略鉛直方向の立面の位置、及び底部13に対応して表面部の鉛直方向から奥側へ所定角度傾斜した立面26の位置に、成形時に発生するヒケを目立たなくする溝部28、33が形成されており、溝部28、33は、略水平方向に形成される上面部29、34と、上面部29、34から表面部23、立面26に連成する傾斜面部30、35とからなる。
(もっと読む)
押出成形品
【課題】輸送時に起こる押出成形品同士の擦れ、梱包状態からの引き抜き、他の物体との接触により押出成形品の表面に傷が付きにくい。
【解決手段】表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝1が、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続して形成してある。
(もっと読む)
化粧材用合成樹脂製押出成形体およびその取付構造
【課題】突条部の高さ方向における収縮が抑制された化粧材用合成樹脂製押出成形体およびその取付構造を提供すること。
【解決手段】押出方向で連続的に形成された突条部2を有し、該突条部が成形体本体1側の端部に切欠き状部4を有し、成形体押出方向に対する垂直断面において該突条部の巾が本体1側から先端側に向けて連続的に広くなる化粧材用合成樹脂製押出成形体。上記成形体10、該成形体が取り付けられる下地構造物11、および該下地構造物に成形体を取り付けるための結合部材13を有し、結合部材を下地構造物に挿通し、成形体に嵌入された結合受け部材3と結合させた取付構造。
(もっと読む)
構造化剥離ライナーを製造する方法
本明細書で開示されるのは、構造化剥離ライナーを製造する方法である。この方法は、押出可能材料を提供する工程と、押出可能材料を、輪郭を有するダイを通して押し出し、それによってベース及び少なくとも1つのレールを形成する工程と、を包含する。レールはベース上に100マイクロメートル未満の高さを有する。他の実施形態では、第1及び第2押出可能材料が提供され、並びにダイを通して押し出されて第1層及び第2層を作り出す。構造化剥離ライナーはまた、既存の基材の上に押し出すことにより形成されてもよい。本明細書でまた開示されるのは、接着剤層と裏材とを含むラミネート構造物を形成する方法である。 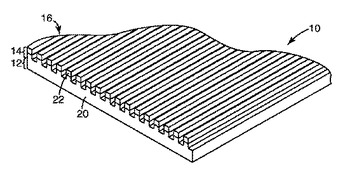 (もっと読む)
(もっと読む)
複合ウェブ及びその製造方法
キャリアウェブに取り付けられた構造化ウェブを有する複合ウェブ、及び複合ウェブを製造する方法が開示される。構造化ウェブは、構造化ウェブから突き出る複数個の構造体を包含してもよい。この方法は、溶融ポリマー組成物を、外側表面の中に形成された複数個のくぼみを包含する形成ツールの外側表面上に供給することを伴ってもよい。溶融ポリマーは、形成ツールの外側表面の中のくぼみに入り、その中で固化されて、複数個の構造体がくぼみの形状に形成される。ポリマー組成物の表面薄層はくぼみの間に伸びてもよく、その結果、形成ツール上に形成された構造化ウェブは、構造体に接続する表面薄層を包含する。構造化ウェブは、ポリマー組成物の固化後、キャリアウェブと構造化ウェブとの間に位置する接着剤を使用して、構造化ウェブをキャリアウェブに接着することにより、形成ツールから取り外される。  (もっと読む)
(もっと読む)
固体高分子型燃料電池セル用の電解質膜とその製造方法および膜電極接合体
【課題】燃料電池セルとしたときに、セルのシール性向上を図ることのできる電解質膜および膜電極接合体、また、シール性の向上した燃料電池セルを提供する。
【解決手段】固体高分子型燃料電池セル用の電解質膜10に溶融して電解質膜10と一体化する電解質樹脂による10〜500μmの高さのシール用リブ12を一体成形する。それを用いてガス拡散電極及びセパレータから該高分子電解質膜が延出した膜電極接合体20を作り、さらに燃料電池セル30とする。
(もっと読む)
押出成形された材料に単軸又は多軸方向の剛性を付与する方法及び同方法により得られる製品
材料の単数又は複数の表面に溝又は断面形状を付与することにより、材料の剛性を改質する方法が記載されている。本方法によって作られる材料、並びに鼻腔拡張器、包装材、建築用材料、及び医療装置の様な、同材料を使って作られる製品も記載されている。 (もっと読む)
構造化フィルムを製作する方法
音響吸収性を有する構造化フィルム(10)が開示された。さらに、構造化フィルムの製作及び使用の方法も、開示された。  (もっと読む)
(もっと読む)
燃料電池用セパレータおよびその製造方法、製造装置、並びに、それを用いた燃料電池
【課題】ガスバリア性に優れたプラスチック製の燃料電池用セパレータおよびその製造方法、製造装置、並びに、それを用いた燃料電池を提供すること。
【解決手段】少なくとも、燃料ガス流路となる条溝部を有する第1層、酸化剤ガス流路となる条溝部を有する第2層のどちらか一方を備え、
前記第1層の組成が、ポリアミド樹脂100重量部に対してカーボン300〜800重量部であり、前記第2層の組成が、ポリエステルコポリマー樹脂100重量部に対してカーボン300〜800重量部ある燃料電池用セパレータであって、
前記カーボンの平均粒径(メジアン径)を10〜100μmとし、
前記カーボンのアスペクト比(長径:短径)を1〜10とすること。
(もっと読む)
直線一溝スペーサの製造方法
【課題】経済的に高精度のスペーサを得ること。
【解決手段】直線一溝スペーサの製造方法は、一端が外方に開口した光ファイバテープなどの通信ないしはセンサ材の収納担持用溝が、長手方向に沿って直線状に延設されたスペーサ本体10aを備え、スペーサ本体10aを合成樹脂の押出し成形により、所定断面形状に形成する。スペーサ本体10aの形成用樹脂を押出し機18で押出す際に、その中央部に引張り材12を挿通させて、その外周に合成樹脂を押出して、これを冷却槽20で固化させてスペーサ本体を形成し、その後に、剥離装置22を用いて、引張り材12をスペーサ本体10aから分離させて、溝に一端が連なる連通孔を形成する。
(もっと読む)
リッジ付き押出部材の製造方法、及びリッジ付き押出部材
【課題】 ゴムのりを使用せずに、相手部材との接着性を確保することができ、接着工程も簡略化可能となるリッジ付き押出部材を得る。
【解決手段】 ゴム押出機の口金22の開口部分23に三角形の凹部24を複数形成し、未加硫のゴム組成物材を押し出すことで、側面に押出方向に沿って延びる複数のリッジ20が形成されたスティフナー18が連続的に得られる。リッジ20の形成されたスティフナー18は、グリーンタイヤの組立工程でビード12及び他の構成部品と共にカーカスプライ16の所定位置に配設され、グリーンタイヤは、図示しない加硫モールドに装填されブラダー又はエアーの膨張によって内方からモールド面へ押圧される。スティフナー18のリッジ20は、カーカスプライのコーティングゴムに押圧されて潰され、表面のゴムが流動して新しい界面が表れて相手部材と相互に接着するので、ゴムのりを用いなくても確実な接着が行われる。
(もっと読む)
1 - 20 / 23
[ Back to top ]