
Fターム[4F207KA01]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (6,098) | 主成形材料を溶融させて押出すもの (3,123)
Fターム[4F207KA01]に分類される特許
1,941 - 1,960 / 3,123
押出ダイのクリーニング方法および装置
押出ダイの出口面付近においてダイオリフィス上にワイヤを通過させることによって、押出ダイを、特にいわゆるダイドリップについてクリーニングすることができる。押出の操作は、ワイヤを押出物の流れに通過させることで影響を受けることはなく、したがって、押出操作は、クリーニングプロセスのために中断される必要がない。この方法は、特にポリマーが押出されるダイのクリーニングに有用である。  (もっと読む)
(もっと読む)
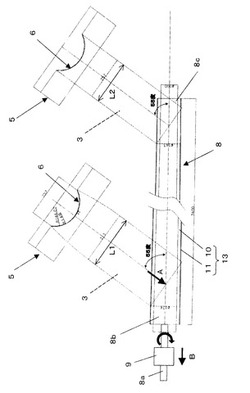
多層ウエブ製品を製造するための方法及び装置
エアーフォーミングにより成形された少なくとも1層のファイバー層(6)とプラスチックフィルム(13,21)の形状である少なくとも1層の付加的な層との組み合わせを含む多層ウエブ製品(1)を製造するための方法及び装置が記載されている。該ファイバー層(6)が成形され、そして、好ましくは熱固定により、固定され、そして該プラスチックフィルム(13,21)が、前もって成形されそして固定された該ファイバー層の上に、直接に又は即座の連合により押出され、そして該ファイバー層と圧縮ユニット(9,17)における圧縮作用により結合される。該圧縮によって、該熱いプラスチックフィルムは該ファイバー層と結合され且つその中に圧縮されて、独立の熱供給を必要とせずに一体的な連続した製品を製造する。  (もっと読む)
(もっと読む)
複合ゴムテープの製造方法及びゴム製筒体の製造方法
【課題】外観が円錐台形状のゴム製筒体の全体又は外面ゴム層を形成する材料として好適に使用可能な複合ゴムテープを提供するとともに、係る複合ゴムテープを用いたゴム製筒体の製造方法を提供する。
【解決手段】未加硫ゴムと短繊維1とを混合して得られる複合ゴムを、押出装置2に形成されたスリット状の押出口6から押し出すことによって、長さ方向Aに短繊維1が配向した複合ゴムテープ3を製造する方法であって、前記押出口6が円弧状のスリット形状とされ、押出口6から押し出された複合ゴムテープ3をさらに長さ方向Aに引張ることにより、複合ゴムテープ3の厚みの変化を抑制しつつ、テープ幅を変化させるようにする。
(もっと読む)
押出成形装置及びこれを用いたポリエーテルサルホンの押出成形方法

【課題】成形品の厚みのばらつきを抑制可能な押出成形装置を提供する。
【解決手段】加熱した樹脂を押し出す押出機1と、該押出機1から供給されたPES等のスーパーエンジニアリングプラスチックを筒状に成形して押し出すサーキュラーダイス2とを備え、該サーキュラーダイス2は、外筒部3と内筒部4とを備え、該内筒部4に加熱手段としてヒーター10及び11を設けた構成とする。
(もっと読む)
ウエザストリップ
【課題】生産コストの増加を抑制するとともに、テキスタイル調の外観を呈することで著しい外観品質の向上を図ることのできるウエザストリップを提供する。
【解決手段】ウエザストリップ本体4Aは、トリム部5及び中空状のシール部6を備え、意匠リップ18が延出形成されている。意匠リップ18の外表面を含む意匠面Dに、TPOを発泡させた発泡材料よりなる加飾層25が取着される。加飾層25は、押出成形により形成され、デュロメーターA硬度が55度〜65度であり、平均セル径が30μm〜80μmの独立気泡を有し、表面には長手方向に沿った多数の線状溝部を有する。また、オレフィン系ゴム成分及びオレフィン系樹脂成分を主成分とし、各成分の重量比率が90:10〜75:25であり、オレフィン系樹脂成分はメルトフローレートが0.1〜30g/10minのポリプロピレン系樹脂からなる。
(もっと読む)
ポリエチレンテレフタレート系樹脂フィルムロール、およびその製造方法
【課題】後加工時の熱処理工程におけるフィルムの通過性がロール全長に亘って良好であり、透明性がきわめて高い上、滑り性、接着性が良好でポリエチレンテレフタレート系樹脂フィルムロールを提供する。
【解決手段】フィルムロールは、実質的に粒子を含有しないフィルム基材の少なくとも片面に、ウレタン樹脂と粒子とを含む塗布液を塗工し、乾燥した後に、少なくとも一方向に延伸して巻き取ることによって得られる。そして、フィルムの巻き終わりからフィルムの巻き始めまでに、略等間隔で合計10個の試料切り出し部を設けたとき、各切り出し部において、左右両端際のHS150がいずれも所定の範囲内の値となり、左右両端際のHS150の差が所定の範囲内の値となるように調整されている。また、左右両端際のHS150の長手方向における変動量が、いずれも所定の範囲内の値となるように調整されている。
(もっと読む)
ストランドの製造方法
【課題】 表面外観が良いストランドの製造方法の提供。
【解決手段】 (A)熱可塑性樹脂100質量部、(B)前記(A)成分の熱可塑性樹脂中に分散した状態で粒子径が100μm以下の粒子状セルロースエステル及び/又は繊維状のセルロースエステル0.1〜50質量部、並びに(C)セルロース系充填材10〜300質量部を含有する熱可塑性樹脂組成物から得られるストランドの製造方法であって、
(a)前記熱可塑性樹脂組成物をヘンシェルミキサー中で加熱しながら混練し、造粒する工程、(b)前記(a)工程で得られた造粒物を冷却する工程、(c)前記(b)工程で冷却された造粒物を押出機に供給して、ストランド状に押し出す工程、を有しているストランドの製造方法。
(もっと読む)
被覆プロセス及び物品
固相重合処理により進行できる熱可塑性ポリマーを少なくとも1種の非類似熱可塑性ポリマー又は有機若しくは無機粒子状充填剤とブレンドする。このブレンドを固相重合処理し、固相重合前のブレンドの物理的若しくは化学的特性と異なる少なくとも1つの物理的若しくは化学的特性を示す改質ポリマーアロイ又は充填剤添加したポリマーブレンドを与える。改質ポリマーアロイ若しくは充填剤添加ポリマーブレンドの接着性層で支持体を被覆する。改質ポリマーアロイ又は充填剤添加ポリマーブレンドは、改質ポリマーアロイ若しくは充填剤添加ポリマーブレンドの溶融粘度と類似の溶融粘度を示す熱可塑性押出ポリマーの層と同時押出及び支持体に塗布でき、接着性被覆を形成する。 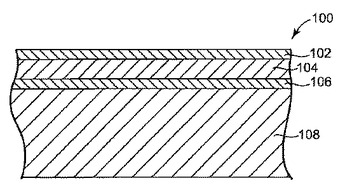 (もっと読む)
(もっと読む)
太陽電池用接着シートの製造方法
【課題】 本発明は、太陽電池用接着シートの製造方法を提供する。
【解決手段】 本発明の太陽電池用接着シートの製造方法は、有機過酸化物及び架橋助剤を含有し且つエチレン系共重合体を主成分とする第1樹脂組成物を押出機に供給して溶融混練し押出す一方、別の押出機に、第1樹脂組成物よりも架橋性の低い樹脂組成物か或いは架橋性を有しないエチレン系共重合体を主成分とする樹脂組成物を第2樹脂組成物として供給して溶融混練して押出し、第1、第2樹脂組成物を合流させ、シート状の第1樹脂組成物の表裏面にシート状の第2樹脂組成物を積層一体化させると共に第2樹脂組成物の幅方向の対向する両端部同士を合流させて積層シートとし、この積層シートをTダイ内にて幅方向に展開して、第1樹脂組成物からなる中間シート層とこの中間シート層を被覆し且つ第2樹脂組成物からなる外側シート層とよりなる太陽電池用接着シートを共押出成形することを特徴とする。
(もっと読む)
発泡合成樹脂押出成形の引取速度制御装置
【課題】 サイザーを備えた発泡合成樹脂押出成形においても、所定の断面形状の成形品が得られる押出制御装置を提供する。
【解決手段】 押出成形機のダイスから押し出された発泡成形品をサイザーを通過させ、引取機によって引き取るようにした発泡合成樹脂の押出成形において、サイザーにワーク速度計を設け、引取機に引取速度計を設け、前記引取機には引取機の速度を制御する引取速度制御手段を設けてなる。そして、発泡成形品の所定の形状が得られているときの押出速度を基準値とし、押出速度計が検出した押出速度が基準値から外れて、押出速度が基準値より遅くなった場合には引取機の速度を速め、速くなった場合には引取機の速度を遅くする。さらに、発泡成形品の断面が所定の形状、寸法から外れた場合に、引取速度制御手段により所定の断面形状、寸法が得られる押出速度となるように引取機の速度を決定するものである。
(もっと読む)
フィルム製造装置及びフィルム製造方法
【課題】筒状体が閉鎖部材から剥離してフィルムの平滑性を低下させたり、冷却媒体収容室から冷却媒体が漏れたりすることがないようにする。
【解決手段】回転自在に配設された第1のロール14と、第1のロール14と対向させて回転自在に配設され、第1のロール14と共に押出樹脂12を挟み、押圧する第2のロール15とを有する。第2のロール15は、弾性変形が可能な厚さを有し、かつ、熱伝導性の高い材料から成る筒状体、及び筒状体の両端を閉鎖する閉鎖部材を22備える。軸方向における筒状体の有効長さは、第1のロール14の最大外径部の長さより大きくされる。軸方向における筒状体の有効長さは、第1のロール14の最大外径部の長さより大きくされるので、筒状体が第1のロール14より軸方向外方で変形するのが拘束されない。
(もっと読む)
押出合成プラスティックウッド複合材料の寸法を監視する引抜装置速度制御装置
押出物引抜装置の速度を変化させることにより押出成形機(14)から出る押出物(16)の寸法を制御すると共に定寸装置を通る押出物の移動速度、膨脹率、及び、押出成形機の押出速度における変動を補償するシステムであって、押出物を押し出す押出成形機と、ローラ及び一例の定寸装置を含むコンベアシステムと、定寸装置を通して押出物を引き抜く引抜装置と、押出物の所望の形状を維持する際に当該システムを支援するレーザー近接測定装置とを含む。レーザー近接測定装置は、少なくとも一対の光学式非接触型変位トランスデューサと、リアルタイムプロセッサと、対話型タッチスクリーンディスプレイ(60)とを含む。トランスデューサは、押出物の側面にレーザーポイントを提供するレーザービームを放出する。  (もっと読む)
(もっと読む)
光学フィルムの製造方法
【課題】 光学フィルム表面に点状欠陥が生起することがなく、光学ムラが生じない光学フィルムの製造方法を提供する。
【解決手段】 樹脂ペレットを、酸素濃度10ppm以下の不活性ガスを媒体として押出機に輸送し、当該ペレットを溶融押出成形することを特徴とする、光学フィルムの製造方法と、それから得られた光学フィルムを提供する。
(もっと読む)
複合管を製造するための装置
【課題】楕円形断面を有する複合管の製造に使用できるように一般タイプの装置を改良する。
【解決手段】楕円形断面を有する複合管の製造装置が、製造方向(6)に進む、モールド経路(5)上で一度にペアとして一体化して1つのモールドを形成するモールド半体(2,2’)を備える。少なくとも1つの押出機のインジェクションヘッド(10)がモールド経路(5)の上流側に配置される。外側管(11)を創出するための外側ノズル(20)は実質的に円形の形状を有し、製造方向(6)の下流側に配置される。作るべき管の楕円断面と同様の断面を有する内側ノズルがモールド経路(5)内に位置する。モールド経路に入ると、外側ノズル(20)を通って押し出される外側管は一方向に膨張され、これと垂直な方向に共に押し込まれる。
(もっと読む)
ゴムロール製造方法
【課題】ゴム材料がヘッド内で会合する際発生するウェルドラインをゴム材料処方によらず防止し、電気特性の周方向ムラが少ないゴムロールを形成することができる。
【解決手段】本発明は以下の構成とする。即ち、クロスヘッドを有するゴム押出し機により芯金の外周上にゴム材料を被覆するゴムロールの製造方法である。
具体的には、該クロスヘッドがダイとマンドレルで構成されており、該ダイの内壁に設けられた出口方向に向かうらせん溝(1)に沿って該ゴム材料が押出される工程を経て形成することを特徴とする。
上記製造方法において、該クロスヘッドを構成するマンドレルの外壁に設けられた出口方向に向かうらせん溝(2)に沿って該ゴム材料が押出される工程を経ることを特徴とする。
上記製造方法において、該らせん溝(1)と該らせん溝(2)が互いに逆回転方向のらせん溝であることを特徴とする。
(もっと読む)
多層熱可塑性フィルム
固相重合処理により進行できる熱可塑性ポリマーを少なくとも1種の非類似熱可塑性ポリマー又は有機若しくは無機粒子状充填剤とブレンドする。このブレンドを固相重合処理し、固相重合前のブレンドの物理的若しくは化学的特性と異なる少なくとも1つの物理的若しくは化学的特性を示す改質ポリマーアロイ又は充填剤添加したポリマーブレンドを与える。改質ポリマーアロイ又は充填剤添加ポリマーブレンドは、改質ポリマーアロイ若しくは充填剤添加ポリマーブレンドの溶融粘度と類似の溶融粘度を示す熱可塑性押出ポリマーの層と同時押出できる。  (もっと読む)
(もっと読む)
粘弾性材料を均質化して濾過する方法及び装置
【課題】作動を停止させる必要なくサイズの大きな物質を除く押出し装置を提供する。
【解決手段】粘弾性材料の押出し装置は本体(1)内に同軸状且つ同心状に位置決めされた2本(2,3)又は数本の混練及び運搬スクリューを有する。大径スクリュー(2)のフライト(21)によって掃過される空間をすぐ隣りの小径スクリュー(3)のフライト(31)によって掃過される空間に連通させることができるオリフィス(22)が設けられている。固定円筒形管(4)がその壁を貫通した孔(41)を有し、円筒形管は上記両方の空間相互間に挿入される。大径スクリューのフライトによって掃過される空間は、壁(43)によって閉鎖される。壁(43)は、取り外し可能な閉塞手段(61)によって閉鎖された吐き口(52,62)と連通状態にあるオリフィス(42)を有する。
(もっと読む)
スパイラルダイ
【課題】複数の流入溶融樹脂を周囲均等に分散成形し、均一、均質化の優れた品質の2層の積層管状樹脂が得られ、かつ多品種の溶融樹脂、押出条件に対応出来るスパイラルダイの提供。
【解決手段】ダイ本体1は、内筒となる上方からの溶融樹脂の流入口31aを備えて内側樹脂層を形成するマンドレル2と、外筒となる側方からの溶融樹脂の流入口32aを備えて外側樹脂層を形成するダイシリンダー部1bとを有し、マンドレル2とダイシリンダー部1bとの間に内外両樹脂層を同時に均一化するための筒状回転体5を回動自在に挿着して成り、マンドレル2の外面には上方からの流入口31aにつながる内層用スパイラル溝3aが周設され、ダイシリンダー部1bの内面には側方からの流入口32aにつながる外層用スパイラル溝3bが内設され、内外樹脂層は筒状回転体5の先端部5dで合流し2層の積層管状樹脂が得られることを特徴とする。
(もっと読む)
抗菌性を有する食品包装材
本発明は、プラスチックに基づく単層構造または多層構造の食品包装であって、単層または多層のうちの少なくとも1層が抗菌性を有する少なくとも一つの金属を含み、抗菌性を有する金属の少なくとも一部が微細な金属の形態で存在し、残りの部分が塩の形態で存在する食品包装に関するものである。 (もっと読む)
合成樹脂製押出成形品の表面加飾方法
【課題】 押出成形の生産性を損なうことなく外層の層厚を多様に変化させることを技術的な課題とするものであり、もって外表面に着色濃度に係る多様な模様を現出させた押出成形品を提供することを目的とする。
【解決手段】 少なくとも、内層を形成する内層樹脂通路と薄肉の外層を形成する外層樹脂通路を有する多層共押出し成形用ダイスを用い、外層を形成する外層用樹脂の供給速度を周期状に変化させる共に、引取機により伸張状態で押出成形し、供給速度の平均値、供給速度の変動周期、外層樹脂通路の合流点直前におけるスリットクリアランス、および引取速度の組み合わせにより、外層の層厚を多様に変化させて、成形品の外表面に着色濃度に係る模様を現出させる。
(もっと読む)
1,941 - 1,960 / 3,123
[ Back to top ]