
Fターム[4F207KW41]の内容
プラスチック等の押出成形 (29,461) | 成形品の後処理・後加工 (830) | 後段階の成形に供するもの (344)
Fターム[4F207KW41]の下位に属するFターム
型付け、エンボス (148)
Fターム[4F207KW41]に分類される特許
181 - 196 / 196
押出製品の補強体としてのウェットユース・チョップドストランドガラス
【課題】押出工程でウェットユース・チョップドストランド(WUCS)ガラス繊維を使用して、強化押出熱可塑性樹脂製品を成形する技術を提供することにある。
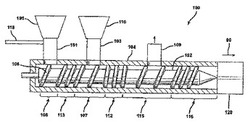
【解決手段】スクリュウ押出方法でウェットユース・チョップドストランドガラス(WUCS)を混和する方法を提供する。ポリマー樹脂が、押出機(100)のポリマーフィードゾーン(106)内に添加されかつ樹脂が少なくとも部分的に溶融される第一圧縮ゾーン(113)へと搬送される。溶融した樹脂は、WUCS繊維が添加される大容積ゾーン(107)へと搬送される。大容積ゾーン内では、押出機内へのWUCSの導入を容易にするため、スクリュウのフライトを大きいピッチにすることができる。溶融した樹脂/繊維混合物は第二圧縮ゾーン(112)に搬送され、ここで、樹脂および繊維が緊密に配合される。次に、溶融した樹脂/繊維のマスが低圧ゾーン(115)に搬送され、ここで、繊維から蒸発された水分が開口(109)を通って放出される。
(もっと読む)
光学フィルムの製造方法

【課題】 フィルムの幅手方向に遅相軸を有し、均一なレタデーションを有する光学フィルムの製造方法を提供する。この光学フィルムを用いることにより、液晶表示装置の表示コントラストを高くし、良好な視野角特性を付与する。
【解決手段】 溶融流延製膜法で製膜された未延伸フィルムの両端をクリップで把持して幅手方向に延伸する連続的な光学フィルムの製造方法であり、該未延伸フィルムのクリップに把持される部分のフィルム厚みが、フィルム中央部側でクリップ把持部分に隣接する部分のフィルム厚みより10〜300%厚くなるように、ダイ24の幅手方向に配置された膜厚調整手段により調整する。また、未延伸フィルム中央部分の厚みが、フィルム中央部側でクリップ把持部分に隣接する部分のフィルム厚みより10〜100%厚くなるように、ダイ24の幅手方向に配置された膜厚調整手段により調整するのが、好ましい。
(もっと読む)
楔形板の成形装置
【課題】 成形速度が速く、かつ内部応力の残留が発生しにくい楔形板の成形装置を提供する。
【解決手段】 射出器10は、ホッパー12から送入され熱電対14で加熱して溶かされたプラスチックをスクリュー16で出口18から射出する。金型20は湯道22の湯口24が射出器10の出口18に連接される。ロールフォーミング装置30は、間の空間が高空間部と低空間部を少なくとも一つ有するローラー32、34を少なくとも二つ有する。金型20の出口26は空間に照準を合わせ、かつ出口26の形が空間に対応する形状を呈することで、溶けたプラスチックは金型20の湯道22から空間に流れ、二つのローラー32、34はそのプラスチックをロールフォーミングする。裁断装置40はロールフォーミング装置30の後方に設置され、ロールフォーミングされた後のプラスチックを裁断し、複数個の楔形板42を形成する。
(もっと読む)
合成樹脂シートのネット状面製造方法
【課題】合成樹脂ネットを成型するにあたり、金型及び成型装置を出来るだけ簡素化し、強化手段としての延伸処理加工を可能にし、複合材料に匹敵する単一材で安価で、且つ、強化ネットを裏打ちしたようなシートの製造を実現する。
【解決手段】
金型の構造が複雑になる回転や摺動部を持たない従来の汎用金型によって、簡単に成形加工出来るリブ付きシートを押し出し、押し出し方向に対して平行な方向には、強度向上の手段としての延伸加工を施し、且つ、その欠点である強度の指向性を軽減させるべく、押し出し方向に平行に列状をなした凸部(リブ)を熱可塑性樹脂の特性を生かして、圧縮によって押し出し方向に対して垂直に配置したミゾ誘導にさせるべく、圧縮構造体によって圧着させることによって、延伸処理の指向性による延伸処理方向への裂けを、リブの圧着によって出来た接合部によって防止することによって実現した。
(もっと読む)
樹脂板の製造方法
【課題】押出成形によって板厚精度の優れた樹脂板を製造する方法を提供する。
【解決手段】押出成形機のダイ15から押し出された熱可塑性樹脂を、略平行に配列された一対の冷却ロール(16a,16b)の間隙16dに供給して、間隙16d部分にバンク20を形成しながら圧延成形する樹脂板の製造方法において、板厚が7mm以上の樹脂板を成形する場合に、バンク20の表面温度を、冷却ロール16の両端部から中央部にかけて低くなるように設定する。
(もっと読む)
スチールコードカーカス帯状体を製造するためのカレンダー設備
【解決手段】本発明は、特にスチールコードカーカス帯状体を製造するためのカレンダー設備に関し、このカレンダー設備が、可塑化された材料14、15を供給するための2つの押出し成形機2、3、スチールコード23を供給するためのスチールコード供給装置4、第1の作業ロール18と第1の展延引抜きロール20とを備える、第1の逆方向に回転するロール対、および、第2の作業ロール19と第2の展延引抜きロール21とを備える、第2の逆方向に回転するロール対を有するカレンダー5、この第1の押出し成形機2と、第1のロール対18、20との間に設けられ、且つ、第1の展延引抜き間隙30内においてこの第1のロール対18、20の間に突出する第1の幅広スリットノズル16、および、この第2の押出し成形機3と、第2のロール対19、21との間に設けられ、且つ、第2の展延引抜き間隙31内においてこの第2のロール対19、21の間に突出する第2の幅広スリットノズル17を有しており、その際、第1のロール対18、20から出力された第1の伸展された帯状体26、第2のロール対19、21から出力された第2の伸展された帯状体27、および、スチールコード供給装置4から出力されたスチールコード23の収容のために、および、スチールコードカーカス帯状体6の出力のために、これら作業ロール18、19の間に、作業間隙32が形成されている。  (もっと読む)
(もっと読む)
熱収縮性ポリエステル系フィルム
【課題】 ラベル用の熱収縮性ポリエステル系フィルムであって、収縮によるシワ、収縮斑、歪みの発生が極めて少ない熱収縮性ポリエステル系フィルムを提供すること。
【解決手段】 原料として少なくとも2種類の異なるポリエステル樹脂A、Bとをそれぞれ別々の押出機A1、B1に投入し、溶融し、溶融状態のままA、Bの樹脂を混合装置Cに投入、混合したあとに、T−ダイから押出し、冷却した未延伸シートを少なくとも一軸に延伸することにより得られる熱収縮性ポリエステル系フィルム。
(もっと読む)
合成樹脂シートのネット状製造方法
【課題】金型及び成型装置を出来るだけ簡素化し、複合材料に匹敵する単一材で安価のネット状裏打ちシートの製造を実現する。
【解決手段】
押し出し金型は従来の単一金型とし、押し出し方向に平行なリブどおしを熱可塑性合成樹脂
の特性を生かして、圧着させることによって押し出し方向に対して垂直方向への強度を確保
するために、空冷あるいは水冷装置を兼ね備えたアルミローラー又はアルミプレートを用いて一部圧着する事によりネット状面に成型した。
(もっと読む)
成形可能な熱可塑性積層体を製造する方法
【課題】
レゾルシノールアリーレートポリエステル鎖成分を含む第1表面層と、基材に接合するのに適した第2表面層とを含む積層材を作成する方法。
【解決手段】
第1表面層ポリマー材料及び第2表面層ポリマー材料を、ダイを通して、第1のニップを定める第1の表面ロール及び第2の表面ロールからなるカレンダーロールスタックの第1のニップ中に共押出して積層材を形成する。第1のニップで約400N/cm以上のニップ荷重を積層体にかけることができ、そのロールスタックから積層材を回収することができる。第1のロールと第2のロールは、各々、約5マイクロメートル以下の表面平滑度及び約40〜約150℃の温度を有することができる。
(もっと読む)
高強度・高透明性ポリプロピレンシート
【課題】透明性と機械的性質に優れた厚物アイソタクチックポリプロピレンの提供
【解決手段】 結晶核剤を配合して成形したポリプロピレンシートで、弾性率1.2GPa以上、破断強さ90MPa以上であり、ヘーズ値が11%以下であることを特徴とする透明性ポリプロピレンシート、及びポリプロピレンに結晶核剤を配合し、シートを押出成形し、ポリプロピレンの融点をTmとしたとき、(Tm−90)℃以上で、(Tm−40)℃以下の温度のチルロール表面で結晶化したシートを、周波数1Hzの非共振強制振動法動的粘弾性温度曲線における損失係数の結晶分散ピーク温度をαcとしたときに、(αc−30)℃から(αc+20)℃の温度範囲で特定の条件下に圧延加工して、弾性率1.2GPa、最大応力90MPa以上であり、ヘーズ値が11%以下であることを特徴とする透明性ポリプロピレンシート。
(もっと読む)
イヤープラグおよびその製造方法
発泡熱可塑性イヤープラグを形成する処理であって、熱可塑性材料の発泡部分(10)を押出成形して押出成形物(24)を形成し、適切な整形装置(26)において発泡熱可塑性材料を整形し、得られた、整形された材料を適切なカッタ(34)で少なくとも部分的に分離して個々のイヤープラグを形成する、ステップを有する。  (もっと読む)
(もっと読む)
エチレンコポリマーを含む組成物
熱可塑性組成物(例えば、ポリエステルまたはポリエチレンおよびポリプロピレンなどのポリオレフィン)へのフォイルの改善された接着性を提供するためにエチレンコポリマーを用いる積層方法が開示されている。繋ぎ層としてエチレンコポリマー組成物を用いる、熱可塑性組成物に積層されたフォイルを含む多層構造も開示されている。これらの多層構造は包装フィルムおよび工業フィルムとして有用である。これらの多層構造を含む包装も開示されている。 (もっと読む)
可塑性特性及び弾性特性の両方を有するウェブ材料
押出成形ウェブが開示される。押出成形ウェブは不織布材料又はフィルムのいずれかであることができる。ウェブは塑弾性材料を含み、その場合塑弾性材料は、第1ポリオレフィンと第2ポリオレフィンとの組み合わせ(ポリマーブレンド又はポリマー混合物のいずれか)である。ポリオレフィンの請求された組み合わせは、前記ウェブから採取された試料が初期ひずみ周期を受ける時(ウェブが少なくとも30%の固定を初期ひずみ周期により与えられるように)実質的に可塑性の特性を有し、ウェブから採取された試料が、少なくとも第2のひずみ周期を受ける時、実質的に弾性の特性を有する材料を結果としてもたらす。  (もっと読む)
(もっと読む)
空気チャネル付きペースト押出絶縁体
本発明は、導体と導体の周りにペースト押出されたPTFEファインパウダーの絶縁体を有する絶縁線を提供する。ペースト押出された絶縁体は、導体から離間して配置された少なくとも1つの閉連続長手方向空気チャネルを有する。本発明は、ダイ、心棒および少なくとも1つのチャネル形成部材を含む押出装置に、潤滑性PTFEファインパウダーをペースト押出することによって導体の周りに絶縁体を形成する方法をさらに提供する。ダイと心棒は、押出オリフィスに至る収束チャンバーを形成し、チャネル形成部材はオリフィスに位置している。心棒は導体を供給するための中心穴を有している。潤滑性PTFEファインパウダーはチャンバーを通して、導体の周りの潤滑性未加工押出物としてオリフィス出口から押し出され、導体から離間して配置された少なくとも1つの閉長手方向空気チャネルを有する絶縁体を形成する。 (もっと読む)
光学的特性および加工特性が改良されたポリカーボネート中実成形物品
本発明は光学的特性および加工特性が改良されたポリカーボネート中実成形物品に関する。 (もっと読む)
タイヤ内面用インナーライナー
【課題】 空気バリア性および耐久性に優れる、軽量化されたタイヤ内面用インナーライナーを提供すること。
【解決手段】 エチレン含有量20〜70モル%、ケン化度85%以上のエチレン−ビニルアルコール共重合体(A)60〜99重量%および疎水性可塑剤(B)1〜40重量%からなる樹脂組成物でなるタイヤ内面用インナーライナー。
(もっと読む)
181 - 196 / 196
[ Back to top ]