
Fターム[4F207KW41]の内容
プラスチック等の押出成形 (29,461) | 成形品の後処理・後加工 (830) | 後段階の成形に供するもの (344)
Fターム[4F207KW41]の下位に属するFターム
型付け、エンボス (148)
Fターム[4F207KW41]に分類される特許
61 - 80 / 196
光学フィルムの製造方法
【課題】透明性、厚み精度および経済的なポリプロピレン系樹脂からなる光学フィルムの製造方法を提供する
【解決手段】
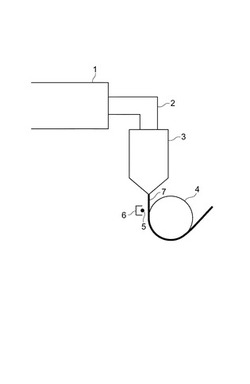
溶融されたポリプロピレン系樹脂をフィルム7に成形する成形工程と、フィルム7を回転冷却体4に密着せしめて冷却固化する冷却工程とを備え、冷却工程では、フィルム7を静電的に回転冷却体4に密着せしめる、ポリプロピレン系樹脂からなる光学フィルムの製造方法である。
(もっと読む)
4−メチル−1−ペンテン系重合体フィルムの製造法
【課題】二軸延伸成形性に優れた4−メチル−1−ペンテン系重合体フィルムを提供する。
【解決手段】二軸延伸用の4−メチル−1−ペンテン系重合体フィルムの製造方法であって、4−メチル−1−ペンテン系重合体をダイスからフィルム状に溶融押出した後、一対のロール間を通して4−メチル−1−ペンテン系重合体フィルムを製造する方法において、ロール間を通るフィルム状の溶融押出物に対するロール線圧が0.1kg/cm〜90kg/cmであることを特徴とする方法。
(もっと読む)
光沢樹脂及びその作製方法
本開示は、熱成形用途のために好適な光沢樹脂を形成するポリマー組成物に関する。本発明のポリマー組成物は、清澄化ランダムプロピレン/α−オレフィンコポリマーと、カップリング剤と、必要な場合にはエラストマーとから構成される反応生成物を含む。光沢樹脂のメルトフローレートを調節するための方法もまた開示される。光沢樹脂のメルトフローレートを調節することにより、光沢樹脂を含有するスクラップの熱可塑性材料を熱成形操作において再利用することが可能になる。 (もっと読む)
未延伸ポリマー成形体の製造方法、並びに、該未延伸ポリマー成形体を用いた空洞含有樹脂成形体の製造方法、及び該製造方法により得られた空洞含有樹脂成形体
【課題】巻き取りが容易で、高速で延伸することが可能な、延伸加工性に優れた未延伸ポリマー成形体を製造することができる未延伸ポリマー成形体の製造方法、並びに、該未延伸ポリマー成形体を用いた空洞含有樹脂成形体の製造方法、及び該製造方法により得られた空洞含有樹脂成形体の提供。
【解決手段】ポリマー成形体の製造方法は、溶融混練した結晶性を有するポリマーを含むポリマー組成物をダイから押し出す押し出し工程と、前記押し出されたポリマー組成物を未延伸の状態で冷却速度を40℃/秒以上で冷却し、未延伸ポリマー成形体を成形する成形工程とを含む。
(もっと読む)
熱可塑性樹脂組成物、その製造方法、熱可塑性樹脂フィルム、その製造方法、偏光板および液晶表示装置
【課題】フィルムの接触角偏差が小さく、偏光板に使用した際に貼り合せ不良の発生し難い熱可塑性フィルムおよびその製造方法を提供する。該フィルムの製造方法の原料として用いることに適した、熱可塑性樹脂組成物およびその製造方法を提供する。さらに、該フィルムを用いた偏光板および液晶表示装置を提供する。
【解決手段】ニーディングディスクが設置されているスクリューを少なくとも2本有しており、且つ、前記ニーディングディスクの上流においてスクリュー長の35〜80%の長さに渡る領域が210〜310℃の範囲内の温度に維持されている多軸押出機に、ガラス転移温度が180℃以下である熱可塑性樹脂と添加剤とを含む組成物を供給し、スクリューの回転により前記組成物をスクリュー全長に渡って搬送する工程を含むことを特徴とする熱可塑性樹脂組成物の製造方法。
(もっと読む)
多層熱可塑性シート材料およびそれから調製された熱成形物品
本発明は、表面非発泡層Aおよび表面発泡層Bを含み、約0.5〜約20ミリメートル(mm)の総シート厚さを有する、特に熱成形用途、例えば冷蔵庫キャビネットおよびドアライナーに好適な多層シートを提供する。サイクル時間の短縮およびポリマーとエネルギーの節減を含めた熱成形性の向上が与えられる。好ましくは、非発泡熱可塑性ポリマー表面層(A)は、約0.25〜約6ミリメートルの厚さを有し、そして発泡熱可塑性ポリマー表面層(B)は、いずれかの他の発泡ポリマー層とともに少なくとも約五(5)質量%の総密度低下を有し、そしていずれかの他の非発泡層をともに備えた非発泡層の総厚さよりも大きな総厚さを有している。また、熱成形プロセス、熱成形物品、断熱性物品を与える方法および断熱性物品における改善が提供される。 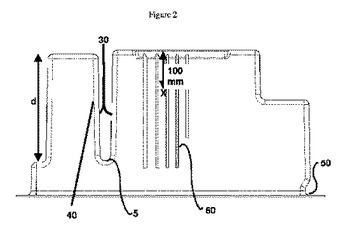 (もっと読む)
(もっと読む)
平面状の成形体又はシートの製造方法
異方性の熱膨張係数を有する平面状の成形体又はシートの製造は、押出可能な熱可塑性ポリマー成形材料を、10〜1000nmの範囲での直径、及び1:5〜1:10000の範囲のアスペクト比を有する小片状のフィロケイ酸塩で満たすことによって、満たされた熱可塑性ポリマー成形材料の押出し、そして続く押出物の単軸又は二軸に延伸によって実施し、平面状の成形体又はシートを得る。 (もっと読む)
断熱性紙容器の製造方法及びその製品

本発明は、断熱性紙容器の製造方法及びその製品を開示する。当該方法は、(a)高分子ポリエチレンテレフタレート又は高分子ポリプロピレン粒子と接着剤とを混合して攪拌した後、ポリマー材料を形成するステップと、(b)ポリマー材料を押出機で加熱して押出して薄膜を形成し、薄膜で紙の表面を被覆するステップと、(c)ラミネートローラにより、薄膜を被覆する紙を冷却してラミネートするステップと、(d)薄膜が被覆されていない側の紙面に、スプレー、ロール又はカラー印刷の方式により連続的に発泡材料を塗布し、乾燥させてから巻き取り、半製品に切断して紙容器を成型するか、紙容器を成型した後に、紙容器の外縁に発泡材料を塗布するステップと、(e)発泡材料を加熱装置で加熱し、発泡成型するステップと、を含む。本発明の方法は、発泡の均一度及び生産効率を有効に高め、欠陥率を減らし、生産される製品は、環境を汚染させず、断熱性及び保温性を有するなど長所が多い。 (もっと読む)
多層光学物品
ポリプロピレン系フィルムと、このポリプロピレン系フィルムの少なくとも一方の表面上の層であって、エチレンと少なくとも1つのα−オレフィンコモノマーとのコポリマーを含み、0.90g/cm3以下の密度及び1〜4の多分散指数を有するエチレン系材料を含む層と、を含み、2軸延伸されている、多層物品が開示される。一部の実施形態では、多層物品は、望ましい光学的特性を示す。 (もっと読む)
ポリスチレン系樹脂発泡シートの製造方法、ポリスチレン系樹脂発泡シート及び容器
【課題】 本発明は、軽量性及び機械的強度に優れた容器などの成形品を得ることができるポリスチレン系樹脂発泡シートの製造方法を提供する。
【解決手段】 本発明のポリスチレン系樹脂発泡シートの製造方法は、メルトフローレイトが0.5〜2.0g/10分で且つZ平均分子量が75万以上であるポリスチレン系樹脂を押出機内に供給して発泡剤の存在下にて溶融混練して押出発泡させて目付量が100〜135g/m2で且つ密度が0.040〜0.065g/cm3であるポリスチレン系樹脂発泡シートを製造することを特徴とする。
(もっと読む)
電気絶縁性シートの表面処理装置、表面処理方法、および、電気絶縁性シートの製造方法
【課題】電気絶縁性フィルムの放電処理による表面改質方法に関する。光学フィルム等のコーティング塗膜では、フィルムのぬれ性が不均一であると、ぬれが低い部分で塗布ムラが発生しやすく、光学欠点を抑制できないでいた。
【解決手段】フィルム表面に、放電密度が1×104[W/m2]以上4×104[W/m2]以下、かつ、処理時間0.04[秒]以上0.2[秒]以下で処理を行った後、フィルムに塗液をコーティングする。フィルム表面のぬれがばらつきなく均一であるので、コーティング塗液がはじきにくく塗布欠点を発生しにくい。
(もっと読む)
微多孔膜の製造方法および微多孔膜の製造装置
本発明は、ポリオレフィン溶液を押出ダイを通して押し出すことにより形成した押出物から熱を逃がすためのアセンブリに関する。当該アセンブリは、押出物の相反する表面を受け取る位置に配置された少なくとも1対の上流ロール、および少なくとも1つの下流ロールを含み、当該上流ロールの対および当該下流ロールは、当該下流ロールが当該上流ロールの対から押出物を受け取ることができるよう整列される。微多孔膜を製造するための方法も提供する。 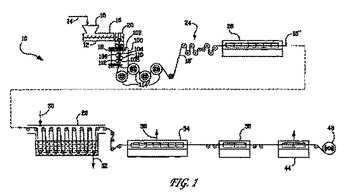 (もっと読む)
(もっと読む)
多層微多孔膜の製造方法および非水電解液二次電池用セパレータ
【課題】セパレータとして用いた場合に良好な安全性と良好なサイクル性とを備えた二次電池を実現し得る多層微多孔膜、等を提供する。
【解決手段】樹脂組成物(I)と樹脂組成物(II)とを共に溶融状態で押出し、樹脂組成物(I)にて形成される第一の層と、樹脂組成物(II)にて形成される第二の層とが積層された多層膜を形成する多層膜形成工程と、その後、第一の層、及び第二の層を共に微多孔化する多層微多孔膜形成工程と、を含み、樹脂組成物(I)の融点をmp(I)、粘度平均分子量をMv(I)とし、樹脂組成物(II)の融点をmp(II)、粘度平均分子量をMv(II)とした場合に、mp(I)とmp(II)とのmp差が10℃未満、Mv(I)とMv(II)とのMv差が50万以下、Mv(I)とMv(II)とのMv比が5未満、を満たすことを特徴とする多層微多孔膜の製造方法。
(もっと読む)
軟質シートの製造方法
【課題】効率的な軟質シートの製造方法、特に圧延工程が短縮化された軟質シートの製造方法を提供すること。
【解決手段】前記軟質シートの原料である混合物と、この溶融物が通過する断面穴を有するダイとを用意し、当該混合物を当該ダイの断面穴へ通過させることにより長尺物を成形する押出工程と、前記押出工程により成形された長尺物を切断して所定の切断物を得る切断工程と、前記切断工程により得られた所定の切断物を圧延して均一な性状のシートを成形する圧延工程とを有し、前記混合物の材料がフッ素樹脂に無機質充填材を配合した組成物であり、前記押出工程により成形された長尺物の断面形状が環状であることを特徴とする軟質シートの製造方法。
(もっと読む)
ノルボルネン系樹脂フィルムの製造方法、ノルボルネン系樹脂フィルム、偏光版、液晶表示板用光学補償フィルム及び反射防止フィルム
【課題】熱酸化劣化の防止とダイスジのレベリングができるノルボルネン系樹脂フィルムを提供する
【解決手段】
ノルボルネン系樹脂を押出機14で溶融押し出しし、ダイ16からフィルム状樹脂12A吐出する。ダイ16の吐出口に向けて供給管32,34から不活性ガス、例えば窒素を供給することで、ダイ16の吐出口周辺の酸素濃度を10%以下とする。
(もっと読む)
ゴム様弾性体製品
【課題】 水性塗料や水性接着剤を確実にむらなく塗布することのできる、ゴムや樹脂で形成されたゴム様弾性体製品を提供する。
【解決手段】 水性塗料や水性接着剤を確実にむらなく塗布(付着)させることのできるゴム様弾性体で形成した製品であり、製品本体2の塗装面S1または接着面S2に、中心線平均粗さRaが5μm〜1000μmの連続する凹凸模様3を形成する。また、凹凸模様3を、シボ3aまたは多数のスリット3bで形成する。これにより、ぬれ性を高め、水性塗料や水性接着剤をむらなく塗布する。
(もっと読む)
ホース製造用のマンドレル線及びその製造方法
【課題】特に、ホースの製造後に、ホース本体からマンドレル線を効率よく抜き出すことを可能にしたホース製造用のマンドレル線及びその製造方法を提供すること。
【解決手段】芯線2と、該芯線2の外周に被覆された樹脂被覆3と、からなり、上記樹脂被覆3の表面には、不連続な凹部が設けられているホース製造用のマンドレル線1。上記樹脂被覆3の凹部の深さが60μm〜150μmであり、上記樹脂被覆3がフッ素樹脂であり、上記芯線2が硬質ステンレス鋼線の撚線であるホース製造用のマンドレル線1。芯線2の外周に樹脂被覆3を被覆しマンドレル線1とし、上記樹脂被覆3の溶融温度付近に上記マンドレル線1を保持した後、連続して、JIS R6001による#240〜#600の研磨剤を表面に備えた少なくとも一対のロール14間に上記マンドレル線1を通過させるホース製造用のマンドレル線の製造方法。
(もっと読む)
微多孔膜を製造するための冷却ロールアセンブリおよび微多孔膜の製造方法
ポリオレフィン混合物を押出ダイを通して押し出すことにより形成した押出物から熱を逃がすためのアセンブリ。当該冷却ロールアセンブリは、押出物に接触し押出物を受け取る位置に配置された上流ロールであって外表面粗さ≦1.0sを有する上流ロール;および、押出物に接触し上流ロールから押出物を受け取るための位置に配置された少なくとも1つの下流ロールであって外表面粗さ≧5.0sを有する下流ロール、を含む。微多孔膜を製造するための方法も提供する。 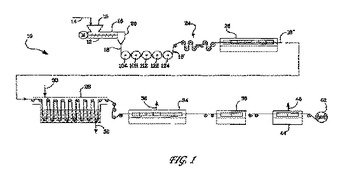 (もっと読む)
(もっと読む)
アクリルフィルムおよびその製造方法、並びに、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】偏光板として液晶表示装置に組み込んだ際に画像のにじみが発生せず、かつ横ダンの発生しないアクリルフィルムおよびその製造方法を提供すること。前記アクリルフィルムを用いた偏光板、液晶表示板用光学補償フィルム、反射防止フィルム、およびこれらを用いた液晶表示装置を提供すること。
【解決手段】添加剤を少なくとも一種を含有し、該添加剤のフィルム面内における添加剤濃度分布が0.01%〜3%であることを特徴とするアクリルフィルム。
(もっと読む)
変性ポリオレフィン系樹脂組成物の製造方法
【課題】 本発明は、簡素な装置を用い、容易な方法により、難接着基材に対し優れた接着性を有し、また精密な分子設計が求められる高分子材料の中間体である変性ポリオレフィン系樹脂組成物およびその製造方法を提供することを目的とする。
【解決手段】 本発明は、ポリオレフィン系樹脂とラジカル重合開始剤を押出機に導入して溶融状態にした後、共役二重結合を有するビニル単量体と、エポキシ基含有ビニル単量体、又はさらに、その他ビニル単量体を、押出機のバレルの壁中の孔を経て押出機に導入して溶融混練反応させてなる変性ポリオレフィン系樹脂組成物の製造方法である。
(もっと読む)
61 - 80 / 196
[ Back to top ]