
Fターム[4F207KW41]の内容
プラスチック等の押出成形 (29,461) | 成形品の後処理・後加工 (830) | 後段階の成形に供するもの (344)
Fターム[4F207KW41]の下位に属するFターム
型付け、エンボス (148)
Fターム[4F207KW41]に分類される特許
121 - 140 / 196
補強用コードの製造方法と製造装置および補強用コード
【課題】溶剤を含む接着剤等による処理を必要とせず、被膜形成に用いる材料部材の有効活用を可能にする補強用コードの製造方法等を実現する。
【解決手段】コード製造装置10の被膜形成部50内には、芯金22と口金24とが設けられている。芯金22と口金24の間には、被膜材料16を一時的に溜めておくための隙間26が形成されている。被膜材料16は、シリンダ部60のシリンダ14内で加熱されて流動状態となる。被膜材料16は、スクリュー18で撹拌された後、中空室30を介して導入管28の周囲に押し出され、隙間26に入る。適当な温度に保たれた被膜材料16は、心線材料12の移動に伴って、心線材料12とともに第2の通過穴24Hを通過する。その後、冷却された被膜材料16は固まり、心線20の被膜を形成する。
(もっと読む)
熱可塑性樹脂フィルムの製造方法

【課題】 靱性、品位、光学等方性に優れた熱可塑性樹脂フィルムの製造方法、および、これを用いた熱可塑性樹脂フィルムを提供する。
【解決手段】 熱可塑性樹脂の溶融製膜方法において、下記工程(1)〜(3)をこの順に含む熱可塑性樹脂フィルムの製造方法。
工程(1):溶融した熱可塑性樹脂をダイからシート状に吐出する。
工程(2):ダイから吐出後のシートが支持体に接触する前に、シートの製膜方向とは異なる少なくとも1方向に延伸する。
工程(3):工程(2)を経たシートを支持体に接触させ支持体上で冷却する。
(もっと読む)
トリム材用の芯材及びその芯材の製造方法並びにその芯材の製造装置
【課題】芯材を埋設したウェザーストリップの表面に凹マークが発生することを防止できるようにする。
【解決手段】ウェザーストリップ13に埋設される芯材16は、複数の芯材片部22が所定間隔で連結され、各芯材片部22間に分離空間部24が形成されている。各分離空間部24内に充填用ポリマー材料P2を芯材片部22の厚さ寸法とほぼ同じ厚さ寸法で充填すると共に、芯材16の表面全体を充填用ポリマー材料P2で被覆しておく。これにより、ウェザーストリップ13を成形する際に、トリム材成形用ポリマー材料P1のうちの芯材片部22を被覆する部分と充填用ポリマー材料P2が充填された分離空間部24を被覆する部分との間で、トリム材成形用ポリマー材料P1の厚さ寸法をほぼ同じにして、トリム材成形用ポリマー材料P1の厚さ方向の成形収縮量の差をほぼ無くすことができる。
(もっと読む)
木質樹脂系化粧板の製造方法
【課題】木質樹脂系化粧板基材に化粧シートを問題なく貼り合わせることのできる木質樹脂系化粧板の製造方法を提供すること。
【解決手段】木質樹脂系化粧板基材に湿気硬化型1液タイプ熱可塑性接着剤を塗布し、前記接着剤表面が平滑となるように掻き取り処理を行い、前記ポリプロピレン系樹脂化粧シートの裏面に前記と同様の接着剤を前記掻き取り処理を行った後の接着剤の塗布厚と略同等となるように塗布し、前記接着剤を塗布した面同士を貼り合わせてなる。
(もっと読む)
半導電性ベルトの製造方法
【課題】半導電性ベルトにおける電気抵抗値の電圧依存性を小さくすることが可能であるとともに、電気抵抗値の面内バラツキを抑制可能な、電気特性に優れた半導電性ベルトの製造方法を提供することを目的とする。
【解決手段】導電性フィラーを含有するポリエーテルサルホン系樹脂フィルムからなる半導電性ベルトを製造する方法であって、前記導電性フィラーを含有するポリエーテルサルホン系樹脂をフィルム状に成形した後、該フィルム1の表裏面側にそれぞれ設置された放電電極2と対向電極3との間に電圧を印加してコロナ放電処理を施すことを特徴とする。
(もっと読む)
創傷閉鎖材料
配向をまったく有さないか、または多方向配向を有する物品が提供される。そのような物品は、フィルム、リボン、シート、および/またはテープの形態とすることができ、外科用ステープリング器具を伴ったバットレス、または縫合線のための補強手段として利用することができる。本開示の態様によれば、グリコール酸、乳酸、グリコリド、ラクチド、ジオキサノン、トリメチレンカーボネート、カプロラクトン、およびこれらの組合せからなる群から選択されるポリマー材料を得るステップと、このポリマー材料を、単一方向に配向を有さない物品に形成するステップと、この物品を回収するステップとを含む方法が提供される。 (もっと読む)
自動車内装材用発泡積層シートおよび自動車内装材とそれらの製造方法
【課題】 寸法安定性、軽量剛性、成形加工性に優れ、更に安価な製造加工性、品質安定性を可能とする自動車内装材用発泡シ−トの製造方法、さらには、該シ−トを用いた自動車内装材を提供する。
【解決手段】 耐熱性樹脂を基材樹脂とする発泡層の両面に、非結晶性熱可塑性樹脂からなる非発泡層を積層する自動車内装材用発泡積層シートであって、非発泡層の少なくとも一方が、非結晶性熱可塑性樹脂への有機繊維不織布および結晶性熱可塑性樹脂フィルム層を積層される該発泡積層シートの製造方法において、押出ラミネート法により非発泡層に有機繊維不織布を積層する工程にて挟圧ロールの少なくとも一方に反発弾性ロールを用いることにより、該非発泡層の押出溶融状態を維持しつつ、連続的に有機繊維不織布の包含および該非発泡層との積層を一貫的に形成できる。
(もっと読む)
ウエザストリップ及びその製造方法
【課題】軽量化を図りつつ、可撓性の向上ひいては組付追従性の向上などを図ることのできるウエザストリップ及びその製造方法を提供する。
【解決手段】自動車のボディのドア開口周縁にはウエザストリップが装着されている。ウエザストリップはトリム部等を備える。トリム部の内部にはインサート14が埋設されている。インサート14は、自身の長手方向に直交する方向に分子配向されており、長手方向にかかる曲げ応力により長手方向に直交する方向に沿って裂けやすい構造となっている。
(もっと読む)
弾性供給材料に対する張力を軽減する装置
【課題】押出機へ供給される弾性供給ストリップの張力を軽減する。
【解決手段】弾性供給ストリップに対する張力を軽減する方法および装置を提供する。この方法は、供給ストリップに接触する装置を設けることと、供給ストリップが停止するかまたは張力がある値を超えたときに装置によって供給ストリップを前方に押し出すことと、次いでストリップを移動方向に押すことを含む。
(もっと読む)
固体状態の引き伸ばしを用いる方法でフィルムおよび成形品を製造する時に有用なポリエチレン
本出願者らは特定のポリエチレン(PE)ホモ重合体またはエチレンとC3からC10
アルファ−オレフィン単量体の共重合体が他のポリエチレン樹脂よりも配向加工で用いるに適することを見いだした。1つの面におけるPEは、0.3g/10分から5.0g/10分のMFI、110℃から140℃の融点、0.912g/cm3から0.965g/cm3(%)の密度、10%以下のヘイズ値、少なくとも90の透明度および少なくとも60の光沢を示す。そのポリエチレンを加熱し、製品に成形し、冷却した後、その製品に延伸配向を受けさせる。1つの態様において、本ポリエチレンを用いて製造することができるフィルム、テープ、溶融押出し加工品、射出ブロー成形品、射出延伸ブロー成形品、鋳造品および熱成形品の厚みは0.1ミルから100ミルである。このポリエチレンはそのような用途で優れた弾性、じん性、引き伸ばしおよび光学特性を示す。  (もっと読む)
(もっと読む)
紙製容器およびその製造方法
【課題】 発泡状態が均一で、断熱性に優れる紙製容器を提供すること。
【解決手段】 胴部材と底板部材とからなる紙製容器であって、胴部材は、紙基材に発泡した熱可塑性樹脂層が形成されており、該発泡熱可塑性樹脂層は、紙基材の少なくとも片面に溶融状態の熱可塑性樹脂をTダイから紙基材に接するまでの時間が0.11〜0.33秒となるように押出しラミネートした熱可塑性樹脂層を設け、紙基材中の水分を加熱蒸発させることによって前記熱可塑性樹脂層が発泡したものであることを特徴とする紙製容器。
(もっと読む)
複合ゴムテープの製造方法及びゴム製筒体の製造方法
【課題】外観が円錐台形状のゴム製筒体の全体又は外面ゴム層を形成する材料として好適に使用可能な複合ゴムテープを提供するとともに、係る複合ゴムテープを用いたゴム製筒体の製造方法を提供する。
【解決手段】未加硫ゴムと短繊維1とを混合して得られる複合ゴムを、押出装置2に形成されたスリット状の押出口6から押し出すことによって、長さ方向Aに短繊維1が配向した複合ゴムテープ3を製造する方法であって、前記押出口6が円弧状のスリット形状とされ、押出口6から押し出された複合ゴムテープ3をさらに長さ方向Aに引張ることにより、複合ゴムテープ3の厚みの変化を抑制しつつ、テープ幅を変化させるようにする。
(もっと読む)
ポリアミド系混合樹脂積層フィルムロール、およびその製造方法
【課題】スムーズに歩留まり良く製袋加工を行うことができ、酸素透過度が低く、低温度下での耐ピンホール性が良好な上、剥離強度がきわめて高くS字カールのない包装物を効率的に得ることが可能なポリアミド系混合樹脂積層フィルムロールを提供する。
【解決手段】フィルムロールは、フィルム基材の表面に共重合ポリエステルからなる接着改質層が積層されたポリアミド系混合樹脂積層フィルムを巻き取ったものであり、フィルムの巻き終わりから2m以内に1番目の試料切り出し部を設け、フィルムの巻き始めから2m以内に最終の切り出し部を設けるとともに、1番目の試料切り出し部から約100m毎に試料切り出し部を設けた場合、各切り出し部から切り出されたすべての試料について、沸水収縮率、引張弾性率、酸素透過度、低温度下での耐ピンホール性、屈折率等の物性が、所定の変動幅になるように調整されている。
(もっと読む)
粘弾性材料を均質化して濾過する方法及び装置
【課題】作動を停止させる必要なくサイズの大きな物質を除く押出し装置を提供する。
【解決手段】粘弾性材料の押出し装置は本体(1)内に同軸状且つ同心状に位置決めされた2本(2,3)又は数本の混練及び運搬スクリューを有する。大径スクリュー(2)のフライト(21)によって掃過される空間をすぐ隣りの小径スクリュー(3)のフライト(31)によって掃過される空間に連通させることができるオリフィス(22)が設けられている。固定円筒形管(4)がその壁を貫通した孔(41)を有し、円筒形管は上記両方の空間相互間に挿入される。大径スクリューのフライトによって掃過される空間は、壁(43)によって閉鎖される。壁(43)は、取り外し可能な閉塞手段(61)によって閉鎖された吐き口(52,62)と連通状態にあるオリフィス(42)を有する。
(もっと読む)
プラスチック部材の表面改質方法、金属膜の形成方法及びプラスチック部材の製造方法
【課題】 表面粗さが良好で且つ密着力の高い金属膜を形成することが可能な加圧流体を用いたプラスチック部材の表面改質方法を提供することである。
【解決手段】 加圧流体を用いたプラスチック部材の表面改質方法であって、加圧流体を用いて浸透物質をプラスチック部材の表面内部を浸透させることと、上記プラスチック部材に浸透した上記浸透物質を溶媒で溶解して上記プラスチック部材の表面から上記浸透物質を除去することとを含む表面改質方法を提供することにより上記課題を解決する。
(もっと読む)
セルロースアシレート組成物、セルロースアシレートペレット、セルロースアシレートフィルムとその製造方法、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】ゲル状ブツ発生数が少なく、面状が極めて良好であり、液晶表示装置に組み込んだときに発生する画像のボケを抑制することができる溶融セルロースアシレートフィルムを提供する。
【解決手段】特定構造を有するリン酸エステル系化合物と、特定構造を有するp−キノイド系化合物とを含有することを特徴とする、セルロースアシレート組成物。
(もっと読む)
増加した強度を有する複合部材を製造する方法
本発明は、特に複合体の耐荷重能力及び総合的な強度を増加させることに焦点をあてた押出複合材料に関する。注入可能な適合した構造コア材料を用いて、押出複合材料の内部のフォームセルを置き換え、それによって総合的な耐荷重安定性及び強度を向上させる。コア材料は、構造材料に対して所望のCTEを有するように調整する。コア材料は、また、複合部材の強度を増加させるための繊維及び固体構造充填材も含むことができる。目的は、複合材料が可能な最も高い構造耐荷重能力を有することを可能にして、これらの技術を、航空宇宙用途において、及び他の目的のために、木材の代替として用いることができるようにすることである。 (もっと読む)
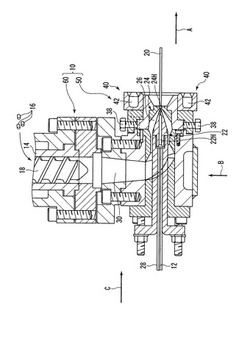
可動ダイ付きのコード外装装置
【課題】広い動作範囲にわたり圧力を調節できるコード外装装置を提供する。
【解決手段】コード(F)をプラスチック又は熱可塑性材料で外装するコード外装装置は、装置の入口のところに配置されていて、ダクトによって、材料を粘性状態で圧力下で送り出すことができる押出し手段に連結された中央チャンバ(51)に通じるコード案内手段(2)、外装されたコードのための所与の較正断面S1の出口ダイ(4)、及び較正断面S1よりも小さな較正断面S2の少なくとも1つの可動ダイ(12)を有する。各可動ダイはアクチュエータ(13,15,17)によってコード(F)の移動方向に動かされ、アクチュエータは中央チャンバを貫通しており、アクチュエータは中央チャンバを可動ダイの内部空間に連通させることができる通路(14)を有する。
(もっと読む)
導電性合成樹脂棒体及びその製造方法
【課題】極細導電繊維を含有する熱可塑性合成樹脂組成物を押出成形しても良好な表面抵抗率を示す、導電性合成樹脂棒体とその製造方法を提供する。
【解決手段】極細導電繊維含有熱可塑性樹脂組成物を押出した押出棒体3を、加熱されたサイジング金型4に接触させて、表面を前記組成物のガラス転移温度の温度から融点温度よりも30℃高い温度の温度範囲に、又は/及び、粘度が5.0×103Pa・s以上1.0×107Pa・s未満の粘度範囲にする。この加熱により、極細導電繊維が表面に露出したり、表面から突出したり、表面から100nm未満の内部に含有したりして導電層1が形成されて、導電性合成樹脂棒体Aを製造することができる。
(もっと読む)
押出成形又は射出成形用の組成物及び成形体の製造方法
【解決手段】水に不溶の粒子と水溶性バインダーと水を含む押出成形又は射出成形用の組成物において、水に不溶の粒子の平均粒子径が0.2〜20μmの真球状の粒子であることを特徴とする押出成形又は射出成形用の組成物。
【効果】本発明によれば、基質である水不溶性の粒子に対して低添加量でバインダーを使用して、成形性が良好で成形後の形状安定性に優れる成形体の成形が可能となる。
(もっと読む)
121 - 140 / 196
[ Back to top ]