
Fターム[4F207KW41]の内容
プラスチック等の押出成形 (29,461) | 成形品の後処理・後加工 (830) | 後段階の成形に供するもの (344)
Fターム[4F207KW41]の下位に属するFターム
型付け、エンボス (148)
Fターム[4F207KW41]に分類される特許
21 - 40 / 196
光学フィルムの製造方法、光学フィルムの製造装置、偏光板の製造方法、偏光板、液晶表示パネルおよび表示装置
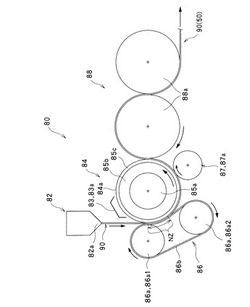
【課題】光の進行方向を変化させ得る光学フィルムを安価に製造することができる製造方法を提供する。
【解決手段】製造方法は、フィルム材料90を作製する押し出し工程と、成型ロール84を用いてフィルム材料90を成型する成型工程とを備える。成型ロール84は、成型面84aを形成する表層部85c、中心部85a、断熱部85bを有している。成型ロール84の成型面84aがフィルム材料90と接触を開始する際に、フィルム材料90をなす熱可塑性樹脂のガラス転移点温度以上の温度となっているよう、成型ロール84の表層部85cがフィルム材料90との接触を開始する前に加熱される。
(もっと読む)
光学フィルムの製造方法

【課題】溶融製膜によりフィルムを成型し、延伸により光学特性等の物性を調整する光学フィルムの製造方法において、目標の物性に調整するとともに、条件調整に伴い発生するロスの量を削減し、複数の樹脂を使用した場合にも、物性の変動を抑制し、また、変動した場合においても容易に調整する手段を提供する。
【解決手段】溶融製膜し延伸することにより光学フィルムを製造する方法において、初期返材比率R0/M0を設定し、押し出し条件、製膜条件および延伸条件を設定し製造を開始したのちに、物性をモニターしながら、押し出し条件、製膜条件を一定にした状態で、物性が許容範囲に入るように、返材比率R/Mを再設定することを特徴とする光学フィルムの製造方法。(ただし、Rは返材の質量、R0は初期の返材の質量、Mはバージン材料の質量、M0は初期のバージン材料の質量である。)
(もっと読む)
押出造粒装置のスクリーン及び押出造粒装置
【課題】耐久性を向上させた押出造粒装置用のスクリーン、及びかかるスクリーンを有する押出造粒装置、及びかかるスクリーンの形成方法を提供する。
【解決手段】本発明による押出造粒装置(1)用のスクリーン(4)は、内面(12)及び外面(14)と、内面(12)から外面(14)に材料を通過させる多数の孔(16)を有する。スクリーン(4)は、疲労強度が少なくとも300MPaのステンレス鋼で形成される。各孔(16)は、内面側の直線部分(22)と、外面側のテーパ部分(24)を有し、ドリル加工で形成される。本発明はまた、かかるスクリーン(4)を有する押出造粒装置(1)、及び、かかるスクリーン(4)を形成する方法に関する。
(もっと読む)
発泡成形体の製造方法
【課題】化学発泡剤を用いて見掛け密度の小さい発泡成形体を製造できる発泡成形体の製造方法を提供する。
【解決手段】本発明の発泡成形体の製造方法は、重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、原料樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、押出機から押し出して発泡成形体を成形する。
(もっと読む)
表面保護用フィルムおよびその製造方法
【課題】
加工後の被着体保護性や透明性に優れ、かつ添加剤の移行性が少なく、さらに粘着剤の塗布性や被着体への貼合わせ加工性及び剥離性に優れる表面保護用フィルムを提供する。
【解決手段】
結晶核剤、アンチブロッキング剤、および滑剤を実質的に含有せず、ブロックポリプロピレン樹脂を70重量%以上含有するポリプロピレン樹脂からなる表面保護用フィルムであって、前記フィルムのTD方向およびMD方向の引張弾性率がともに500〜650MPaであり、前記フィルムのTD方向およびMD方向の破断伸度がともに500%以上であり、前記フィルムのTD方向およびMD方向の120℃での熱収縮率が0〜1.0%であり、かつ前記フィルムのTD方向およびMD方向の加熱伸び率が0〜5.0%である。
(もっと読む)
押出機用口金および押出装置
【課題】押出し成形されるゴムストリップの幅方向の密度を均一なものとして、ゴムストリップの側部部分の破れを防止することができる押出機用口金および、それを用いた押出装置を提供する。
【解決手段】押出機の先端にヘッドを介して取付けられて、押出機から送給されたゴム材料を、所定の横断面形状を有するゴムストリップに成形する口金1であって、
口金1の、ゴム材料の流動方向と直交する断面内で、ゴム材料の流路2の幅方向の中間部分に、幅方向の両側部に比して流路2の高さを低減する狭窄部を設ける。
(もっと読む)
押出発泡シート及びそれからなる容器
【課題】剛性に優れ、均一な気泡径を有する押出発泡シートを提供する。
【解決手段】高密度ポリエチレン99〜50重量%及び下記(A)、(B)を満足するポリエチレン系樹脂1〜50重量%からなるポリエチレン系樹脂組成物を用いてなる押出発泡シートを用いる。
(A)JIS K6760に準拠して密度勾配管法により測定した密度(d)が935kg/m3以上970kg/m3以下。
(B)150℃、せん断速度60.8s−1で測定したスウェル比が1.60以上。
(もっと読む)
ポリスチレン系樹脂発泡シート及び発泡ポリスチレン系樹脂積層シート、斯かる積層シートから形成された成形品、及びポリスチレン系樹脂発泡シートの製造方法
【課題】成型後の表面(曲面)への印刷性に優れ、外観の美麗な成形品を得ることができる発泡ポリスチレン系樹脂積層シート及び斯かる積層シートを用いて形成された成形品とその製造方法を提供する。
【解決手段】ポリスチレン系樹脂とポリフェニレンエーテル系樹脂との合計100質量部に対して前記ポリフェニレンエーテル系樹脂が10質量部以上50質量部以下含有されているポリスチレン系樹脂組成物を用いて形成されるポリスチレン系樹脂発泡シート12であって、長手方向に直交する巾方向全域の長さが650mm以上であり、巾方向全域における平均の厚みが1〜3mmで、巾方向の任意の位置における150mm巾での厚みの平均値と巾方向全域での厚みの平均値との比が0.90〜1.10の範囲にあり、且つ、全体の密度が0.2g/cm3以下で、少なくとも一方の表面から厚み方向100μmまでの部分の密度が0.25g/cm3以上とする。
(もっと読む)
可塑化ポリエステルから製造されたフィルム
【課題】軟質で可撓性のフィルム又はシート(Tgが23℃未満)であって、フィルム又はシートの加工工程でのフィルム又はシートブロッキングやロールへの粘着を防止できる(Tmが120℃より高い)フィルム又はシートの製造。
【解決手段】約23℃未満のガラス転移温度及び約120℃超の融解温度を有するフィルム又はシートは、最初に、基材コポリエステルが最大結晶化速度を有する温度における2000分間のアニール後に約1%より大きい結晶化度を示し且つ約220℃未満の融解温度を有する基材コポリエステル約50〜約95重量%及び基材コポリエステルと共に使用するのに適した可塑剤約5〜約50重量%を含むポリエステル組成物を製造し、このポリエステル組成物はフィルム又はシートに成形し、そしてフィルム又はシートの成形の間又はその後に結晶化を誘起して、軟質で可撓性のフィルム又はシートを製造する。
(もっと読む)
車両用のウインドウモール及びその製造方法
【課題】ウインドウモールのテープ貼着面の幅寸法を小さくしてウインドウモールの幅寸法を小さくできるようにする。
【解決手段】ウインドウモール中間体(図示せず)は、ウインドウモール本体18及びリップ部19を一対備え、一対のウインドウモール本体18のうちのリップ部19と反対側の端部同士を接合した形状にすることで、一対のウインドウモール本体18のうちのテープ貼着面21の端縁21a同士が接合した状態である。このウインドウモール中間体のうちの一対のウインドウモール本体18の各テープ貼着面21に跨がって1本の両面テープ16を貼着した後、一対のウインドウモール本体18の接合部に沿ってウインドウモール中間体及び両面テープ16を分割することで、両面テープ16の側縁とテープ貼着面21のうちのリップ部19と反対側の端縁21aとが一致しているウインドウモール15を形成する。
(もっと読む)
フィルムの製造方法
【課題】ブロッキングし難く、およびフィルムのフィッシュアイを低減することができるフィルムの製造方法を提供する。
【解決手段】熱可塑性樹脂を環状ダイからチューブ状に溶融押出しし、チューブ状フィルム3を得、チューブ状フィルム3を安定板4により扁平状に折りたたみ、扁平状折りたたみフィルム5を得、扁平状折りたたみフィルム5の両端の折り目部をトリミングして除去し、二枚の重ねられたフィルムを得、さらに二枚の重ねられたフィルムを一枚ずつに分け、二枚のフィルムのそれぞれについて、複数の加熱ロール7,8を用いて、熱可塑性樹脂の融点より5〜30℃低い温度まで加熱することにより、加熱されたフィルムを得、加熱されたフィルムを、表面が鏡面である加熱ロール9と、表面が非鏡面である弾性ロール10とで挟圧して、挟圧されたフィルムを得、挟圧されたフィルムを冷却して、冷却されたフィルムを得、冷却されたフィルムを巻き取る。
(もっと読む)
ポリグリコール酸系樹脂チューブの製造方法
【課題】破断伸度およびその維持率が高いポリグリコール酸系樹脂チューブ、ならびに引張荷重や引張強さ、ヤング率を高水準でバランスよく有するポリグリコール酸系樹脂チューブを提供する。
【解決手段】溶融状態のポリグリコール酸系樹脂をチューブ状に成形しながら吐出する吐出工程と、前記吐出工程で得られたポリグリコール酸系樹脂チューブ4を、吐出後3秒以内に30℃以下に冷却する冷却工程とを含み、必要に応じて、前記冷却工程で得られたポリグリコール酸系樹脂チューブ4に所定の条件で延伸処理を施す延伸工程をさらに含むことを特徴とする。
(もっと読む)
ワイヤハーネス用外装材の製造方法
【課題】難燃性を有する熱収縮ネットチューブの製造方法を提供する。
【解決手段】熱収縮チューブの素材となる樹脂を用いて、サイジング機で、縦糸と横糸とを交点で加圧熱融着したネット状のチューブを成形し、ついで、成形した前記チューブを電子線照射で架橋または化学架橋し、ついで、前記チューブを加熱しながら、下流に向けて拡径する円錐筒形状の延伸金型の外周面に被せ、該延伸金型に沿って縦横方向に所要延伸倍率で延伸しながら引き出して、前記チューブの中空部を拡径させ、ついで、冷却して前記拡径状態で固定して熱収縮ネットチューブとしている。
(もっと読む)
熱可塑性樹脂組成物及び成形体
【課題】ポリカーボネート樹脂及びその組成物の溶融流動性を改良する。
【解決手段】ポリカーボネート樹脂に芳香族ビニル単量体単位(a1)、(メタ)アクリル酸エステル単量体単位(a2)、その他の単量体単位(a3)から成りその質量平均分子量が5000〜150000である重合体(A)から成る流動性向上剤を含有し、溶融状態で、面間距離x1が5mm以下の平行な2つの面の間隙を通過させることで形成したことを特徴とする熱可塑性樹脂組成物。
(もっと読む)
ゴム部材の製造方法及び製造装置
【課題】押出機から押し出された帯状ゴムを吸着パッドで吸着移動させる際に、帯状ゴムの落下を抑制可能なゴム部材の製造方法及び製造装置を提供する。
【解決手段】押出機1の口金8からゴムを帯状に押し出し、この帯状ゴム2の先端部を吸着パッド5で吸着して成形機7まで搬送し、成形機7で帯状ゴム2を成形するゴム部材の製造方法であって、口金8から帯状ゴム2を押し出す際に、帯状ゴム2の吸着パッド吸着面に対応する口金部分を、押出機1から押出した直後のゴム温度以上に加熱することを特徴とする。
(もっと読む)
断熱パイプカバーの製造方法
【課題】発泡テープを一旦巻き取ったり、また短冊状に切り分ける等の工程を必要としない、断熱パイプカバーの製造方法を提供する。
【解決手段】巻回した樹脂発泡テープの側縁部を接合して断熱パイプカバーの製造する方法であって、押出機に発泡性樹脂を供給し、ダイから当該樹脂を押し出すと同時に発泡させて得た発泡テープを直接マントル成形機に供給し、マントル成形機上で隣接する発泡テープの側縁部同士を熱融着させながら発泡テープを並列巻回する断熱パイプカバーの製造方法。
(もっと読む)
ビード部材の製造装置及び製造方法
【課題】ビード部材を製造するときに、ビードコアの外周に貼り付けるビードフィラの先端部と後端部を正確かつ滑らかに接合する。
【解決手段】ビードコアCを周方向に回転させて、ビードコアCの外周に向けて押出機10からゴムを押し出す。押出機10のゴムの押出先端部に設けた口金20の成形部31により、押し出されたゴムをビードフィラ形状に成形して回転するビードコアCの外周に貼り付け、ビードコアCの外周に対するビードフィラの成形終了に合わせて押出機10によるゴムの押し出しを停止させる。口金20の成形部31につながる案内部32により、回転するビードコアCに貼り付けたビードフィラの先端部を成形部31へ案内してビードフィラの後端部に接合させる。
(もっと読む)
トナー供給ローラ及びその製造方法
【課題】長期に亘って一定量のトナー供給を維持することができ、画像不良の発生を抑制することができるトナー供給ローラを提供する。
【解決手段】導電性軸体の外周上に2層以上の導電性発泡ゴム層を有するトナー供給ローラであって、該導電性発泡ゴム層の最外層の発泡ゴム平均セル径が100μm以上800μm以下であり、該導電性発泡ゴム層の内層の発泡ゴム平均セル径が300μm以上800μm以下であり、該最外層と該内層の界面にはスキン層が存在し、該スキン層の厚さが10μm以上200μm以下であることを特徴とするトナー供給ローラ。
(もっと読む)
パイプの製造に用いられる中空プロファイル
螺旋状二重壁熱可塑性パイプを製造するために用いられる中空プロファイル(1)であって、実質的に矩形の断面を有し、2つの側壁(5)と外壁(3)と内壁(4)が前記プロファイル内で空洞(2)を制限する。この中空プロファイルでは、パイプの内壁(4)を形成するための壁が、パイプの外壁(3)を形成するための中空プロファイルの壁(3)よりも厚くなっている。中空プロファイルの肉厚壁(4)に隣接する縁部の丸み内径(7)が、空洞(6)の他の2つの縁部の丸み径(6)よりも大幅に大きくなっており、肉厚壁(4)の内面が、プロファイルの空洞において、パイプの内側を形成するプロファイルの側で、少なくとも実質的にプロファイルの全長にわたってプロファイルの長手方向に延びるリブ(8)を備えている。 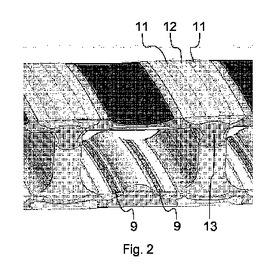 (もっと読む)
(もっと読む)
偏光板、ならびにそれを用いた液晶パネルおよび液晶表示装置
【課題】モアレ等の表示不良のない、表示品位に優れた液晶表示装置を得ることができる偏光板、ならびにこれを用いた液晶パネルおよび液晶表示装置を提供する。
【解決手段】ヨウ素または二色性染料が吸着配向されたポリビニルアルコール系偏光フィルム101に接着剤層103を介して、プリズム形状またはレンズ形状を表面に有するシート部材102をその平坦面側で積層し、偏光板100とする。シート部材102は、熱可塑性樹脂から溶融押出しされた溶融状シートを、表面に転写型を備えたロールと表面が平坦なロールとで挟圧することによって製造され、プリズム形状またはレンズ形状の稜線のピッチ間隔が1μm以上70μm以下である。転写型を備えたロールに接した面がプリズム形状またはレンズ形状となり、表面が平坦なロールに接した面が平坦面となる。この偏光板を用いた液晶パネルおよび液晶表示装置も提供される。
(もっと読む)
21 - 40 / 196
[ Back to top ]