
Fターム[4F208AA26]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 樹脂材料等(主成形材料) (2,080) | ポリエステル(←PET) (586) | ポリエチレンナフタレート (19)
Fターム[4F208AA26]に分類される特許
1 - 19 / 19
多層ブローボトル及びその製造方法
【課題】PEN、PET、又はPEN/PET混合物を外層とし、PPを内層とし、意匠性が高く、水蒸気バリヤ性及び耐衝撃性も高い多層ブローボトルを安価に提供する。
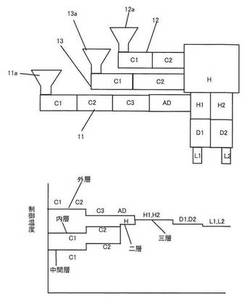
【解決手段】ダイレクトブロー成形法によって製造され、PEN、PET、及びPEN/PET混合物のいずれかを外層材とし、ポリプロピレン樹脂を内層材とし、外層材と内層材が接着剤層を介して接合された多層ボトルであって、前記内層材が、高溶融張力ポリプロピレンを重量比において40%以上含有するポリプロピレン樹脂層である多層ブローボトルであって、外層用スクリュー式押出成形機においては、成形機内の温度が吐出口に向かって低下する様に温度勾配を設け、内層用スクリュー式押出成形機及び中間層用スクリュー式押出成形機においては、成形機内の温度が吐出口に向かって上昇する様に温度勾配を設ける。
(もっと読む)
電子写真用シームレスベルトの製造方法

【課題】電子写真装置使用時に駆動安定性が高く印刷時に転写ムラがない電子写真用シームレスベルトを提供する。
【解決手段】(1)ブロー用金型内に配置した、加熱した試験管形状の結晶性熱可塑性樹脂を含むプリフォームを延伸棒を用いて該プリフォームの長手方向に延伸すると共に、該プリフォーム内に気体を流入させて該プリフォームを膨らませることによってボトル状成形物を得る工程と、(2)該ボトル状成形物を円筒型に入れ、該ボトル状成形物の内部を加圧した状態で熱処理する工程と、(3)該熱処理されたボトル状成形物の口部及び底部を切断除去して電子写真用シームレスベルトを得る工程と、を含む電子写真用シームレスベルトの製造方法において、該工程(2)が、第1および第2の熱処理工程を含む。
(もっと読む)
化粧品用小型ボトルの製造方法
【課題】パール顔料を用いることも、多層構造にすることも、プリフォームを形成することもなく、良好な真珠光沢を有する化粧品用小型ボトルを安価に提供する。
【解決手段】大きさのほぼ等しくPEN:PET=40:60、50:50、60:40の各割合の混合ペレットを準備し、十分に乾燥させておく。この原料を、設定温度295℃のスクリュー式押出成形機に投入し、約60分間運転を行って加熱・溶融・混練を行った後、成形機の設定温度を280℃に下げてパリソンの吐出を開始し、約30分ほどパリソンをそのまま流し、成形機内温度280℃前後・吐出口温度250℃前後になり、パリソンが十分な腰を備える状態になったら、ダイレクトブロー成形を開始し、ブロー比2〜3の条件で容量10mlの細長い小型ボトルを成形した。
(もっと読む)
ダクトの製造方法
【課題】ダクト端部と胴体部とが略等しい、または、胴体部の方が大きい断面積を有する内側ダクトにおいて、肉厚が薄く、且つ、強度の高い内側ダクトを製造できる方法を提供する。
【解決手段】内側ダクトは、PETまたはPEN等の熱可塑性材料から延伸ブロー成形により製造される。具体的には、両端の大径部20aより中央部20bの方が断面積が小さく括れた筒形状のプリフォーム20を成形し、その成形されたプリフォーム20を加熱した後、プリフォーム20の内部に高圧ガスを吹き込んで製造される。延伸ブロー工程では、プリフォーム20を成形した段階で括れている中央部20bの断面積が大径部20aの断面積と略同一になるまで径方向に延伸ブロー成形される。この製造方法によれば、肉厚が薄く、強度の高い内側ダクトを製造でき、且つ、成形品に有底部が生じないので、有底部を切断するための後加工は不要であり、廃材が発生することもない。
(もっと読む)
射出ブロー成形のための改良ホットランナシステム
容器を作るための射出ブロー成形方法であって、ホットランナシステムを介してプリフォーム金型内に溶融した結晶性ポリマーを射出するステップと、ブローイングによりプリフォームを二軸延伸して容器を形成するステップとを備えるとともに、ホットランナシステム内で溶融結晶性ポリマーの流路を選択的に変更するための手段を備える。 (もっと読む)
二重構成要素容器および作製プロセス
二重構成要素容器(16)は、液体のための区画(40)と、容器外部に開口し区画から隔てられた細長い内向きに向けられた凹部(36)とを含む。容器は、型空洞の中へ長手方向に突き出された形状作製機構を一体化する型を用いて、ブロー成形によって形成される。形状作製機構は、熱可塑性プリフォームが膨張されて型空洞壁および形状作製機構に接触するとき、膨張されたプリフォームの一部分が経路にわたり経路と一緒になって、加圧空気を受け入れて形状作製機構からの膨張されたプリフォームの分離を容易にする通路を提供するような経路幅を有する、長手方向の経路の配列を一体化する。膨張されたプリフォームの同じ一部分が、経路の中に突起し、摩擦で二次的構成要素を保持する際に補助する凹部に沿って長手方向のリブ(44)を形成する。  (もっと読む)
(もっと読む)
電子写真用中間転写ベルトの製造方法
【課題】表面層−ベルト基材界面での反射光と表面層表面での反射光との干渉が十分に抑制され、かつ、反射光の絶対光量が十分に確保された、電子写真用中間転写ベルトの製造方法を提供する。
【解決手段】熱可塑性樹脂と、固体潤滑剤と、導電材としてポリエーテルエステルアミドとを含有する熱可塑性樹脂組成物から成形されたベルト基材と、該ベルト基材上に形成された表面層とを有する電子写真用中間転写ベルトの製造方法であって、前記熱可塑性樹脂組成物からプリフォーム104を成形する工程と、該プリフォームからボトル状成形物を成形する工程と、該ボトル状成形物からベルト基材を調製する工程と、該ベルト基材表面に表面層を形成する工程とを有する中間転写ベルトの製造方法。
(もっと読む)
耐熱性を有するプラスチック製のカップ状容器およびその一次成形品
【課題】耐熱性のある頚部を備えたプラスチック製のカップ状容器を精度良く形成すること。
【解決手段】プラスチック製のカップ状容器1の口部フランジ4、頚部3は延伸作用を受けることなく非晶状態のままとなっている。これらの部分4、3のうち、頸部3に、熱源であるヒータ33Aの加熱面38を当てて、接触加熱を行うことにより加熱して結晶化させる。接触加熱、結晶化および徐冷を、口部フランジ4、頚部3を上下、左右から挟んだ状態で行うことができるので、これらの部分に熱変形が発生しない。耐熱性が付与された頚部3を精度良く形成できる。
(もっと読む)
感湿製品用の容器
【課題】感湿性製品のための容器を提供する。
【解決手段】容器は、感湿性製品を保持するための内側空間を規定する、開封可能な容器本体を有する。より詳細には、感湿性製品を保持するための内側空間を規定し、及び少なくとも内側層と外側層を含み、該内側及び外側層は共押し出しされた層であり、該内側層はポリマー材料と乾燥剤材料を含み、該外側層は湿気バリア材料を含む、剛直な容器。  (もっと読む)
(もっと読む)
広口カップ容器の製造方法および製造装置、並びに一次成形中間体の製造方法
【課題】所望の特性を備えた広口カップ容器を二軸延伸ブロー成形により製造すること。
【解決手段】広口カップ容器の製造装置1は、多層シート押出し製造ライン3において多層シート2を製造し、プリフォーム製造ライン5において多層シート2に対して打ち抜き圧縮同時成形を行うことにより、広口カップ容器製造用のプリフォーム(一次成形中間体)4を製造する。多層シート2の層構成、構成樹脂を適切に選択することにより、広口カップ容器に要求される各種の特性を付与可能なプリフォーム4を得ることができる。ブロー成形容器ライン7では、プリフォーム4を二軸延伸ブローして、広口カップ容器6Aを製造する。
(もっと読む)
高速プリフォーム型供給装置
一方で、区画(2)内で回転する円環(3)を受け入れると同時にほぼ平行な面に拡がる外側区画(2)、他方で、前記円環(3)の下部に取り付けられる回転円盤(4)が含まれ、円盤(4)の回転軸(5)が円環(3)の回転軸(6)に対して傾けられ、円盤(4)ならびに円環(3)が搬送区域(10)でほぼ相互に接すると同時に、搬送区域(10)のレベルより低いレベルに位置する装填区域(8)ではお互いに離れ、円環(3)が円環(3)の内側折り返し部とともに、円環(3)の有効幅を決定する横方向誘導具(15)により取り囲まれる遠心力利用供給装置であって、円環(3)がその入口が円環の有効幅の上部に位置する出口管路(13)と通じること、ならびに円環(3)にはほぼ放射状の刻み目(3a)が設けられること、また本装置に円環(3)の有効幅の調節を可能にする手段が含まれることを特徴とするものである。 (もっと読む)
容器及び容器を得るためのプリフォーム
圧縮成形プリフォーム(1;31;41;51;61;71;81;91)から得る容器には、支持面に載置することを目的とする基壁(203;303)と、主軸(X)を囲む側壁(202;302)とを含み、上記主軸(X)付近で測定した上記基壁(203;303)の厚さ(C4;P4)を、上記側壁(202;302)の厚さ(C1;P1)の8.2倍以下とする。 (もっと読む)
延伸成形容器及びその製造方法
【課題】機械的な延伸速度に限界を生じた場合でも、有効に歪硬化を生じて、高温延伸による優れた耐熱性及び歪硬化による延伸バランスの両方を兼ね備えたポリエステル樹脂から成る延伸成形容器を提供する。
【解決手段】エチレンテレフタレート系ポリエステル樹脂とこれとは異種のポリエステル樹脂のブレンド物から成る層を有する延伸成形容器において、ブレンド物から成る層が、エチレンテレフタレート系ポリエステル樹脂から成る連続相と、異種のポリエステル樹脂から成る分散相とから成る海島分散構造を有すると共に、少なくとも容器胴部の動的粘弾性測定値においてtanδ極大温度が115℃以下である延伸成形容器。
(もっと読む)
筒状胴部を備えたプラスチック容器の製造方法
【課題】薄くて細長い円筒状胴部を備えた軽いプラスチック容器を製造するのに適した方法を提案すること。
【解決手段】円筒状胴部2、底部3および先端部4を備えたプラスチック容器の製造方法であって、円筒状胴部2より厚くて短い厚肉円筒状胴部12の両端に、底部3および先端部4が既に形成されたプリフォーム11を、射出成形により製造する(ステップST1)。プリフォーム11の厚肉筒状胴部12を延伸ブローに適した温度に加熱する(ステップST2)。プリフォーム11の加熱部分を延伸ブローして、最終長さの薄い円筒状胴部2を備えたプラスチック容器1を成形する(ステップST3)。
(もっと読む)
インモールドラベル成形体
【課題】 ブロー成形および延伸ブロー成形のいずれの成形法に適応可能な優れたインモールド用ラベルを提供し、さらに、清涼飲料、酒、醤油、油、洗剤等の容器として優れたデザイン性と接着性を合わせ持ち、さらにラベルの分離が可能なインモールドラベル成形体を提供する。
【解決手段】 基材としての可塑性樹脂フィルム(a)、表側に印刷インキ受容層(b)、裏面にホットメルト型ヒートシール層(c)から構成されたインモールド用ラベル(A)を成形体(B)に貼合したインモールドラベル成形体(C)であって、ホットメルト型ヒートシール層(b)が、ポリマー(1) 、タッキファイヤー(2) 、ワックス(3) を含有し、かつホットメルト型ヒートシール層の軟化点が60〜100℃、インモールド用ラベルの動摩擦係数が0.2〜0.6であることを特徴とするインモールドラベル成形体。
(もっと読む)
燃料電池用燃料カートリッジおよびその製造方法
【課題】液体燃料に対する耐食性に優れ、長期に亘って繰り返して使用した場合でも劣化や割れを発生せず優れた耐久性を発揮できる安価な燃料電池用燃料カートリッジおよびその製造方法を提供する。
【解決手段】燃料電池本体へ液体燃料を供給するカートリッジであり、液体燃料が充填されるカートリッジ容器が熱可塑性樹脂から成り、カートリッジ容器の成形時における延伸倍率が径方向で1.5倍以上であり、軸方向で1.2倍以上であることを特徴とする燃料電池用燃料カートリッジである。
(もっと読む)
艶消しブロー成形品の製法およびそれによって得られる艶消しブロー成形品
【課題】表面の少なくとも一部が艶消し面になっている艶消しブロー成形品を、その形状を良好に保った状態で得ることのできる製法と、それによって得られる艶消しブロー成形品を提供する。
【解決手段】耐熱温度が80℃以下の熱可塑性樹脂Aと、耐熱温度が80℃を超える熱可塑性樹脂Bとを所定割合で含有する樹脂組成物を用いてブロー成形を行い、得られた樹脂成形品である容器本体10に、艶消し塗料を塗工して加熱乾燥することにより艶消し皮膜12を形成するようにした。
(もっと読む)
燃料電池用燃料サプライ
燃料電池用の燃料カートリッジが開示される。1つの燃料カートリッジは、外側ケーシング、燃料を含有する内側ライナー、および燃料サプライから燃料電池へ燃料を搬送するように適合化されたバルブ要素を含む。外側ケーシングおよび内側ライナーはブロー成型により製造され、燃料が燃料サプライから搬送される際に、内側ライナーが外側ケーシングから引き出される。他の燃料電池カートリッジは、外側ケーシング、燃料を含有する内側ライナー、および燃料サプライから燃料電池へ燃料を搬送するように適合化されたバルブ要素を含む。内側ライナーは外側ケーシングとバルブ要素が位置する領域で外側ケーシングと一体化されている。 (もっと読む)
耐剥離性多層容器、プリフォーム、製品および製法
プラスチック容器、プリフォームまたは製品は、少なくとも1層のマトリックス樹脂、少なくとも1層のバリア樹脂ならびにバリア層とマトリックス層との結合を促進するためにバリア樹脂および/またはマトリックス樹脂にブレンドされる付着促進物質を有する多層壁を含む。マトリックス樹脂は好ましくは、エステル含有樹脂、さらに好ましくはPETなどのポリエステルである。接着促進物質には、複数の利用可能な1級、2級または3級アミン基を有するアミンポリマー、好ましくはイミンポリマーが含まれる。アルキレンイミンポリマー、特にポリエチレンイミンポリマーが好ましい。 (もっと読む)
1 - 19 / 19
[ Back to top ]