
Fターム[4F208AC03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 材料の状態、形態 (574) | シート状物 (539)
Fターム[4F208AC03]に分類される特許
521 - 539 / 539
中空容器サンプル品の製造方法

【課題】液体等を実際に入れることができ、中空容器からの液体の実際の出方や空気の出入り等の機能面での確認、並びに量産前の中空容器の製造ラインにおける適性確認や調整等を行うことができ、強度面や質感においても実物と略同じものが得られ、更に、製造に要するコストや時間の削減をも図り得る中空容器サンプル品の製造方法を提供する。
【解決手段】半割部品2を熱可塑性樹脂2aの熱成形によって成形加工し、半割部品2の接合部端面を平滑仕上すると共に、その接合部端縁内面側に、半割部品2同士の接合時に相手方の半割部品2の接合部端縁内面側に係合するズレ止め用のパッチ3を貼り付け、パッチ3が相手方の半割部品2の接合部端縁内面側に係合するよう半割部品2同士を組み付けて接合し、その接合部表面を滑らかに仕上げ且つ接合部内面に樹脂コーティングを施すことにより、中空容器サンプル品1を製造する。
(もっと読む)
インシュレーション構造体

【課題】 従来の構造においては、反射層の前に設けられた開放空間は周囲に対して密閉されておらず、湿気は自由に低放射率表面部に接触してこれを腐食させることができるため、放射率が増加し、放射熱断熱性に悪影響を与えてしまうという欠点を克服する構造体、即ちダストや腐食から低放射率表面部を保護し断熱性を維持する構造体が望まれている。
【解決手段】 低放射率表面部12を有し、低放射率表面部12がバブル状層14の開放セル側に直接的又は間接的に取付けられて気密セルを形成している反射性バブルフィルム構造体。
(もっと読む)
少なくとも一つの挿入体を有する中空体の製造方法及び装置
【課題】少なくとも一つの一体化された挿入体を有する中空体を速く、且つ極めて定性的な方法で製造し得るツインシート法による製造方法とその装置の提供。
【解決手段】熱可塑性未成形体11,12が単一の閉鎖可能な機械ハウジング22内に供給されて別個に、同時的に成形体12’に成形され、その後少なくとも一つの挿入体33が上記成形体内に挿入・固定され、成形体が押し付けられて接合され一体化される。この装置10は、二つの成形ステーション14及び15及びそれぞれ対応する成形手段31及び30と加熱手段25及び24を備え、挿入体を有する成形体12’は、他方の成形体11’に接触し且つ接合するために、対応する成形手段31の移動部32によって移動される。
(もっと読む)
成形素材固定具
【課題】 真空成形を行う際に、成形素材を成形型に確実に固定し、成形素材に傷を付けない成形素材固定具を提供する。
【解決手段】 断面コ字状のインサートパネル11と、インサートパネル11の形状に沿って断面凹形状にインサートパネル11を被覆する被覆部12と、を備え、被覆部12には、第1接触部12aと第2接触部12bとで溝13を形成するとともに、第1接触部12aとインサートパネル11との間に空洞14を形成する。成形型2の型面に被せた成形素材3の端部3aを成形型2の端部2aに重ね合わせた状態で、成形型2および成形素材3の各端部2a,3aを成形素材固定具1で挟み、真空パック4内に収納して、全体を加熱するとともに、真空パック4内を真空排気することにより、空洞14が膨張して成形素材3の端部3aを成形型2の端部2aに確実に固定する。
(もっと読む)
突部付シートの製造方法及びシート成形金型
【課題】 金型の突部の形状に合わせて、シワ生じさせずに且つシートを反らせないようシートを確実に成形することが可能な突部付シートの製造方法及びシート成形金型を提供する。
【解決手段】 シート成形金型1は、ダイカバー7、成形プレート8、基型9、及び剥取プレート11を備える。基型9の上面には、突部12が形成されている。剥取プレート11には、基型9の各突部12に対応して貫通孔13が形成されて、突部12に嵌合している。ダイカバー7は、成形プレート8を収容している。成形プレート8には、基型9の各突部12に対応して複数の貫通孔24が形成されている。このシート成形金型1において、成形プレート8と剥取プレート11との間にシート2を挟み、成形プレート8を押し下げ、貫通孔24に突部12を嵌合させて、突部3を有するシート2を製造する。
(もっと読む)
成形装置
【課題】 成形型の形状や大きさに依存することなく、真空排気を適宜に制御して、種々の成形品の成形を行なえる成形装置を提供する。
【解決手段】 成形装置10は、成形型20が載置される型受け台11と、型受け台11を収容するように上方が開放した箱状のハウジング12と、ハウジング12の開放した上端を開放可能に閉鎖するシールリッド13と、ハウジング12及びシールリッド13により画成される内部空間を減圧するための真空排気ホース16bが取り付けられる接続部15とを有する。シールリッド13はシリコンなど柔軟材で成形し、シールリッド13の周縁を、ハウジング12の上端の周縁に対して気密的に保持する密封手段14を講ずる。
(もっと読む)
成形装置及びその装置を用いた成形品の製造方法
【課題】 成形型の形状や大きさに依存せず、成形準備及び成形が容易に行なえる成形装置及びその装置を用いた成形品の製造方法を提供する。
【解決手段】 成形装置10が、成形型20を載置する型受け台11と、型受け台11の上面に配置するシールプレート12と、シールプレート12の全周縁を型受け台11の上面に圧接するシール枠13と、シール枠13と型受け台11でシールプレート12の全周縁を気密的に挟持した状態で、シール枠13を型受け台11の周縁に対して密着させて保持する密封部材14とを備え、シール枠13の取付部13bに接続部15を装着する。接続部15を真空排気ホース18を介して真空ポンプに接続し、真空ポンプで型受け台11及びシールプレート12で画成される内部空間を減圧する。この内部空間に配置した成形型16に成形素材17が押圧されて真空成形及び空圧成形が行なわれる。
(もっと読む)
ゴム変性共重合樹脂から成形されたシート、包装用成形体
【課題】特定のゴム粒子径を持つ透明なゴム変性共重合樹脂を用いて成形することにより、透明性,強度,剛性に優れたシート並びに包装用成形体を提供する。
【解決手段】ゴム状重合体の存在下、スチレン系単量体、(メタ)アクリル酸エステル系単量体、及び必要に応じてこれら単量体と共重合可能なその他の単量体を共重合して得られるゴム変性共重合樹脂であって、樹脂中に分散するゴム粒子の体積平均粒子径(dv)が0.4〜1.2μmであり、体積粒子径が1.5μm以上の粒子数が全体の15%未満、且つ、ゴム状重合体がゴム変性共重合樹脂中1〜10質量%含むことを特徴とするゴム変性共重合樹脂から成形されたシート並びにその成形体。
(もっと読む)
エンボスキャリアテープ成形機
帯状シート(A)の巾方向の熱収縮の変化の程度を軽減させ、製品寸法を安定化させて、所要の製品精度をエッジロスを生じさせることなく維持させる。
特定移送経路(8)上の上流側から順に、帯状シート(A)の定量移送長さ(B)と略同じ長さ範囲箇所を特定温度以上に昇温させる加熱部(12)、前記シート(A)の定量移送長さ(B)範囲箇所毎のエンボス成形を行うことによりシート長手方向(x)へ連続的に並ぶ複数のポケットを成形する成形部(13)、及び、前記シート(A)の特定位置に孔をあけるパンチ部(14)を設けたエンボスキャリアテープ成形機において、前記加熱部(12)の加熱ゾーン(15)をシート長手方向へ前記定量移送長さ(B)よりも特定長さだけ長くなすものとした付加加熱部位(17)を設ける。 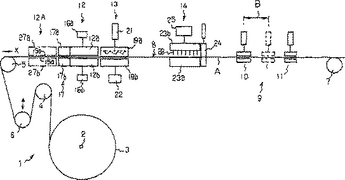 (もっと読む)
(もっと読む)
透明プラスチック成形品の製造方法
【課題】透明プラスチック成形品を表面から視認したとき裏面たる凹凸面状の被転写面に塗膜が形成されていることにより光の乱反射によって立体的な色彩模様が透明プラスチックシートを介して視認され、立体的な深み感のある模様を感得することができる。
【解決手段】モデル型作製工程1と、モデル型Mから反転型Rを作製する反転型作製工程2と、反転型から基本母型Sを製作する母型製作工程3と、基本母型の表面に転写F1面となる織布Cを貼付してなる転写型Fを製作する転写型製作工程4と、転写型を用いて透明プラスチックシートTを成形すると共に転写型の転写面を透明プラスチック成形品Wの裏面となる被転写面W1に転写する転写プラスチック成形工程5と、被転写面に塗膜Kを施す塗装工程6とからなる。
(もっと読む)
成形用発泡ポリスチレンシート及びそのシートよりなる容器
【課題】脆さが改良され薄肉化と低発泡倍率化が可能でかつ成形時の2次発泡性、外観等の良好な成形用発泡ポリスチレンシートを、高発泡ポリスチレン系樹脂シートの製造に用いられている一般的な押出機により提供すること。
【解決手段】ミネラルオイルをポリスチレン系樹脂に含有せしめてなる、成形品の製造に用いる成形用発泡ポリスチレンシートであって、上記ミネラルオイルの含有量が1.0〜5.0重量%であり、該シートの発泡倍率が1.5〜10倍、厚みが0.5〜2mmであること。
(もっと読む)
中空芯材の減圧被覆方法及び装置
【課題】 補強リブを有する構造ではなくても中空品に被覆をすることができる中空芯材の減圧被覆方法及び装置を提供しようとするもの。
【解決手段】 中空芯材1を配設したチャンバーボックス2内を減圧状態とし、前記中空芯材1に被覆する表皮材3を加熱軟化させ、前記チャンバーボックス2内を加圧して加熱軟化させた前記表皮材3を中空芯材1に押圧して被覆する中空芯材の減圧被覆方法であって、前記チャンバーボックス2内を減圧状態とする際には中空芯材1の内部も減圧状態とし、前記チャンバーボックス2内を加圧する際には中空芯材1の内部も加圧する連通孔4が前記中空芯材1に設けられている。
(もっと読む)
樹脂成形体の製造方法
【課題】
高脆性の非晶性熱可塑性樹脂からなるシート状物を室温近傍で圧空成形等をすることにより、生産性よく樹脂成形体を製造する方法等を提供すること。
【解決手段】
(1)非晶性熱可塑性樹脂からなるシート状物に、圧力1〜40MPa、温度50℃以下の条件下で二酸化炭素を収着させた後、30℃以下の温度で脱圧後、二酸化炭素を収着した該シート状物を、[室温+10℃]以下の温度で、圧空成形、真空成形、又は真空圧空成形することを特徴とする樹脂成形体の製造方法、及び(2)二酸化炭素を収着した該シート状物に、[室温+10℃]以下の温度で、表面に凹凸形状が形成された型を押圧することを特徴とする凹凸形状が転写された樹脂成形体の製造方法である。
(もっと読む)
刻印機能付き真空成形装置
【課題】 装置構成を複雑化することなく、ロゴ周りにバリが発生するのを抑えることのできる刻印機能付き真空成形装置を提供する。
【解決手段】 外表面に部分的に窪み15が形成された凸状の成形金型16と、窪み15に対して接離自在に設けられ、窪み15との対向面17Aに文字・記号等を模った刻印部17Bが突出して形成された刻印金型17とを備え、予め表面に絞模様が付けられたシート状部材10Aを成形金型16で真空成形しながら、刻印金型17を窪み15に接近させてシート状部材10Aの表面に押し付けることにより、刻印部17Bによってシート状部材10Aの表面に文字・記号等を刻印する真空成形装置であって、刻印金型17には、窪み15との対向面17Aの周縁に段付き部28が設けられている。
(もっと読む)
マイクロチップ及びその製造方法
【課題】 マイクロチップ内に微量の液体を長期間保存可能で且つ安価なマイクロチップ及びその製造方法を提供する。
【解決手段】 凹部を有するプラスチック製の基材と、該凹部を密閉するように基材に取り付けられる蓋とを備え、凹部の容積が1ml以下であるマイクロチップにおいて、蓋の凹部と対向する表面部分と、凹部の内壁とに、水蒸気バリアフィルムが設けられており、真空圧空成形法等で水蒸気バリアフィルムを凹部表面に設けることにより上記課題を解決する。
(もっと読む)
容器成形法
プラスチック物質の下型(51)の成型、および、容器(4)を得るための前記下型(51)の伸張が含まれる方法で、前記成型に前記伸張が行われる鋳型手段(2)における前記下型(51)の圧縮成型が含まれ、前記伸張の前に、前記下型(51)を得るための前記鋳型手段(2)において一定投与量のペースト状態プラスチック材料(55)の成型が行われる、容器(4)を得るための鋳型手段(2)における下型(51)の伸張が含まれる方法。装置には鋳型手段(2)の成型、前記鋳型手段(2)中での下型(51)の伸張用の押し抜き手段(40)、前記押し抜き手段(40)と協働する、せり上げ手段(30)が含まれ、前記押し抜き手段(40)と前記せり上げ手段(30)により、前記押し抜き手段(40)と前記せり上げ手段(30)が協働して前記下型(51)を得るためのプラスチック材料(50、53、55)の半完成品の圧縮成型用の成型ユニットが定められる構成、ならびに、前記押し抜き手段(40)と前記せり上げ手段(30)が協働して容器を得るための前記下型の伸張ユニットが定められる追加の構成が特定される。 (もっと読む)
開口部を備えたフィルム
開口部を備えたフィルムウェブが開示される。ウェブは、第一の分子配向を有する複数の第一の領域と、第二の分子配向を有する複数の第二の領域とを含み、第一及び第二の領域は、第一の方向で交互にならびかつ隣接する概ね線状の関係にあり、第二の分子配向は、第一の方向に概ね直交しており、並びにここで第二の領域は、孔を有し、その中に開口部の輪郭を定めている。
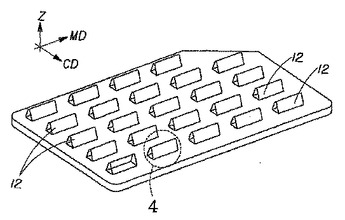 (もっと読む)
(もっと読む)
ガス含侵ポリマーから熱成形された製品を製造する方法
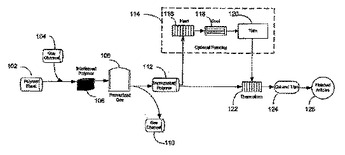
固体状態法は、ガス含浸を利用して、熱可塑性材料の熱成形を向上させる。ガスが可塑化性である場合、物品は熱成形のためにそのガスにより可塑化される。いくつかの態様において、本発明は、ガス曝露の間に溶解されるガスを高レベルにすることにより、熱成形の前又は熱成形の間にポリマーを発泡させることを提供する。発泡は、ガス圧力から減圧すると自発的に進行し得る。あるいは、ポリマーシート(112)をポリマーのガラス転移温度付近か又はそれを超える温度まで加熱することにより、発泡が向上され、それにより、熱成形の間に可塑化された発泡ポリマーが製造される。ポリマーが発泡していない対象物が望まれるときは、ガス飽和した物品をガス圧力の下で熱成形することにより、発泡を抑制してもよい。この方法は、従来法により発泡させた物品を含む、予め発泡させてある物品の熱成形性能を向上するために使用してもよい。いくつかの態様においては、加熱することなく成形できるように、ポリマーを十分に可塑化する。ポリマーの可塑化は可逆的である。
 (もっと読む)
(もっと読む)
加飾用柄材及びそれを用いた加飾用モールディングコンパウンド並びにそれを用いた加飾成形品
【課題】 不飽和ポリエステル樹脂を用いた基材との接着性に優れ、しかも耐溶剤性に優れた飽和ポリエステル樹脂フィルム片からなる加飾用柄材及びそれを用いた加飾用モールディングコンパウンド並びにそれを用いた加飾成形品を得る。
【解決手段】 この加飾用柄材は、飽和ポリエステル樹脂フィルム片の全表面に、不飽和ポリエステル樹脂塗料又はポリウレタン塗料による着色硬化皮膜が形成されてなる。この加飾用柄材を用いて加飾用BMC又はSMCを得る。また、この加飾用BMC又はSMCからなる表面材と加飾用柄材を含有しない繊維補強熱硬化性樹脂成形材料(汎用のBMC又はSMC)からなる裏側材とを重ね、これを金型内で熱圧成形することにより加飾成形品を得る。
(もっと読む)
521 - 539 / 539
[ Back to top ]